Método y aparato para la orientación longitudinal de material de película termoplástica.
Un proceso para suministrar una película de polímero termoplástico (4) con una orientación longitudinal mediante estiramiento en estado sólido,
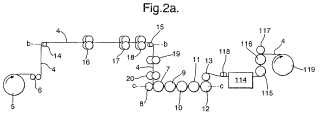
teniendo lugar el estiramiento en una o más zonas cortas entre o en dos o más rodillos o barras de estiramiento (9, 10, 11, 12), proceso en el cual la anchura medida en una línea recta de borde a borde se reduce antes del estiramiento, siendo esta reducción en forma de un patrón regular de pliegues (1) que se extienden de manera longitudinal, por lo que la reducción de la anchura y la longitud de las zonas de estiramiento se adapta para permitir que la película se estire completamente de los pliegues por la tendencia inherente en el material polimérico a contraerse transversalmente en tanto que se estira de manera longitudinal, y en que la formación de los pliegues tiene lugar entre al menos un par de rodillos ranurados (16, 17, 18) que se inter-engranan mutuamente o conjuntos inter-engranables de discos, caracterizado porque la reducción de la anchura tiene lugar gradualmente dentro de una zona de reducción no mayor que la mitad de la anchura original de la película, estando limitada esta zona por un rodillo (14) o un conjunto de rodillos de aguas arriba y un rodillo (15) o conjunto de rodillos de aguas abajo instalados con direcciones variables del eje de rotación, formando esta dirección un ángulo de 90° con la dirección de la máquina en la parte intermedia de la película y que cambia gradualmente sus bordes para re-dirigir la película de manera convergente dentro de la zona de reducción.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/064735.
Solicitante: RASMUSSEN, OLE-BENDT.
Nacionalidad solicitante: Suiza.
Dirección: Sagenstrasse 12 6318 Walchwil SUIZA.
Inventor/es: RASMUSSEN,NIKOLAJ WETTERGREN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C55/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 55/00 Conformación por estirado, p. ej. estirado a través de una matriz; Aparatos a este efecto (B29C 61/08 tiene prioridad). › paralelo a la dirección de alimentación.
- B29C55/18 B29C 55/00 […] › por apretado entre dos superficies, p. ej. rodillos.
PDF original: ES-2394692_T3.pdf
Fragmento de la descripción:
Método y aparato para la orientación longitudinal de material de película termoplástica.
La invención se refiere a un método y aparato para la orientación longitudinal de material de película termoplástica, especialmente con vistas a la elaboración de materiales laminados cruzados de películas que se han estirado uniaxialmente a una temperatura relativamente baja. Se conoce que las mejores propiedades de resistencia completa en un material laminado cruzado se obtienen por los siguientes pasos de orientación; primero una fuerte orientación en masa fundida casi uniaxial durante el retiro de la boquilla de extrusión, o aún mejor, una orientación casi uniaxial en tanto que el material polimérico está semifundido, y luego orientación adicional a una temperatura más bien baja. Las "propiedades de resistencia completa'' se refieren en esta memoria a una combinación de resistencia a la tracción, límite de resistencia, resistencia a la propagación de desgarre y resistencia a la perforación. Es difícil dar una explicación satisfactoria por qué se prefiere esta combinación de pasos de orientación, pero se puede decir de forma breve que cuando la orientación se lleva a cabo en estos pasos, las cadenas moleculares exhibirán un amplio espectro de diferentes grados de orientación, y las de orientación relativamente baja ayudarán a la película a re-orientarse en lugar de dividirse, cuando se somete a fuerzas de desgarre o perforación.
Sin embargo, el estiramiento a baja temperatura provoca problemas significativos, por ejemplo en películas que pueden consistir en polietíleno de alta densidad (HDPE) o polipropileno (PP) ísotáctíco o sindiotáctico. Un aspecto de este problema es que, cuando se estira longitudinalmente una película, ésta tiene una mayor tendencia a contraerse en la dirección transversal, al mismo tiempo conforme se reduce su espesor. Esta tendencia es la más alta cuando la temperatura es baja, por ejemplo entre 10-40°C que es el intervalo óptimo de temperaturas de estiramiento para HDPE y PP, en lo que se refiere a las propiedades logradas. La otra cara del problema es que a estas bajas temperaturas, el material tiende a "estrangularse", en lugar de desarrollar gradualmente la orientación dentro de una zona razonablemente larga. Esto significa que el estirado debe tener lugar entre rodillos de estiramiento o barras de estiramiento, colocadas de manera cercana y, a menos que se tomen precauciones especiales, esto impedirá que la película sufra la contracción necesaria en la dirección transversal.
