Procedimiento para la colocación de una roseta sobre un tubo.
Procedimiento para la colocación de una roseta (2) sobre un tubo (1),
presentando la roseta (2) un orificio pasante (3) para la introducción del tubo (1), caracterizado porque la zona de borde (5) del orificio pasante (3) en primer lugar se dobla fuera del plano de la roseta, de tal manera que la separación libre (C) de los bordes opuestos del orificio pasante (3) es mayor que la dimensión externa (D) del tubo y presionándose, después de la colocación de la roseta sobre el tubo, la zona de borde (5) que rodea al orificio pasante (3) de vuelta al plano de la roseta (2), por lo que se reduce la separación libre (C1) de los bordes (4) opuestos del orificio pasante (3) a una medida que es menor que la dimensión externa (D) original del tubo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12001074.
Solicitante: Welser Profile Austria GmbH.
Nacionalidad solicitante: Austria.
Dirección: PROCHENBERG 24 3341 YBBSITZ AUSTRIA.
Inventor/es: SPREITZER,ERICH, LEICHTFRIED,MARTIN, KIRCHWEGER,MARTIN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D39/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos.
- B21D39/06 B21D […] › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de tubos en las aberturas.
- E04G7/30 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04G ANDAMIAJES; MOLDES; ENCOFRADOS; HERRAMIENTAS O ACCESORIOS PARA LA CONSTRUCCION, O SU EMPLEO; MANIPULACIÓN DE LOS MATERIALES DE CONSTRUCCION EN LA PROPIA OBRA; REPARACION, DEMOLICION U OTROS TRABAJOS EN EDIFICIOS CONSTRUIDOS. › E04G 7/00 Montaje de los elementos de andamiaje (para construcción en general E04B 1/38; montajes en general F16B). › Barras o elementos de andamiaje con piezas de montaje fijadas de forma inamovible.
PDF original: ES-2449486_T3.pdf
Fragmento de la descripción:
Procedimiento para la colocación de una roseta sobre un tubo La presente invención se refiere a un procedimiento para la colocación de una roseta sobre un tubo según el preámbulo de la reivindicación independiente 1.
Los tubos con una roseta colocada en los mismos se usan, por ejemplo, como puntales en el montaje de andamios. La mayoría de las veces se trata de tubos de metal con un diámetro de aproximadamente 50 mm y un espesor de pared de aproximadamente 3 mm. Para enganchar los tableros de andamiaje sirven las denominadas rosetas que se aplican sobre los tubos y después se sueldan a tubo. La soldadura de las rosetas al tubo de metal, por norma general, requiere trabajo manual y lleva a cambios estructurales en el tubo. Además, el uso de tubos galvanizados requiere un galvanizado adicional posterior. Como alternativa se pueden soldar tubos no galvanizados con rosetas, después de lo cual se tienen que galvanizar posteriormente los tubos.
Por el documento EP 1693125 A1 es conocido un procedimiento genérico para la unión de una pieza de chapa con un tubo. El tubo se introduce en primer lugar en un orificio pasante de la pieza de chapa. Después se fijan el tubo y la pieza de chapa. A continuación el tubo se recalca en la zona del punto de unión, por lo que se produce una unión con arrastre de forma entre las dos piezas constructivas.
El objetivo de la presente invención es evitar las desventajas causadas por la soldadura y poner a disposición un procedimiento económico para la colocación de rosetas sobre un tubo.
Este objetivo se resuelve de acuerdo con la invención mediante las características de la reivindicación independiente 1. Según esto, la solución de acuerdo con la invención consiste en que en primer lugar se dobla la zona del borde del orificio pasante fuera del plano de la roseta, de tal manera que la separación libre de los bordes opuestos del orificio pasante sea mayor que las dimensiones externas del tubo y, después de la colocación de la roseta sobre el tubo, la zona de borde que rodea al orificio pasante se presiona de vuelta al plano de la roseta, por lo que la separación libre de los bordes opuestos del orificio pasante se reduce a una medida que es menor que la dimensión externa original del tubo.
