Procedimiento para la fabricación de un panel sándwich con adhesión de travesaño.
Procedimiento para la fabricación de un panel sándwich,
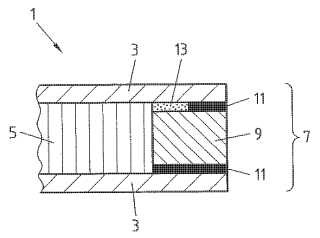
- con dos paneles de cubierta (3),
- con un estrato central (5),
- con una superficie estrecha (7) que se extiende sobre los dos paneles de cubierta (3) y el estrato central (5),
- con un travesaño (9) dispuesto en la región de la superficie estrecha (7) y
- con un adhesivo de montaje (11) que une, al menos por secciones, el travesaño (9) con los paneles decubierta (3),
- previéndose un adhesivo final (13) que une, al menos por secciones, el travesaño (9) con al menos uno de losdos paneles de cubierta (3),
- siendo la resistencia al calor del adhesivo final (13) mayor que la resistencia al calor del adhesivo de montaje(11), caracterizado porque
- el panel sándwich se repasa en la región de la superficie estrecha (7), perfilándose durante el repasado elcanto del panel sándwich (1), porque el adhesivo final (13) se dispone entre el al menos un panel de cubierta (3)y el travesaño (9) al menos fuera de la región (19) del repasado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/054404.
Solicitante: Fritz Egger GmbH ; Co. OG.
Nacionalidad solicitante: Austria.
Dirección: Tiroler Strasse 16 3105 Unterradlberg AUSTRIA.
Inventor/es: REITER, BRUNO, DURNBERGER,JOHANN, ULLRYCH,HERBERT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27D5/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27D TRABAJO DEL CHAPADO O DEL CONTRACHAPADO DE LA MADERA (aplicación de líquidos u otros materiales fluidos a las superficies en general B05; apomazado, tratado con arena o pulido de la madera B24; aplicación de adhesivos o de cola a las superficies de madera B27G 11/00; fabricación de hojas de madera chapadas B27L 5/00). › Trabajo del chapado o del contrachapado por medio de otras operaciones especialmente adaptadas al chapado o al contrachapado (trabajo de las lengüetas de manera análoga al trabajo de la caña B27J).
- C09J5/00 QUIMICA; METALURGIA. › C09 COLORANTES; PINTURAS; PULIMENTOS; RESINAS NATURALES; ADHESIVOS; COMPOSICIONES NO PREVISTAS EN OTRO LUGAR; APLICACIONES DE LOS MATERIALES NO PREVISTAS EN OTRO LUGAR. › C09J ADHESIVOS; ASPECTOS NO MECANICOS DE LOS PROCEDIMIENTOS DE PEGADO EN GENERAL; PROCEDIMIENTOS DE PEGADO NO PREVISTOS EN OTRO LUGAR; EMPLEO DE MATERIALES COMO ADHESIVOS (preparación de cola o gelatina C09H). › Procedimientos de pegado en general; Procedimientos de pegado no previstos en otro lugar , p.ej. relativos a la imprimación.
- E04C2/36 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04C ELEMENTOS ESTRUCTURALES; MATERIALES DE CONSTRUCCION (para puentes E01D; especialmente concebidos para aislamiento o cualquier otra protección E04B; elementos utilizados como auxiliares para la construcción E04G; para minas E21; para túneles E21D; elementos estructurales con un campo de aplicación más amplio que el de la industria de la edificación F16, concretamente F16S). › E04C 2/00 Elementos de construcción de espesor relativamente débil para la construcción de partes de edificios, p. ej. materiales en hojas, losas o paneles (materiales o fabricación ver los lugares apropiados, p. ej. B27N, B29, D21J; fabricados in situ E04B; concebidos especialmente para el aislamiento o cualquier otra protección E04B 1/62; estructuras portantes de suelos E04B 5/02, E04B 5/16; tejados constituidos por losas que se autosustentan E04B 7/20; elementos de cubiertas de tejados o análogos E04D 3/00; para el revestimiento o el terminado E04F 13/00). › separados por bandas de materiales dispuestos transversalmente, p. ej. paneles alveolares (elementos alveolares o cualquier otro diseño para productos estratificados B32B).
