Método para producir una tapa que incluye una etiqueta de plástico mediante la técnica de moldeo integrado y tapa asi obtenida.
Método para producir una tapa de plástico con una etiqueta, quecomprende los pasos de:
a) proporcionar un molde (100) para la producción de una tapa de materialplástico utilizando la técnica inmoulding, comprendiendo dicho molde unamatriz de moldeo hueca (1) provista de un borde periférico (3) que incluyeuna superficie plana anular (4) que se extiende esencialmente paralela a lasuperficie plana del fondo (2) de la matriz de moldeo hueca y que se une aesta última a través de un plano inclinado (5) que forma un ángulo α con unvalor cualquiera entre 0º y 50º, estando la diferencia de nivel entre dichasdos superficies en un valor cualquiera entre 1 mm y 4 mm, teniendo dichamatriz de moldeo también una o más esquinas redondeadas (10) cuyoradio de extensión exterior oscila entre 10 y 100 mm;
b) proporcionar una etiqueta (11) de material plástico estratificado colado conun espesor inferior a 90 μm y una extensión plana que le permite sobresalirde 0,5 a 2,0 mm desde dicho borde periférico de la matriz de moldeo huecaen dicho molde de conformación de tapas;
c) colocar la etiqueta (11) sobre el fondo (2) de dicha matriz de moldeo hueca(1);
d) mantener la etiqueta (11) en su posición sobre el fondo (2) de dicha matrizde moldeo hueca (1);
e) cerrar dicha matriz de moldeo hueca (1) con un troquel de moldeo opuesto(110) correspondiente para así obtener una cavidad de moldeo con el finde conformar una tapa de plástico;
f) inyectar un polímero en estado fluido en dicha cavidad de moldeo parallenar la cavidad y hacer que la superficie de contacto de dicha etiqueta sefunda con el mismo con el fin de obtener una sola pieza integral,manteniendo al mismo tiempo dicha matriz de moldeo hueca y dichotroquel de moldeo una temperatura adecuada para permitir que el polímeroinyectado se solidifique en el estado en el que está unido a dicha etiqueta.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08425496.
Solicitante: PEZZUTTI ALDO SRL.
Nacionalidad solicitante: Italia.
Dirección: VIA FRATTE, 22 33080 FIUME VENETO (PN) ITALIA.
Inventor/es: PEZZUTTI,MASSIMO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B65D43/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 43/00 Cubiertas o tapas para recipientes en forma de caja (para recipientes de cocción A47J 36/06; cubiertas de cierre para recipientes a presión en general F16J 13/00). › Tapas o tapones quitables (con medios para perforar, cortar, o romper un cierre interior frágil B65D 51/22).
- G09F3/04 FISICA. › G09 ENSEÑANZA; CRIPTOGRAFIA; PRESENTACION; PUBLICIDAD; PRECINTOS. › G09F PRESENTACION; PUBLICIDAD; CARTELES; ETIQUETAS O PLACAS DE IDENTIFICACION; PRECINTOS. › G09F 3/00 Etiquetas, fichas o medios análogos de identificación o de indicación; Precintos; Sellos de franqueo o sellos análogos. › sujetos o fijados por el material de la etiqueta en sí, p. ej. por termoadherencia (por una capa adhesiva separada G09F 3/10).
PDF original: ES-2420525_T3.pdf
Fragmento de la descripción:
MÉTODO PARA PRODUCIR UNA TAPA QUE INCLUYE UNA ETIQUETA DE PLÁSTICO MEDIANTE LA TÉCNICA DE MOLDEO INTEGRADO Y TAPA ASÍ OBTENIDA
Campo de la invención La presente invención se refiere a un método para producir una tapa de plástico para recipientes provista de su propia etiqueta de plástico, etiqueta que se incluye en la tapa mediante una técnica de moldeo integral o “inmoulding” (aplicación durante el moldeo) directamente durante el moldeo por inyección de la tapa. En particular, la presente invención se refiere a un método para aplicar una etiqueta informativa y/o decorativa sobre la superficie exterior de una tapa que presenta patrones en relieve y planos inclinados, así como a la tapa obtenida mediante dicho método.
Estado anterior de la técnica Las tapas para recipientes provistas de etiquetas informativas y/o decorativas son bien conocidas y están disponibles en el mercado desde hace ya muchos años. Estas etiquetas se pueden aplicar sobre la superficie exterior de los recipientes utilizando diversos procesos totalmente convencionales, como procesos automáticos para pegar la etiqueta sobre la tapa después de que ésta haya sido moldeada, o bien mediante el proceso conocido como “inmoulding”.