En la patente del inventor US3233029, que se publicó cerca de 40 años atrás, se hace una propuesta para la solución de este problema, a saber anticipar una parte sustancial de la contracción transversal a la cual tiende la película por plegado longitudinal antes de un estiramiento dentro de una o más zonas cortas de estiramiento, ya que esto se expresa más exactamente en la introducción de la presente reivindicación 1.
En esa patente, el mecanismo de plegado descrito consiste en dos conjuntos de discos que se montan separados sobre los árboles, uno por encima y el otro por debajo de la película que se va a plegar, de modo que los discos en un conjunto se engranen entre los discos en el otro conjunto. De este modo, se fuerza a la película a formar pliegues o espirales. Además se describe que la película debe pasar preferentemente por encima de un rodillo en forma de corona adaptado para hacer esfuerzo sobre los límites igual a aquel en la parte intermedia de la película. La formación de una corona significa que el rodillo tiene el diámetro mayor en su parte intermedia, disminuyendo gradualmente el diámetro hacia sus extremos. Finalmente, se describe que la película se enfría preferentemente en la zona de estiramiento, que puede ser convenientemente al cubrir una barra de estiramiento con fieltro y mantener este fieltro húmedo. El agua también, por su acción lubricante, ayuda a permitir a la película la contracción transversal que elimina los pliegues. No permanecen pliegues en el producto final.
El inventor logró hacer este antiguo trabajo de invención con HDPE y PP flexibilizado, pero sólo en anchuras relativamente estrechas, insuficientes para una producción industrial, por ejemplo de bolsas industriales laminadas de forma cruzada u hojas de cubierta laminadas de forma cruzada. Cuando se intenta aplicar la invención a una película más rígida tal como película hecha de HDPE o PP plano, o cuando se intenta en una película de mayor anchura, por ejemplo una anchura de 1 m, las fuerzas transversales aplicadas por la película siempre provocaban un estiramiento transversal de la película en forma de delgadas líneas que se extienden de manera longitudinal. Parece que el principio de aplicar un plegamiento longitudinal, que permite de este modo una contracción transversal de la película durante el estiramiento longitudinal, hasta ahora sólo se ha llevado a cabo industrialmente bajo condiciones que también producen un estiramiento transversal y atenuación a lo largo de líneas longitudinales estrechas.
El problema descrito se supera por la mejora que aparece de la parte caracterizante de la reivindicación 1. Al redirigir la película de la manera convergente mencionada, se reducen las fuerzas que actúan de manera transversal ejercidas por los dispositivos de plegamiento y casi se pueden eliminar completamente por ajustas optimizados, de modo que se evita la formación de líneas longitudinales atenuadas, transversalmente estiradas. El grado preferible de plegamiento, es decir, la relación entre la anchura de la película antes del plegamiento y después del plegamiento, este último medido a lo largo de una línea recta de borde a borde, se analizará en la descripción específica.
La invención tiene importancia particular en relación con el estiramiento longitudinal de la película que consiste principalmente en HDPE, PP o mezclas de estos polímeros, puesto que el precio relativamente bajo y su rigidez y propiedades alcanzables de resistencia las hacen más adecuadas para materiales laminados cruzados usados en artículos industriales tal como, por ejemplo, bolsas industriales, hojas de cubierta, telas alquitranadas, hojas asfaltadas reforzadas, forros de estanques, películas de invernadero y “película de envoltura doméstica". Sin embargo, la invención también es aplicable a cualquier otra película de material polímero termoplástico, si esta película en la forma de tiras estrechas se puede orientar en o casi a temperatura ambiente normal. Como ejemplos, la invención es aplicable a película basada en poliamídas, políésteres tal como poli (tereftalato de etileno) , poli (cloruro de vinilideno) y copolímeros cristalinos de cloruro de vinilo y cloruro de vinilideno. También se espera que llegue a ser útil para películas basadas en materiales polímeros biodegradables, estirables en frío.
