Procedimiento y dispositivo para la compensación de un cambio de ubicación dependiente de la temperatura en una máquina herramienta.
Procedimiento para la compensación de un cambio de ubicación dependiente de la temperatura en una máquinaherramienta con múltiples ejes lineales (A1,
A2) basados unos en otros de forma seriada incluyendo al menos unprimer eje lineal (A1) y un segundo eje lineal (A2), basándose el segundo eje lineal (A2) en el primer eje lineal (A1),que comprende:
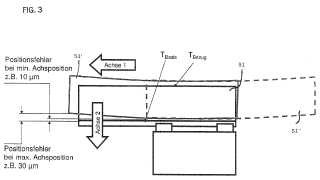
- registro de al menos una primera temperatura (Tyabajo) en una primera posición de medición de temperaturadel primer eje lineal (A1) y una segunda temperatura (Tyarriba) en una segunda posición de medición detemperatura del primer eje lineal (A1);
- registro de al menos una tercera temperatura (Tzatrás) en una tercera posición de medición de temperatura delsegundo eje lineal (A2) y una cuarta temperatura (Tzdelante) en una cuarta posición de medición de temperaturadel segundo eje lineal (A2);
- establecimiento de la primera diferencia de temperatura entre la primera temperatura (Tyabajo) y la segundatemperatura (Tyarriba);
- establecimiento de una segunda diferencia de temperatura entre la tercera temperatura (Tzatrás) y la cuartatemperatura (Tzdelante);
- determinación de un primer valor de compensación para el primer eje lineal (A1) dependiendo de la primeradiferencia de temperatura y de la segunda diferencia de temperatura;
- determinación de un segundo valor de compensación para el segundo eje lineal (A2) dependiendo de la primeradiferencia de temperatura y de la segunda diferencia de temperatura;
- compensación de un cambio de ubicación dependiente de la temperatura del primer eje lineal (A1) dependiendodel primer valor de compensación; y
- compensación de un cambio de ubicación dependiente de la temperatura del segundo eje lineal (A2)dependiendo del segundo valor de compensación;
determinándose el primer valor de compensación para el primer eje lineal (A1), además, dependiendo de un primerparámetro adimensional y un segundo parámetro adimensional;
determinándose el segundo valor de compensación para el segundo eje lineal (A2), además, dependiendo del primerparámetro adimensional y del segundo parámetro adimensional;
correspondiéndose el primer parámetro adimensional con la relación de posición de eje del primer eje lineal (A1) conrespecto a la longitud de eje del primer eje lineal (A1) o con el cuadrado de la relación de la posición de eje delprimer eje lineal (A1) con respecto a la longitud de eje del primer eje lineal (A1); y
correspondiéndose el segundo parámetro adimensional con la relación de posición de eje del segundo eje lineal (A2)con respecto a la longitud de eje del segundo eje lineal (A2) o con el cuadrado de la relación de la posición de ejedel segundo eje lineal (A2) con respecto a la longitud de eje del segundo eje lineal (A2).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11159212.
Solicitante: DECKEL MAHO SEEBACH GMBH.
Nacionalidad solicitante: Alemania.
Dirección: NEUE STRASSE 61 99846 SEEBACH ALEMANIA.
Inventor/es: Tüllmann,Udo,Dr, ZENKER,CHRISTOF.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G05B19/404 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por disposiciones de control para la compensación, p. ej. la holgura, el exceso, el desfase de la herramienta, el desgaste de la herramienta, la temperatura, los errores de construcción de la máquina, la carga, la inercia (G05B 19/19, G05B 19/41 tiene prioridad).
PDF original: ES-2430543_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la compensación de un cambio de ubicación dependiente de la temperatura en una máquina herramienta La presente invención se refiere a un procedimiento y a un dispositivo para la compensación de un cambio de ubicación dependiente de la temperatura en una máquina herramienta con al menos un eje lineal. De acuerdo con la presente invención se registra al menos un valor de temperatura en una posición de medición de temperatura del eje lineal de la máquina herramienta, se establece un valor de diferencia de temperatura entre una temperatura de referencia y el valor de temperatura registrado, se determina un valor de compensación dependiendo del valor de diferencia de temperatura y se compensa un cambio de ubicación dependiente de la temperatura, por ejemplo, un desplazamiento dependiente de la temperatura de una herramienta o pieza de trabajo fijada en la máquina herramienta o de una pieza constructiva de la máquina herramienta o de un eje lineal de la máquina herramienta, dependiendo del valor de compensación determinado durante el control de la máquina herramienta.