En términos generales, la técnica de inmoulding se basa en preparar primero una etiqueta de material plástico para imprimirla adecuadamente de acuerdo con los requisitos o preferencias impuestos por el producto en particular o según el tipo de información a ser mostrada. En un paso posterior, la etiqueta se coloca sobre el fondo de la cavidad de un molde previsto para moldear las tapas y se mantiene en su posición contra el mismo. Después se cierra el molde y se le inyecta el material plástico previsto para moldear la tapa. Cuando se inyecta el material plástico, la superficie de adhesión de la etiqueta se funde por contacto con dicho material plástico, que ha sido calentado a la temperatura de fusión. A continuación, se deja que el molde se enfríe y, como consecuencia, se produce un proceso de solidificación en el material plástico, sobre cuya superficie exterior queda unida la etiqueta formando una sola pieza integral con la tapa.
Un paso particularmente crítico del proceso de inmoulding arriba descrito es el relacionado con la colocación de la etiqueta en la posición correcta dentro del molde de conformación de las tapas. De hecho, este paso se debe llevar a cabo con mucha precisión para asegurar que la etiqueta ante todo estará perfectamente centrada sobre dicho fondo de la cavidad del molde y, en consecuencia, estará después dispuesta correspondientemente en una posición perfectamente centrada sobre la tapa.
Todavía más importante es la capacidad de mantener la etiqueta en la posición arriba indicada mientras el material plástico fundido está siendo inyectado en la cavidad. De hecho, es generalmente sabido que la inyección del material plástico a moldear se produce bajo condiciones bastante rigurosas, esto es a temperaturas tan altas como 200ºC o superiores y presiones superiores a 50 bar, durante un período de tiempo de menos de un segundo. Por consiguiente, bajo estas condiciones es de suma importancia establecer un sistema que asegure eficazmente que la etiqueta se mantiene perfectamente en su posición, ya que en otro caso el resultado final puede ser una aplicación mal centrada de la etiqueta sobre la superficie exterior de la tapa o que la propia etiqueta se rompa o sufra daños similares.
En el caso particular de que se desee aplicar una etiqueta no sólo sobre la superficie exterior plana de una tapa, sino también a lo largo de todo el borde periférico de la misma, que (como ya se ha dado a entender más arriba) normalmente incluye partes elevadas, planos inclinados y esquinas de curvatura más o menos acentuada, el problema de centrado de la etiqueta arriba mencionado se agrava considerablemente.
Además se ha observado que, en correspondencia con dichas partes salientes, planos inclinados y bordes curvados, la etiqueta tiende a deformarse generando arrugas y pliegues. Se puede entender perfectamente que, si la superficie no es uniformemente plana, es particularmente difícil lograr una adhesión perfecta de la etiqueta sobre la superficie y dicha adhesión está muy influida por las condiciones arriba mencionadas bajo las que se inyecta el material plástico fundido para moldear la tapa.
Con bastante frecuencia ocurre que, debido a la inyección de los plásticos fundidos, la etiqueta tiende a desplazarse con respecto al centro de simetría identificado por el punto de inyección del material plástico. En consecuencia, la etiqueta termina sobresaliendo de forma inaceptable por uno o más lugares del borde de la tapa, dejando sin cubrir partes correspondientes de la superficie superior de la misma.
Actualmente existen dos tipos diferentes de técnicas que pueden utilizarse para intentar eliminar los problemas arriba indicados.
La primera de estas técnicas es utilizar una disposición de succión que comprende microporos de vacío previstos en el fondo de la cavidad de moldeo de las tapas para mantener la etiqueta en su posición. La segunda técnica implica generar una atracción electrostática (adhesión) de la etiqueta contra el fondo de dicha cavidad de moldeo de las tapas.
El documento JP-A-2007 144 985 describe un método para producir una tapa de plástico con una etiqueta mediante moldeo por inyección con la técnica de etiquetado en molde.
A pesar de ello, el problema de aplicar una etiqueta sobre la superficie de una tapa cubriendo también el borde periférico de ésta de modo que se evite esencialmente la formación de arrugas y pliegues y que, al mismo tiempo, se logre un buen efecto de centrado de la etiqueta sobre la tapa no se ha resuelto todavía en medida suficiente.
Sumario de la invención Por consiguiente, el objeto de la presente invención consiste en proporcionar un método para producir una tapa de plástico con una etiqueta de plástico integrada utilizando la técnica de “inmoulding” arriba indicada de modo que se asegure la eliminación completa y eficaz de las arrugas, pliegues y/o deformaciones que se pueden producir en la etiqueta a lo largo de todo su borde periférico durante la inyección y al mismo tiempo lograr un buen efecto de centrado de la etiqueta sobre la tapa.