De manera más conveniente, la zona de reducción no debería ser mayor que 3 veces la anchura original de la película preferentemente no más del doble y, de manera más preferente no más de igual al ancho.
Las ventajas del estiramiento a temperaturas relativamente bajas se han mencionado anteriormente, y el estiramiento de acuerdo con la invención debería tener lugar normalmente a una temperatura no mayor que 60°C, preferentemente no mayor que 50°C, y de manera aún más preferente no más de 40°C. La película que se ha de estirar puede estar en forma de un tubo tendido plano. Esto tiene referencia particular a la elaboración de materiales laminados cruzados de películas uniaxialmente orientadas, puesto que el proceso normal de producción para estos materiales laminados cruzados comprende un paso de corte helicoidal de un tubo longitudinalmente orientado.
En una realización preferida de la invención, el rodillo o conjunto de rodillos de aguas abajo comprende al menos un rodillo tipo banana con su lado convexo que apunta hacia el conjunto de rodillos de aguas arriba. El "rodillo tipo banana" es el nombre usado normalmente para un rodillo que tiene un eje curvado, usualmente formado como un arco de un círculo. Normalmente, los rodillos tipo banana se usan para eliminar arrugas o pliegues, pero aquí se usan para lo contrario. En su forma más simple, un rodillo tipo banana consiste en un vástago ligeramente doblado, colocado en un tubo de caucho, que puede girar sobre este árbol. El tubo normalmente se lubrica, por ejemplo, con talco. En un diseño más industrial, existe una disposición ordenada de cojinetes de bolas o cojinetes de rodillo, estrechamente lado a lado entre el vástago doblado y el tubo de caucho. El tubo de caucho se puede sustituir, por ejemplo, por una disposición ordenada de anillos, cada uno ajustado a un cojinete.... [Seguir leyendo]
Reivindicaciones:
1. Un proceso para suministrar una película de polímero termoplástico (4) con una orientación longitudinal mediante estiramiento en estado sólido, teniendo lugar el estiramiento en una o más zonas cortas entre o en dos o más rodillos o barras de estiramiento (9, 10, 11, 12) , proceso en el cual la anchura medida en una línea recta de borde a borde se reduce antes del estiramiento, siendo esta reducción en forma de un patrón regular de pliegues (1) que se extienden de manera longitudinal, por lo que la reducción de la anchura y la longitud de las zonas de estiramiento se adapta para permitir que la película se estire completamente de los pliegues por la tendencia inherente en el material polimérico a contraerse transversalmente en tanto que se estira de manera longitudinal, y en que la formación de los pliegues tiene lugar entre al menos un par de rodillos ranurados (16, 17, 18) que se inter-engranan mutuamente o conjuntos inter-engranables de discos, caracterizado porque la reducción de la anchura tiene lugar gradualmente dentro de una zona de reducción no mayor que la mitad de la anchura original de la película, estando limitada esta zona por un rodillo (14) o un conjunto de rodillos de aguas arriba y un rodillo (15) o conjunto de rodillos de aguas abajo instalados con direcciones variables del eje de rotación, formando esta dirección un ángulo de 90° con la dirección de la máquina en la parte intermedia de la película y que cambia gradualmente sus bordes para re-dirigir la película de manera convergente dentro de la zona de reducción.
2. Un proceso según la reivindicación 1, caracterizado porque la película consiste principalmente en HDPE, PP o mezclas de estos polímeros.
3. Un proceso según la reivindicación 1 ó 2, caracterizado porque la zona de reducción no es mayor que 3 veces la anchura original de la película, preferentemente no más que dos veces y de manera aún más preferente no más que igual a esta anchura.
4. Un proceso según la reivindicación 1, 2 ó 3, caracterizado porque el estiramiento tiene lugar a un temperatura no mayor que 60°C, preferentemente no mayor que 50°C, y de manera aún más preferente no más de 40°C.
5. Un proceso según cualquiera de las reivindicaciones anteriores, caracterizado porque el rodillo (15) o el conjunto de rodillos de aguas abajo comprende al menos un rodillo tipo banana con su lado convexo apuntando hacia el rodillo o conjunto de rodillos de aguas abajo.