Además, la presente invención se refiere a un sistema con una máquina herramienta, particularmente una máquina herramienta de CN o CNC, con al menos un eje lineal y un dispositivo para la compensación de un cambio de ubicación dependiente de la temperatura en la máquina herramienta.
Antecedentes de la invención La presente invención se refiere a la compensación de desplazamientos térmicos en una máquina herramienta a través de una compensación mediante un cálculo de valores de compensación que se calculan para un control numérico o controlado por programa de la máquina herramienta para la compensación de los desplazamientos térmicos.
Los desplazamientos térmicos en la máquina herramienta, en este caso, son por ejemplo consecuencia de alabeos de piezas constructivas, por ejemplo, de piezas constructivas de bastidor, pudiéndose producir tales alabeos debido a calentamiento y, en particular, debido a calentamiento heterogéneo de las piezas constructivas, por ejemplo, mediante aportación de calor de elementos de guía y accionamiento colocados en un lado. Si se calienta una pieza constructiva del bastidor mediante guías y accionamientos desde un lado, el material en este lado calentado se dilata de forma correspondiente al calentamiento desde un lado. Debido al calentamiento desde un lado, la pieza constructiva de bastidor tiene, en el lado calentado, una mayor longitud que en lado opuesto, por lo que se alabea la pieza constructiva. Un comportamiento de este tipo conduce a un error de posición que se ha de compensar
mediante compensación durante el control de la máquina herramienta o de los ejes de una máquina herramienta.
Las deformaciones que se han descrito anteriormente de piezas constructivas de la máquina herramienta se denominan, en general, crecimiento térmico de la máquina herramienta. En este sentido, las máquinas herramienta presentan este crecimiento térmico debido al coeficiente de dilatación térmica. El crecimiento térmico se obtiene, por un lado, debido a la dilatación térmica lineal, por ejemplo, de un carro o de una bancada de máquina de la máquina herramienta. Esta parte de la dilatación térmica lineal se obtiene a partir de un aumento homogéneo de la temperatura de la pieza constructiva multiplicado por el coeficiente de dilatación térmica.
Sin embargo, una segunda parte del crecimiento térmico se obtiene a través de diferencias heterogéneas de 45 temperatura que pueden producirse en piezas constructivas de la máquina herramienta. La causa de tales diferencias de temperatura puede ser, por ejemplo, una aportación irregular de calor a las piezas constructivas de la máquina herramienta. Si están colocados los accionamientos y las guías, por ejemplo, en una pieza constructiva de la máquina herramienta en el lado inferior, este lado inferior se calienta de forma más intensa y más rápida que el lado superior de la pieza constructiva, por ejemplo, de un carro de un eje lineal de la máquina herramienta. Con ello se obtiene frecuentemente la situación de que una pieza constructiva del bastidor de una máquina herramienta presenta un lado caliente o que se calienta rápidamente, en el que están colocados guías y accionamientos, y un lado más frío o que se calienta de forma más lenta y menos intensamente. Un calentamiento desde un lado de este tipo conduce a un alabeo de la pieza constructiva que está expuesta a un calentamiento heterogéneo de este tipo.
En el estado de la técnica, en vista de los desplazamientos que se han descrito previamente de causa térmica en una máquina herramienta, es conocido cómo reducir o evitar, mediante atemperado activo de la máquina herramienta y de sus piezas constructivas, los desplazamientos de causa térmica. De este modo, mediante una máquina refrigeradora se puede aprovechar un medio, que se lleva hasta una temperatura predeterminada o llevada correspondientemente a una magnitud de guía, para el atemperado local de algunas o todas las piezas constructivas de las máquinas herramienta, particularmente, por ejemplo, para la refrigeración de los centros de la producción de calor en una máquina herramienta tales como, por ejemplo, husillos o accionamientos.