Este objeto se logra mediante un método donde tanto las condiciones de proceso como las propiedades de los materiales a procesar se fijan en particular con vistas al logro de dicho fin.
Así, un primer objeto de la presente invención es proporcionar un método para producir una tapa de plástico con una etiqueta de plástico integrada utilizando la técnica de inmoulding tal como se indica en las reivindicaciones adjuntas.
Un segundo objeto de la presente invención es proporcionar una tapa de material plástico que se puede obtener mediante el método mencionado.
Breve descripción de las figuras Otras características y ventajas del método y de la tapa según la presente invención se evidenciarán y comprenderán más fácilmente a partir de la descripción de algunas realizaciones dadas posteriormente a modo de ejemplo no limitativo y con referencia a las figuras adjuntas, en las cuales:
Figura 1: vista esquemática en planta de una matriz de moldeo hueca para la
producción de una tapa según la presente invención;
Figura 2: vista en sección transversal lateral a lo largo de la línea II-II de la
matriz de moldeo mostrada en la Figura 1;
Figura 3: vista de un detalle de la Figura 2, mostrado en un primer estado de
operación;
Figura 4: vista de un detalle de la Figura 2, mostrado en un segundo estado
de operación;
Figura 5: vista esquemática en planta de una matriz de moldeo hueca para la
producción de una tapa de acuerdo con una realización modificada
de la presente invención;
Figura 6: vista en sección transversal lateral a lo largo de la línea VI-VI de la
matriz de moldeo mostrada en la Figura 5;
Figura 7: vista de un detalle de la Figura 6 en un primer estado de operación;
Figura 8: vista de un detalle de la Figura 6 un segundo estado de operación;
Figura 9: vista de un detalle de la ilustración en sección transversal a lo largo
de la línea IX-IX de la Figura 1;
Figura 10: vista esquemática en sección transversal lateral de un molde para la
producción de una tapa de plástico según la presente invención en
una condición operativa del mismo;
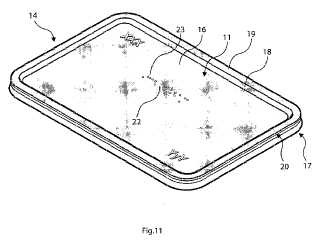
Figura 11: vista axonométrica de una tapa con una etiqueta ilustrativa aplicada
sobre ésta de acuerdo con la presente invención;
Figura 12: vista axonométrica de una tapa con una etiqueta ilustrativa... [Seguir leyendo]
Reivindicaciones:
1. Método para producir una tapa de plástico con una etiqueta, que comprende los pasos de:
a) proporcionar un molde (100) para la producción de una tapa de material plástico utilizando la técnica inmoulding, comprendiendo dicho molde una matriz de moldeo hueca (1) provista de un borde periférico (3) que incluye una superficie plana anular (4) que se extiende esencialmente paralela a la superficie plana del fondo (2) de la matriz de moldeo hueca y que se une a esta última a través de un plano inclinado (5) que forma un ángulo ! con un valor cualquiera entre 0º y 50º, estando la diferencia de nivel entre dichas dos superficies en un valor cualquiera entre 1 mm y 4 mm, teniendo dicha matriz de moldeo también una o más esquinas redondeadas (10) cuyo radio de extensión exterior oscila entre 10 y 100 mm;
b) proporcionar una etiqueta (11) de material plástico estratificado colado con un espesor inferior a 90 μm y una extensión plana que le permite sobresalir de 0, 5 a 2, 0 mm desde dicho borde periférico de la matriz de moldeo hueca en dicho molde de conformación de tapas;
c) colocar la etiqueta (11) sobre el fondo (2) de dicha matriz de moldeo hueca (1) ;
d) mantener la etiqueta (11) en su posición sobre el fondo (2) de dicha matriz de moldeo hueca (1) ;
e) cerrar dicha matriz de moldeo hueca (1) con un troquel de moldeo opuesto (110) correspondiente para así obtener una cavidad de moldeo con el fin de conformar una tapa de plástico;
f) inyectar un polímero en estado fluido en dicha cavidad de moldeo para llenar la cavidad y hacer que la superficie de contacto de dicha etiqueta se funda con el mismo con el fin de obtener una sola pieza integral, manteniendo al mismo tiempo dicha matriz de moldeo hueca y dicho troquel de moldeo una temperatura adecuada para permitir que el polímero inyectado se solidifique en el estado en el que está unido a dicha etiqueta.
2. Método según la reivindicación 1, que comprende un paso final de retirar el producto acabado del molde y pasar de nuevo automáticamente por los pasos a) a f) del método.