De este modo se aplica mediante presión la roseta sobre el tubo, por lo que tienen lugar tanto deformaciones en la roseta como deformaciones en el tubo. El tubo adquiere en la zona de la roseta un estrangulamiento. De este modo se consigue entre la roseta y el tubo no solamente un cierre con unión no positiva, sino también un cierre con arrastre de forma. Básicamente, el procedimiento es adecuado para la fijación de todas las posibles piezas constructivas metálicas planas a un tubo, es decir, también placas o chapas que tienen una mayor extensión que las rosetas usadas para la producción de andamios.
De acuerdo con una forma de realización particular, el tubo presenta un perímetro externo cilíndrico.
En este contexto también es favorable que la roseta presente un orificio pasante redondo. Los bordes del orificio pasante están en contacto en toda la superficie en la pared externa del tubo cuando las zonas del borde están presionadas de vuelta al plano de la roseta. Por ello se consigue una solicitación muy uniforme del tubo.
También es particularmente ventajoso que la roseta presente un orificio pasante con forma de estrella con brazos en voladizo que sobresalen hacia el interior, quedando determinado el diámetro del orificio pasante por los extremos libres de los brazos en voladizo. Estos brazos en voladizo se introducen a presión, al igual que los dientes de una dentadura, en el perímetro externo del tubo, de tal manera que se consigue una unión en arrastre de forma no solamente en dirección longitudinal del tubo, sino también en dirección perimetral de la cubierta del tubo.
Se prefiere en particular un procedimiento en el que el doblamiento hacia el exterior de la zona del borde se realiza gofrando una acanaladura que rodea al orificio pasante, de tal manera que el borde del orificio pasante se encuentra esencialmente en el plano de la roseta, mientras que la zona de borde que se encuentra radialmente más en el exterior queda presionada fuera del plano y se presiona, después de la introducción del tubo, la acanaladura de vuelta al plano de la roseta. Esta forma de proceder tiene la ventaja de que durante la presión de vuelta de la zona de borde de la roseta prácticamente no tiene lugar ningún movimiento relativo entre el borde del orificio pasante y el tubo en su dirección longitudinal. El borde se introduce a presión solo radialmente en la superficie de cubierta del tubo, mientras que el trabajo de deformación tiene lugar en esencia exclusivamente en el material de la propia roseta.
Ha resultado adecuado que se seleccione la separación libre de los bordes del orificio pasante en relación con el diámetro externo del tubo de tal manera que el tubo se deforme hacia el interior al presionar la zona de borde doblada de la roseta, quedando apoyada la roseta en su perímetro externo en dirección del orificio pasante. Ciertamente, en principio también es concebible seleccionar las separaciones de tal manera que se consiga únicamente un ajuste forzado entre la roseta y el tubo; sin embargo, para muchas aplicaciones es deseable que se consiga también una unión en arrastre de forma mediante deformación del tubo.
En este contexto también es adecuado que el espesor del material de la roseta sea claramente mayor que el espesor de pared del tubo y, preferentemente, que sea al menos de dos a tres veces tan grande. Este espesor de material asegura no solamente una fuerza de deformación suficiente para estrangular el tubo; también sirve para que no se produzcan alabeos en el interior de la roseta. Además ha resultado adecuado que la medida de la deformación del tubo se corresponda aproximadamente con de la mitad a una vez el espesor de pared del tubo.
A continuación se explican con más detalle ejemplos de realización de la invención mediante un dibujo.
Muestran:
La Figura 1, un tubo con una roseta aplicada antes de la deformación del tubo,
La Figura 2, la disposición según la Figura 1, después de que se haya deformado de vuelta la
roseta,
La Figura 3, una disposición similar a la Figura 1, sin embargo, con una roseta con un orificio
pasante con forma de estrella correspondiente a la vista superior en la Figura 5,
La Figura 4, la disposición de la Figura 3 en el estado montado, de forma similar a la Figura 2,
La Figura 5, una vista superior sobre la disposición de la Figura 4 y
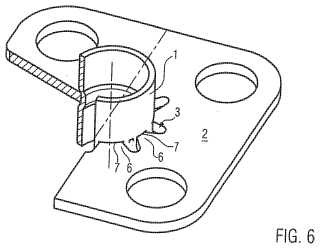
La Figura 6, una vista en perspectiva de la disposición de la Figura 5.