6. Un proceso según cualquiera de las reivindicaciones anteriores, caracterizado porque la película en tanto que abandona el último rodillo (15) o conjunto de rodillos de la parte de aguas abajo de la zona de reducción se guía en una dirección que se desvía no más de 10° de la perpendicular a su movimiento dentro de la zona de reducción.
7. Un proceso según cualquiera de las reivindicaciones anteriores, caracterizado porque la película se redirige hacia el primer rodillo (14) de aguas arriba en una dirección que se desvía no más de 10º de la perpendicular a su movimiento dentro de la zona de reducción en anchura.
8. Un proceso según cualquiera de las reivindicaciones anteriores, caracterizado porque la reducción gradual de la anchura dentro de la zona de reducción es asistida por discos mutuamente inter-engranantes, preferentemente en forma de pares de rodillos ranurados (16, 17, 18) tipo banana instalados entre el rodillo (14) o el conjunto de rodillos de aguas arriba y el rodillo (15) o conjunto de rodillos de aguas abajo.
9. Un proceso según la reivindicación 8, caracterizado porque el rodillo tipo banana consiste en discos de diferentes diámetros externos (22, 24) en sucesión alternante o en segmentos (25) de rodillos cortos suministrados con ranuras, estando los discos o segmentos de rodillo montados en un árbol (23) flexionado.
10. Un proceso según la reivindicación 8, caracterizado porque algunos o todos los discos inter-engranantes se pueden ajustar de manera individual en su inter-engrane.
11. Un proceso según la reivindicación 8, caracterizado porque la reducción gradual de la anchura es asistida por al menos un par de rodillos ranurados tipo banana que se inter-engranan mutuamente, en donde el Inter-engranaje es variable por medio de una fuerza ajustable que actúa para mover conjuntamente los dos rodillos
12. Un proceso según cualquiera de las reivindicaciones anteriores, caracterizado porque la reducción gradual de la anchura dentro de la zona de reducción es asistida por un conjunto de cintas transportadoras estrechas que siguen y guían la película a través de al menos una parte de esta zona, inter-engranando dichos dos conjuntos de cintas estrechas gradualmente más y más entre sí durante el avance de transporte en la zona.
13. Un proceso según cualquiera de las reivindicaciones anteriores, caracterizado porque cuando la película, en el estado plegado antes de que se alargue permanentemente, pasa sobre un rodillo liso tipo banana o un rodillo liso, recto, existen medios guía que actúan inmediatamente aguas arriba de y en estrecha proximidad a este rodillo, para contrarrestar la aleatorizacíón del rodillo en el plegamiento.
14. Aparato para la orientación longitudinal de una película termoplástica (4) , que comprende, en secuencia en la dirección de la máquina,
i) una estación de reducción de la anchura que comprende al menos un par de rodillos de plegamiento (16, 17, 18) de ínter-engrane que comprenden rodillos ranurados de inter-engrane o conjuntos de ínter-engrane de discos para la aplicación de pliegues regulares que se extienden de manera longitudinal a lo largo de la anchura de la película; y
ii) una estación de estiramiento longitudinal para estirar longitudinalmente la película en el estado sólido, que comprende uno o más pares separados de rodillos (9, 10, 11, 12) o barras de estiramiento, siendo el espaciado entre cada par relativamente corto,
en donde la estación de reducción de la anchura se extiende no menos de la mitad de la anchura original de la película ;
caracterizado porque la estación de reducción de la anchura comprende un rodillo (14) o conjunto de rodillos de aguas arriba y un rodillo (15) o conjunto de rodillos de aguas abajo con una zona de reducción de la anchura localizada entre estos, teniendo el rodillo o el conjunto de rodillos de aguas arriba o de aguas abajo direcciones variables para el eje respectivo de rotación, siendo la variación de 90° con la dirección de la máquina en el centro de la película, que varía gradualmente en ambos lados del centro hacia los bordes de la película, de modo que la película se dirige a través de la estación de reducción de la anchura en tanto que los bordes de la película convergen hacia el centro,
15. Aparato según la reivindicación 14, caracterizado porque la distancia entre el rodillo (14) o el conjunto de rodillos de aguas arriba y el rodillo (15) o el conjunto de rodillos de aguas abajo no es mayor que 3 veces la anchura original de la película, preferentemente no más de 2 veces la anchura original de la película y preferentemente no más que igual a la anchura original de la película.