Un enfoque de este tipo mediante atemperado activo o refrigeración de algunas o todas las partes de una máquina herramienta, en este sentido, se puede usar de forma eficaz para reducir o para evitar los cambios de longitud
descritos de piezas constructivas con calentamiento homogéneo. Sin embargo, mediante la aportación limitada localmente del refrigerante no se puede evitar por completo la generación de diferencias de temperatura o en parte incluso se intensifica, de tal manera que las deformaciones de causa térmica que se deben a alabeos de las piezas constructivas de bastidor como consecuencia de diferencias de temperaturas en diferentes lados las piezas constructivas de la máquina herramienta no se pueden evitar por completo o incluso se intensifican adicionalmente con un atemperado activo de la máquina herramienta.
En este sentido, en el estado de la técnica es conocido cómo compensar desplazamientos de causa térmica en una máquina herramienta mediante medición de una o varias temperaturas en piezas constructivas de la máquina herramienta y mediante el cálculo de un valor de compensación correlativo a la temperatura medida en el control de la máquina mediante superposición de la posición teórica del eje. En este sentido, en el estado de la técnica se sabe cómo llevar a cabo una compensación mediante técnica de control, calculándose valores de compensación dependiendo de la o las temperaturas medidas o las diferencias de temperatura en piezas constructivas de la máquina herramienta.
Esto se puede llevar a cabo, por ejemplo, con el siguiente enfoque a modo de fórmula:
!A1 = (TREFERENCIA_11 –TBASE_11) · K_11 + (TREFERENCIA_12 –TBASE_12) · K_12 + … +
+ (TREFERENCIA_1N –TBASE_1N) · K_1N (1)
!AN = (TREFERENCIA_N1 –TBASE_N1) · K_N1 + (TREFERENCIA_N2 –TBASE_N2) · K_N2 + … +
+ (TREFERENCIA_NN –TBASE_NN) · K_NN (2)
En este caso, !A1 es un valor de corrección o un valor de compensación para un primer eje A1 de la máquina herramienta y !AN, un valor de compensación para un N-ésimo eje AN de la máquina herramienta. En una pieza constructiva del eje A1 de la máquina herramienta se registran una temperatura de referencia y una temperatura de base TREFERENCIA_11 y TBASE_11 y se forma una correspondiente diferencia de temperatura. Además, en los otros ejes de la máquina herramienta A1 a AN se registra, respectivamente, una temperatura de referencia y una temperatura de base y se establece un valor correspondiente de diferencia de temperatura.
Para cada uno de los ejes, particularmente ejes lineales, de la máquina herramienta, en este caso, se calcula un valor de corrección de compensación que tiene en cuenta las diferencias de temperatura, respectivamente multiplicadas con un factor de compensación. En este caso, K_11 a K_1N y K_N1 a K_NN son los respectivos factores de compensación que se anteponen a las respectivas diferencias de temperatura. Estos se pueden determinar mediante simulación o mediante experimentos en la máquina herramienta para poder conseguir un resultado satisfactorio de compensación.
En este caso, preferentemente se superponen o se corrigen las posiciones de eje teóricas predefinidas en el control de máquina de una máquina herramienta de CN o una máquina herramienta de CNC de los respectivos ejes de la máquina herramienta con los valores calculados de corrección de compensación... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la compensación de un cambio de ubicación dependiente de la temperatura en una máquina herramienta con múltiples ejes lineales (A1, A2) basados unos en otros de forma seriada incluyendo al menos un primer eje lineal (A1) y un segundo eje lineal (A2) , basándose el segundo eje lineal (A2) en el primer eje lineal (A1) , que comprende:
-registro de al menos una primera temperatura (Tyabajo) en una primera posición de medición de temperatura del primer eje lineal (A1) y una segunda temperatura (Tyarriba) en una segunda posición de medición de temperatura del primer eje lineal (A1) ; -registro de al menos una tercera temperatura (Tzatrás) en una tercera posición de medición de temperatura del segundo eje lineal (A2) y una cuarta temperatura (Tzdelante) en una cuarta posición de medición de temperatura del segundo eje lineal (A2) ; -establecimiento de la primera diferencia de temperatura entre la primera temperatura (Tyabajo) y la segunda