Como se puede ver en la Figura 1, la disposición inicial está compuesta de un tubo 1 y una roseta 2 que rodea al tubo. Ambos están representados en las Figuras 1 a 4, respectivamente, en el corte transversal, siendo el tubo 1 habitualmente un tubo de andamio y, por consiguiente, claramente más largo que lo que se muestra en la Figura 1. El espesor de material A de la roseta 2, en el ejemplo de realización mostrado en el presente documento, es aproximadamente 2 1/2 veces mayor que el espesor de pared del tubo 1. La roseta 2 presenta un orificio pasante 3, cuyos bordes 4 opuestos presentan una separación libre C que, en la disposición representada en la Figura 1, es mayor que el diámetro externo D del tubo 1. La Figura 1 muestra claramente que alrededor del orificio pasante se conforma una acanaladura 5 perimetral que forma la zona de borde del orificio pasante 3. Los propios bordes 4 se encuentran en el plano de la roseta 2. Solamente la acanaladura está doblada o gofrada fuera del plano. La roseta 2, en la configuración que se acaba de describir, se aplica sobre el tubo 1 hasta la posición en la que posteriormente se ha de realizar una fijación.
Para la fijación, tal como ya no está representado en el presente documento, se acerca desde arriba y desde abajo un punzón de presión hacia la roseta 2 que deforma la acanaladura 5 de nuevo de vuelta al plano de la roseta 2. Debido a la deformación de vuelta de la acanaladura 5 se produce una situación tal como está representada en la Figura 2. Los bordes 4 del orificio pasante 3 se acercan y estrangulan el tubo 1.
Debido a la deformación de vuelta de la acanaladura 5 se produce una situación tal como está representada en la Figura 2. Los bordes 4 del orificio pasante 3 se acercan y estrangulan el tubo 1. Por ello se aplica mediante presión no solo la roseta 2 sobre el tubo 1, más bien se produce una deformación del tubo 1 que asegura también una unión en arrastre de forma entre la roseta 2 y el tubo 1. La separación libre C1 de los bordes 4, por tanto,... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la colocación de una roseta (2) sobre un tubo (1) , presentando la roseta (2) un orificio pasante (3) para la introducción del tubo (1) , caracterizado porque la zona de borde (5) del orificio pasante (3) en primer lugar se dobla fuera del plano de la roseta, de tal manera que la separación libre (C) de los bordes opuestos del orificio pasante (3) es mayor que la dimensión externa (D) del tubo y presionándose, después de la colocación de la roseta sobre el tubo, la zona de borde (5) que rodea al orificio pasante (3) de vuelta al plano de la roseta (2) , por lo que se reduce la separación libre (C1) de los bordes (4) opuestos del orificio pasante (3) a una medida que es menor que la dimensión externa (D) original del tubo.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el tubo presenta un perímetro externo cilíndrico.
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque la roseta presenta un orificio pasante
(3) redondo.
4. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque la roseta presenta un orificio pasante con forma de estrella con brazos en voladizo (6) que sobresalen hacia el interior, quedando determinada la separación libre (C) de los bordes (4) del orificio pasante por los extremos (7) libres de los brazos en voladizo (6) .
5. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque los brazos en voladizo (6) se doblan hacia fuera del plano de la roseta y se repliegan de nuevo después de la introducción del tubo (1) .