16. Aparato según la reivindicación 14 ó 15, caracterizado porque el rodillo (15) de aguas abajo es un rodillo tipo banana con su lado convexo apuntando hacia el rodillo o el conjunto de rodillos de aguas arriba.
17. Aparato según cualquiera de las reivindicaciones 14-16, caracterizado porque la película se dirige desde dicho rodillo (15) de aguas arriba hacia la estación de estiramiento longitudinal en una dirección que se desvía no más de 10% de la perpendicular a la dirección que se mueve a través de la estación de reducción de la anchura.
18. Aparato según cualquiera de las reivindicaciones 14-17, caracterizado porque el rodillo de aguas arriba es un rodillo tipo banana con su lado cóncavo apuntando hacia el rodillo o conjunto de rodillos de aguas abajo.
19. Aparato según la reivindicación 18, caracterizado porque dicho rodillo tipo banana forma un arco, cuyas tangentes son perpendiculares a la tensión de la película creada por el rodillo o conjunto de rodillos de aguas abajo.
20. Aparato según cualquiera de las reivindicaciones 14-19, que comprende, además, medios de suministro de película (6) aguas arriba de la estación de reducción de la anchura en la cual la película se dirige hacia dicho rodillo
(14) o conjunto de rodillos de aguas arriba en una dirección que se desvía no más de 10° de la perpendicular a su movimiento dentro de la zona de reducción de la anchura.
21. Aparato según cualquiera de reivindicaciones 14-20, caracterizado porque la estación de reducción de la anchura comprende además al menos un par de rodillos que comprenden discos (22) mutuamente inter-engranables localizados entre los rodillos o conjuntos de rodillos de aguas arriba y de aguas abajo, preferentemente en forma de pares de rodillos ranurados tipo banana.
Patentes similares o relacionadas:
Película retráctil, del 8 de Julio de 2020, de Taghleef Industries Inc: Una película retráctil de múltiples capas orientada que comprende una capa de núcleo y al menos una capa de cubierta, dicha capa de núcleo tiene un grosor […]
Composición y método de fabricación de una película de embalaje flexible, del 6 de Mayo de 2020, de FRITO-LAY NORTH AMERICA, INC.: Un método de fabricación de una película de embalaje flexible que comprende: proporcionar una película soplada que comprende resina de polietileno […]
Procedimiento para la producción de una banda de película multicapa y una banda de película multicapa, del 30 de Octubre de 2019, de RKW SE: Un procedimiento para la producción de una banda de película multicapa a partir de al menos dos bandas de película de partida hechas de material polimérico termoplástico, […]
Fleje de poliéster de alta integridad, del 29 de Marzo de 2019, de Signode International IP Holdings LLC: Fleje de poliéster que incluye moléculas de poliéster que se han orientado en la dirección longitudinal del fleje, que comprende: más de un 92% en peso y hasta […]
Procedimiento para la preparación de una cinta de película cargada, del 26 de Febrero de 2019, de RKW SE: Procedimiento para la producción de una cinta de película cargada a partir de una cinta de película de partida microporosa de material polimérico termoplástico, que […]
Línea de película soplada, procedimiento para la producción de una banda de película soplada y la película producida a partir del mismo, del 3 de Octubre de 2018, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Línea de película soplada que comprende una boquilla anular para la extrusión de un tubo de película, una zona de formación de tubo para […]
Aparato y métodos de formación por estirado de materiales variables, del 11 de Abril de 2018, de Orbital ATK, Inc: Un aparato de formación por estirado de material variable, donde el aparato comprende: una unidad de formación por estirado configurada para […]
Productos de ácido poliláctico y su uso, del 28 de Marzo de 2018, de LANKHORST PURE COMPOSITES B.V.: Producto en forma de cuerda, en particular una cinta, película o hilo, que comprende PLA, que se estira en al menos la dirección de la máquina en una proporción de estiramiento […]