temperatura (Tyarriba) ; -establecimiento de una segunda diferencia de temperatura entre la tercera temperatura (Tzatrás) y la cuarta temperatura (Tzdelante) ; -determinación de un primer valor de compensación para el primer eje lineal (A1) dependiendo de la primera diferencia de temperatura y de la segunda diferencia de temperatura; -determinación de un segundo valor de compensación para el segundo eje lineal (A2) dependiendo de la primera diferencia de temperatura y de la segunda diferencia de temperatura; -compensación de un cambio de ubicación dependiente de la temperatura del primer eje lineal (A1) dependiendo del primer valor de compensación; y -compensación de un cambio de ubicación dependiente de la temperatura del segundo eje lineal (A2)
dependiendo del segundo valor de compensación;
determinándose el primer valor de compensación para el primer eje lineal (A1) , además, dependiendo de un primer parámetro adimensional y un segundo parámetro adimensional; determinándose el segundo valor de compensación para el segundo eje lineal (A2) , además, dependiendo del primer parámetro adimensional y del segundo parámetro adimensional; correspondiéndose el primer parámetro adimensional con la relación de posición de eje del primer eje lineal (A1) con respecto a la longitud de eje del primer eje lineal (A1) o con el cuadrado de la relación de la posición de eje del primer eje lineal (A1) con respecto a la longitud de eje del primer eje lineal (A1) ; y correspondiéndose el segundo parámetro adimensional con la relación de posición de eje del segundo eje lineal (A2)
con respecto a la longitud de eje del segundo eje lineal (A2) o con el cuadrado de la relación de la posición de eje del segundo eje lineal (A2) con respecto a la longitud de eje del segundo eje lineal (A2) .
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado por que el primer valor de compensación comprende una parte independiente de la posición y una parte dependiente de la posición que depende, al menos, de la posición de eje del primer eje lineal (A1) .
3. Procedimiento de acuerdo con la reivindicación 1 o 2, caracterizado por que durante la compensación de un cambio de ubicación dependiente de la temperatura dependiendo del primer valor de compensación se compensa un cambio de ubicación dependiente de la temperatura en una dirección perpendicular a la dirección del primer eje
lineal (A1) .
4. Procedimiento de acuerdo con al menos una de las reivindicaciones 1 a 3, caracterizado por que durante la compensación de un cambio de ubicación dependiente de la temperatura dependiendo del primer valor de compensación se compensa un cambio de ubicación dependiente de la temperatura en dirección del segundo eje lineal (A2) de la máquina herramienta.
5. Procedimiento de acuerdo con al menos una de las reivindicaciones 1 a 4, caracterizado por que para cada uno de los múltiples ejes lineales se establece al menos una temperatura en una posición de medición de temperatura del correspondiente eje lineal y se establece una respectiva diferencia de temperatura entre una respectiva
temperatura de referencia y la respectiva temperatura establecida y para cada uno de los ejes lineales se determina un valor total de compensación que se corresponde con una suma de valores de compensación, cuya cantidad es igual a la cantidad de los ejes lineales basados unos en otros de forma seriada, siendo cada valor de compensación individual directamente proporcional a exactamente una de las diferencias de temperatura.
6. Procedimiento de acuerdo con la reivindicación 5, caracterizado por que cada valor de compensación individual se forma dependiendo de una suma de términos dependientes de la posición, dependiendo cada término dependiente de la posición de la posición de eje de uno de los ejes lineales.
7. Procedimiento de acuerdo con al menos una de las reivindicaciones 1 a 6, caracterizado por que el primer eje
lineal (A1) es un carro trasladable sobre una bancada de máquina, incluyéndose en la etapa determinación del primer valor de compensación, además, un factor
(AP1 -AL1) / (AL1/2) , indicando AP1 la posición de eje del primer eje lineal (A1) y AL1, la longitud de eje del primer eje lineal (A1) .