3. Método según la reivindicación 1 o 2, caracterizado porque el paso a) comprende proporcionar un molde cuya matriz de moldeo cóncava (1) está
provista de una superficie de fondo (2) esencialmente plana y de un borde periférico (3) que tiene una primera superficie plana anular (4) que se extiende esencialmente paralela a la superficie definida por el fondo y que se une a dicha superficie de fondo mediante un plano inclinado (5) , estando situadas la superficie del fondo (2) y la primera superficie (4) en dos planos diferentes que se extienden paralelos entre sí en niveles diferentes.
4. Método según la reivindicación 3, caracterizado porque el borde periférico
(3) también comprende una segunda superficie (6) conectada a dicha primera superficie (4) y generalmente perpendicular a ésta para delimitar dicho borde periférico (3) hacia afuera.
5. Método según la reivindicación 4, caracterizado porque dicha segunda superficie (6) incluye una primera parte (7) que está conectada directamente a dicha primera superficie (4) y que va seguida de una segunda parte (9) que se extiende con un patrón ligeramente acampanado hacia afuera.
6. Método según cualquiera de las reivindicaciones 3 a 5, caracterizado porque el plano inclinado (5) está orientado hacia el borde periférico (3) y el ángulo de inclinación con respecto al fondo oscila entre 30º y 45º.
7. Método según cualquiera de las reivindicaciones 3 a 6, caracterizado porque el borde periférico (3) comprende cuatro esquinas redondeadas
(10) cuyo radio de curvatura exterior (R) tiene un valor cualquiera entre 10 y 100 mm.
8. Método según cualquiera de las reivindicaciones 1 a 7, caracterizado porque el paso b) se lleva a cabo utilizando una etiqueta formada por una película de polipropileno estratificada en forma colada con un espesor de un valor cualquiera entre 50 y 90 μm.
9. Método según cualquiera de las reivindicaciones 1 a 8, caracterizado porque el paso d) se lleva a cabo mediante la aplicación de una carga electrostática a la etiqueta de modo que se asegure un potencial eléctrico en la etiqueta con un valor cualquiera entre 8 y 30 kilovoltios.
10. Método según cualquiera de las reivindicaciones 1 a 9, caracterizado porque el paso f) se lleva a cabo a una temperatura de inyección con un
valor cualquiera entre 250ºC y 320ºC, una presión inferior a 175 bar y durante un tiempo de ciclo de menos de un segundo.
11. Método según cualquiera de las reivindicaciones 1 a 10, caracterizado porque dicha matriz de moldeo cóncava comprende un fondo dotado de relieves con una altura dentro de un intervalo de 1 mm y/o estrías con un radio de curvatura superior a 0, 5 mm.
12. Método según la reivindicación 11, caracterizado porque las estrías son agujeros ciegos redondos con diámetros entre 0, 5 y 2 mm y delimitados por un canto vivo que presenta un ángulo interior inferior a 120º.
13. Molde (100) para llevar a cabo el método de acuerdo con cualquiera de las reivindicaciones 1 a 12, que comprende una matriz de moldeo cóncava (1) provista de un borde periférico (3) que tiene una superficie plana anular (4) que se extiende esencialmente paralela a una superficie plana del fondo (2) de la matriz y que se une a dicha superficie de fondo mediante un plano inclinado (5) que tiene un ángulo (!) con un valor cualquiera entre 10º y 50º, con una diferencia de nivel entre dichas dos superficies de un valor cualquiera entre 1 mm y 4 mm, teniendo dicha matriz de moldeo también una o más esquinas redondeadas cuyo radio de extensión exterior oscila entre 10 y 100 mm.
14. Molde (100) según la reivindicación 13, caracterizado porque dicho fondo
(2) está provisto de relieves con una altura dentro de un intervalo de 1 mm y/o estrías con un radio de curvatura superior a 0, 5 mm o estrías en forma de agujeros ciegos redondos con diámetros entre 0, 5 y 2 mm y delimitados por un canto vivo que presenta un ángulo interior inferior a 120º.
15. Tapa de plástico (14) con una etiqueta decorativa/informativa (11) , que se obtiene con el método según cualquiera de las reivindicaciones 1 a 12.
16. Tapa de plástico (14) con una etiqueta decorativa/informativa (11) según la reivindicación 15, que comprende estrías y relieves que representan detalles de imágenes, logotipos, marcas de fábrica o detalles en relieve correspondientes al código Braille, según las reivindicaciones 11 o 12.
Patentes similares o relacionadas:
Elemento de protección, elemento de hormigón y procedimiento para la fabricación de un elemento de hormigón, del 22 de Julio de 2020, de HERRENKNECHT AG: Elemento de protección para la conexión con un elemento de hormigón de una entibación de túnel, que presenta al menos una sección de protección , […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]