- E04C2/38 E04C 2/00 […] › con nerviaciones, rebordes o similares fijos por encima, p. ej. paneles estructurados (montaje con otros paneles o elementos para formar una estructura, ver los lugares correspondientes a las estructuras en cuestión, p. ej. E04B 2/00).
PDF original: ES-2404046_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de un panel sándwich con adhesión de travesaño La invención se refiere a un procedimiento para la fabricación de un panel sándwich con dos paneles de cubierta, con un estrato central, con una superficie estrecha que se extiende a lo largo de los dos paneles de cubierta y el estrato central, con un travesaño dispuesto en la región de la superficie estrecha y con un adhesivo de montaje que une, al menos por secciones, el travesaño con los paneles de cubierta, previéndose un adhesivo final que une, al menos por secciones, el travesaño con al menos uno de los dos paneles de cubierta, siendo la resistencia al calor del adhesivo final mayor que la resistencia al calor del adhesivo de montaje. Un procedimiento de este tipo se conoce por el documento JP 60004577 A.
Los paneles sándwich (LBPL) se conocen bastante por el estado de la técnica. También en la construcción de muebles e interiores se usan los mismos desde hace mucho tiempo de diversa forma. El ámbito principal de uso ha sido y es, en este caso, especialmente la construcción de puertas. De esta forma, es habitual sobre todo en puertas de habitaciones que, por tanto, están expuestas a exigencias reducidas en cuanto a la protección térmica y acústica, forrar un elemento de marco con un núcleo de panal a ambos lados y continuar procesando entonces el mismo con las correspondientes perforaciones, fresados, etc. hasta dar un elemento de puerta.
En el ámbito de equipamientos de nivel elevado se han usado también paneles sándwich en la construcción de muebles, debido a que, gracias a su uso, se pueden realizar espesores de pared muy grandes que ofrecen posibilidades particulares de diseño. Desde hace menos tiempo se usan cada vez más paneles sándwich también en muebles de producción industrial, de tal manera que también es económicamente posible un uso en un campo más amplio. Con ello, las distintas ventajas de los paneles sándwich son accesibles para una mayor capa de consumidores finales.
El fabricante de muebles ya no tiene que producir actualmente él mismo los paneles sándwich, tal como era el caso anteriormente. Para esto eran necesarios varios ciclos de trabajo. En primer lugar se tenía que producir un marco, eventualmente con varios travesaños transversales, sobre las que se aplicaban entonces los estratos de cubierta y que tenía que alojar los distintos herrajes. Entre los estratos de cubierta se introducían paneles de fibra ligeros, lana mineral de aislamiento, panales de cartón o similares. Con ello se otorgaba al elemento una mayor compactibilidad y, eventualmente, también una estabilidad mejorada. La mayoría de las veces se tenían que tratar además superficialmente de forma compleja las capas de cubierta en ciclos de trabajo independientes. De esta forma, como estratos de cubierta eran habituales paneles aglomerados prensados chapeados o revestidos de otro modo, pudiéndose obtener el elemento final también solo mediante un barnizado final de su superficie definitiva.
Hoy en día, los paneles sándwich se fabrican cada vez más también industrialmente. Para esto, un estrato central ligero se provee de paneles de cubierta, la mayoría de las veces mediante adhesión, de tal forma que se produce un combinado sin marco de gran formato. Dependiendo de la estabilidad requerida del panel se usan paneles de cubierta de diferente grosor, la mayoría de las veces de un material derivado de la madera tal como un panel de virutas o de fibras. Los paneles usados ya pueden estar revestidos, es decir, estar provistos de un laminado, una pintura, una impresión con sellado, una capa de resina de melamina, una chapa de madera, etc. Como estratos centrales se prefieren panales de cartón o paneles de plástico celular. Para determinados fines de uso, posiblemente también son razonables materiales de panal de materiales distintos del papel o cartón. De esta forma, para esto se pueden usar materiales de panel muy finos o incluso un metal de pared delgada, por ejemplo, de aluminio. Sin embargo, también es posible usar como estratos centrales materiales derivados de la madera ligeros tales como, por ejemplo, paneles de virutas o paneles de fibras correspondientes o incluso madera maciza de densidad reducida, tal como madera de balsa. Básicamente, son posibles todos los materiales para el uso como estrato central ligero, provistos de escotaduras correspondientes. De esta forma, para esto se recurre, por ejemplo, también a tipos de madera que si bien no presentan un peso particularmente reducido, sí tienen una buena disponibilidad y se pueden mecanizar bien con herramientas con desprendimiento de virutas. También son conocidos estratos centrales ligeros de haces de paja que, unidos entre sí, se cortan hasta dar formaciones planas, de tal manera que, entonces, la longitud de las secciones de paja se corresponde con el grosor del estrato central.