8. Dispositivo para la compensación de un cambio de ubicación dependiente de la temperatura en una máquina herramienta con múltiples ejes lineales (A1, A2) basados unos en otros de forma seriada incluyendo al menos un primer eje lineal (A1) y un segundo eje lineal (A2) , basándose el segundo eje lineal (A2) en el primer eje lineal (A1) , de acuerdo con un procedimiento según al menos una de las reivindicaciones 1 a 7, con:
-múltiples medios de registro de temperatura para el registro al menos de la primera temperatura (Tyabajo) en
la primera posición de medición de temperatura del primer eje lineal (A1) y de la segunda temperatura (Tyarriba) en la segunda posición de medición de temperatura del primer eje lineal (A1) y para el registro al menos de la tercera temperatura (Tzatrás) en la tercera posición de medición de temperatura del segundo eje lineal (A2) y de la cuarta temperatura (Tzdelante) en la cuarta posición de medición de temperatura del segundo eje lineal (A2) ;
-un medio de establecimiento de diferencia de temperatura (102) para el establecimiento de la primera diferencia de temperatura y de la segunda diferencia de temperatura; -un medio de determinación de valor de compensación (103) para la determinación del primer valor de compensación y del segundo valor de compensación; y -un medio de compensación de cambio de ubicación (104) para la compensación de un cambio de ubicación dependiente de la temperatura del primer eje lineal (A1) dependiendo del primer valor de compensación y para la compensación de un cambio de ubicación dependiente de la temperatura del segundo eje lineal (A2) dependiendo del segundo valor de compensación;
determinándose el segundo valor de compensación para el segundo eje lineal (A2) , además, dependiendo del primer
parámetro adimensional y del segundo parámetro adimensional; correspondiéndose el primer parámetro adimensional con la relación de la posición de eje del primer eje lineal (A1) con respecto a la longitud de eje del primer eje lineal (A1) o con el cuadrado de la relación de la posición de eje del primer eje lineal (A1) con respecto a la longitud de eje del primer eje lineal (A1) ; y correspondiéndose el segundo parámetro adimensional con la relación de posición de eje del segundo eje lineal (A2)
con respecto a la longitud de eje del segundo eje lineal (A2) o con el cuadrado de la relación de la posición de eje del segundo eje lineal (A2) con respecto a la longitud de eje del segundo eje lineal (A2) .
9. Sistema con una máquina herramienta con múltiples ejes lineales (A1, A2) basados unos en otros de forma seriada incluyendo al menos un primer eje lineal (A1) y un segundo eje lineal (A2) , basándose el segundo eje lineal
(A2) en el primer eje lineal (A1) , y un dispositivo de acuerdo con la reivindicación 8 para la compensación de un cambio de ubicación dependiente de la temperatura en la máquina herramienta de acuerdo con un procedimiento según al menos una de las reivindicaciones 1 a 7.
Patentes similares o relacionadas:
Método de evaluación de un proceso de fabricación o mecanizado en el que se realiza al menos una etapa de mecanizado en una banda de acero, del 9 de Octubre de 2019, de VDEH-BETRIEBSFORSCHUNGSINSTITUT GMBH: Método para la evaluación de un proceso de producción en el que se lleva a cabo al menos una etapa de producción en al menos un producto, en el que • un dispositivo […]
Aparato de control numérico, del 11 de Septiembre de 2019, de MITSUBISHI ELECTRIC CORPORATION: Un dispositivo de control numérico para mecanizar un objeto de mecanizado moviendo una herramienta y el objeto de mecanizado uno en relación […]
Dispositivo de configuración del número de compensación, del 21 de Agosto de 2019, de CITIZEN WATCH CO. LTD.: Un dispositivo de configuración del número de compensación que comprende: un monitor que muestra una pantalla de selección de superficie de […]
Procedimiento para aumentar la seguridad frente a la avería de un eje de avance y dispositivo de control de eje, del 7 de Agosto de 2019, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Procedimiento para la corrección de ubicación en función de la carga de la posición nominal que debe adoptarse de un eje de avance accionado eléctricamente […]
Procedimiento de compensación de la gravedad en un instrumento, del 12 de Junio de 2019, de THALES: Procedimiento de compensación de la gravedad en un instrumento en tierra, estando el instrumento destinado a funcionar en órbita, que consiste: […]
Máquina-herramienta, del 27 de Marzo de 2019, de Citizen Machinery Co., Ltd: Máquina-herramienta que comprende: unos medios de sujeción de herramienta de corte para sujetar una herramienta de corte para […]
Método para control de vibraciones en piezas, del 24 de Enero de 2019, de IDEKO, S. COOP: Método para control de vibraciones en piezas , siendo las piezas deformables a flexión al ser mecanizadas, caracterizado por que comprende los pasos de: • seleccionar […]
Dispositivo de Control, del 21 de Febrero de 2018, de ELSNER ELEKTRONIK GMBH: Dispositivo de control para por lo menos una protección visual y/o solar y/o para por lo menos una ventana, con por lo menos una unidad de actor (12a; 12b) para […]