6. Procedimiento de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque el doblamiento hacia el exterior de la zona de borde se realiza gofrando una acanaladura (5) perimetral alrededor del orificio pasante (3) , de tal manera que el borde (4) del orificio pasante (3) se encuentra esencialmente en el plano de la roseta (2) mientras que la zona de borde (5) que se encuentra radialmente más en el exterior está presionada fuera del plano y porque después de la introducción del tubo (1) se presiona la acanaladura (5) de vuelta al plano de la roseta.
7. Procedimiento de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque la separación libre (C) de los bordes (4) del orificio pasante (3) en relación con el diámetro externo (D) del tubo (1) está seleccionada de tal manera que el tubo (1) , al presionar la zona de borde (5) doblada de la roseta (2) , se deforma hacia el interior, apoyándose la roseta en su perímetro externo en dirección del orificio pasante.
8. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque el espesor de material (A) de la roseta es claramente mayor que el espesor de pared (B) del tubo (1) y, preferentemente, al menos de dos a tres veces mayor.
9. Procedimiento de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque el grado de la deformación del tubo se corresponde, aproximadamente, con de la mitad a una vez el espesor de pared (B) del tubo (1) .
Patentes similares o relacionadas:
Sistema de andamiaje, así como un acoplamiento, un puente y un estándar, del 12 de Junio de 2019, de Scafom International B.V: Un sistema de andamiajes que comprende: • estándares que tienen cada uno un eje (Ls) central longitudinal estándar imaginario, […]
 Acoplamiento de andamiajes y sistema de andamiaje, del 31 de Mayo de 2019, de Scafom Holding B.V: Un acoplador de andamiaje destinado para la unión fija a los extremos de un puente de un sistema de andamiaje, en donde el sistema de andamiaje […]
Acoplamiento de andamiajes y sistema de andamiaje, del 31 de Mayo de 2019, de Scafom Holding B.V: Un acoplador de andamiaje destinado para la unión fija a los extremos de un puente de un sistema de andamiaje, en donde el sistema de andamiaje […]
 Andamio, del 30 de Mayo de 2019, de Fast Beam Oy: Una unidad de andamiaje para ser fijada a un puente o a una estructura de cubierta similar, que comprende:
• un conjunto de brazos […]
Andamio, del 30 de Mayo de 2019, de Fast Beam Oy: Una unidad de andamiaje para ser fijada a un puente o a una estructura de cubierta similar, que comprende:
• un conjunto de brazos […]
Barra de andamio y disposición de apilamiento de al menos dos barras de andamio, del 9 de Enero de 2019, de WILHELM LAYHER VERWALTUNGS-GMBH: Barra de andamio de metal con un perfil de soporte de tubo redondo elongado con forma de barra de acero y un perfil de refuerzo en U elongado […]
Cuadro de celosía, soporte de celosía modular y construcción de puenteo y/o de soporte, del 18 de Octubre de 2017, de WILHELM LAYHER VERWALTUNGS-GMBH: Cuadro de celosía para construir una construcción de puenteo y/o de soporte, que se compone de varias piezas individuales en forma de barra de metal, en concreto, de al […]
Elementos de andamio horizontales y verticales pivotantes, y método para montar una plataforma de andamio desplazable, del 9 de Agosto de 2017, de Saferite Platforms Inc: Armazón de andamio horizontal que comprende un elemento horizontal superior y un elemento horizontal inferior, cada uno separado del […]
Poste y larguero de un sistema de andamio, y método para erigir el mismo, del 1 de Marzo de 2017, de Scafom International B.V: Un poste de un sistema de andamio , que comprende: • una pared tubular alargada , que define un eje longitudinal central (Ls); • al menos una […]
REFUERZO EN DIAGONAL, PARA ESTRUCTURAS DE SOPORTE PARA ENCOFRADOS DE PISO Y PROCEDIMIENTO PARA SU MONTAJE, del 26 de Enero de 2017, de SISTEMAS TECNICOS DE ENCOFRADOS, S.A: Refuerzo en diagonal, para estructuras de soporte para encofrados de piso y procedimiento para su montaje Refuerzo en diagonal, para estructuras de soporte para encofrados […]