Los paneles producidos de este modo se dividen entonces hasta el tamaño deseado. Dependiendo del uso previsto de los elementos obtenidos, los mismos se proveen entonces de cantos o travesaños o se introduce posteriormente un marco al menos parcialmente periférico. Esto ocurre mediante fresado de la región de canto e introducción mediante adhesión posterior de un perfil de marco que, a su vez, está compuesto la mayoría de las veces de un material derivado de la madera. A este respecto, mediante un perfilado correspondiente del fresado de canto también es posible conseguir una fijación en unión no positiva y/o positiva. Esto último se consigue al sujetarse con unión positiva un perfil conformado de manera complementaria mediante deformación elástica de la capa de panel de cubierta remanente. De forma ventajosa se pueden combinar la unión no positiva y/o la positiva y una unión adhesiva.
Además, es sabido cómo repasar los cantos y las superficies estrechas de paneles macizos revestidos con procedimientos de post-conformado (postforming) y conformado suave (softforming) .
A este respecto, generalmente, por un procedimiento de post-conformado se entiende un revestimiento superficial de la superficie estrecha, en el que como material de canto se usa el material de revestimiento del lado superior y/o inferior. A este respecto, en primer lugar se aplica el material de revestimiento sobre el lado superior o inferior de un material de panel a revestir. Entonces, en la región de la superficie estrecha a revestir se deja una proyección de material suficiente o se genera mediante un fresado adecuado del panel (“post-conformado directo”) que se flexibiliza de forma adecuada, habitualmente mediante suministro de calor. A continuación, la proyección de material flexibilizada se dobla alrededor de la superficie estrecha a revestir y se adhiere. Particularmente, la superficie estrecha puede presentar un perfilado, por ejemplo, en encimeras de cocinas se prefiere un perfil de cuarto de barra.
Por un procedimiento de conformado suave se entiende, generalmente, un revestimiento posterior de una superficie estrecha en primer lugar perfilada con un material recortado especialmente para la superficie estrecha. A este respecto se puede tratar del mismo material que se usó para el revestimiento de las superficies grandes.
Un problema no resuelto hasta ahora en los paneles sándwich es una posibilidad del repasado de las superficies estrechas, por ejemplo, la producción de un canto perfilado mediante perfilado así como revestimiento de la superficie estrecha mediante los procedimientos de post-conformado o conformado suave que se han mencionado anteriormente. Las temperaturas que aparecen en los procedimientos durante el mecanizado superan la resistencia al calor del adhesivo de montaje, de tal manera que el travesaño no permanece ya en su posición y ya no se puede producir un canto perfilado limpio.
Con resistencia al calor se hace referencia en este caso, particularmente, a la definición elegida en la DIN EN 14292. Generalmente, la resistencia al calor se puede definir de tal manera que ya no se da la propiedad adhesiva deseada y la función adhesiva de un adhesivo con una temperatura mayor que la temperatura indicada por la resistencia al calor. En otras palabras, la resistencia al calor se indica en la unidad física de la temperatura.
El documento DE 33 23 658 A1 describe un procedimiento para la fabricación de un panel sándwich, en el que se repasa el canto del panel sándwich al perfilarse. A continuación se adhiere en la región repasada una tira de envoltura, por ejemplo, una tira de chapa de madera.
El documento EP 0 292 813 A2 describe un procedimiento en el que una parte de envoltura por cola, por ejemplo, también una tira de chapa de madera, se adhiere sobre el canto de un panel de virutas o un tablero, usándose para la adhesión... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un panel sándwich,
- con dos paneles de cubierta (3) ,
- con un estrato central (5) ,
- con una superficie estrecha (7) que se extiende sobre los dos paneles de cubierta (3) y el estrato central (5) ,
- con un travesaño (9) dispuesto en la región de la superficie estrecha (7) y
- con un adhesivo de montaje (11) que une, al menos por secciones, el travesaño (9) con los paneles de cubierta (3) ,
- previéndose un adhesivo final (13) que une, al menos por secciones, el travesaño (9) con al menos uno de los dos paneles de cubierta (3) ,
- siendo la resistencia al calor del adhesivo final (13) mayor que la resistencia al calor del adhesivo de montaje (11) , caracterizado porque
- el panel sándwich se repasa en la región de la superficie estrecha (7) , perfilándose durante el repasado el canto del panel sándwich (1) , porque el adhesivo final (13) se dispone entre el al menos un panel de cubierta (3) y el travesaño (9) al menos fuera de la región (19) del repasado.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el adhesivo final (13) se dispone entre el al menos un panel de cubierta (3) y el travesaño (9) en la región (19) del repasado.
3. Procedimiento de acuerdo con la reivindicación 1 o 2, caracterizado porque el repasado es un procedimiento de post-conformado.
4. Procedimiento de acuerdo con la reivindicación 1 o 2, caracterizado porque el repasado es un procedimiento de conformado suave.
5. Procedimiento de acuerdo una de las reivindicaciones 1 a 4, caracterizado porque como adhesivo de montaje
(11) se usa un adhesivo fusible o una espuma de montaje.
6. Procedimiento de acuerdo una de las reivindicaciones 1 a 5, caracterizado porque como adhesivo final (13) se usa un adhesivo fusible.
7. Procedimiento de acuerdo una de las reivindicaciones 1 a 6, caracterizado porque como adhesivo fusible se usa un adhesivo no reactivo, reactivo de un componente o reactivo de dos componentes.
8. Procedimiento de acuerdo una de las reivindicaciones 1 a 7, caracterizado porque como adhesivo final (13) se usa una cola de poli (acetato de vinilo) o un adhesivo de poliuretano.
9. Procedimiento de acuerdo una de las reivindicaciones 1 a 8, caracterizado porque la máxima temperatura de mecanizado de la superficie estrecha (7) es menor que la resistencia al calor del adhesivo final (13) .
Patentes similares o relacionadas:
Sistema, máquina de recubrimiento así como disposición de aprovisionamiento, del 15 de Julio de 2020, de HOMAG GmbH: Sistema con al menos una unidad de transporte para alojar unidades de almacenamiento de material y con un dispositivo de alimentación para material […]
Tablero de construcción ligera y procedimiento para la fabricación de un tablero de construcción ligera, del 8 de Julio de 2020, de Fritz Egger GmbH ; Co. OG: Tablero de construcción ligera , - con dos capas de cubierta , - con una estructura en forma de panal como capa central , dispuesta entre las […]
Procedimiento de tratamiento para revestir una sección de superficie, del 15 de Abril de 2020, de HOMAG GmbH: Procedimiento para revestir una sección de superficie, en particular una sección de superficie estrecha, de una pieza de trabajo con forma de tablero con un material […]
Procedimiento para fijar estructuras laminares en forma de tira, en particular bandas de canto a lados estrechos de piezas de trabajo, del 15 de Abril de 2020, de Karau, Michael: Procedimiento para fijar estructuras laminares en forma de tira, en particular bandas de canto a lados estrechos de piezas de trabajo, en particular placas de muebles, mediante […]
Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, del 19 de Febrero de 2020, de IMA Schelling Deutschland GmbH: Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, donde las piezas de trabajo se suministran en un circuito […]
Disposición de herramientas para el mecanizado de placas de materia derivada de la madera, del 8 de Enero de 2020, de SWISS KRONO Tec AG: Disposición de herramienta para el mecanizado de la superficie lateral de una placa de materia derivada de la madera con un soporte y con […]
Método para aplicar un elemento de banda de canto a un panel ligero, del 12 de Diciembre de 2019, de Samec S.p.A: Un método para aplicar un elemento de banda de borde (B) a una porción de borde de un panel ligero provisto de una primera capa exterior (101, […]
Módulo de activación para un dispositivo de recubrimiento con un dispositivo de recubrimiento, del 30 de Octubre de 2019, de IMA Schelling Deutschland GmbH: Módulo de activación con un dispositivo para recubrir una zona superficial de una pieza de trabajo con un material de recubrimiento […]