PROCEDIMIENTO DE FABRICACION DE PIEZAS SINTERIZADAS Y PIEZAS OBTENIDAS POR DICHO PROCEDIMIENTO.
Procedimiento que consiste en una vez que se tiene un fichero con la representación de la pieza a fabricar,
se seleccionan las partes, que se desean ser recrecidas, se fabrica la pieza mediante sinterización, opcionalmente se puede someter a un tratamiento térmico intermedio, posteriormente se somete la o las piezas a una generación de programación automática, semiautomática o dirigida, para que mediante fresado se rebajen aquellas partes recrecidas, mediante una máquina de al menos cinco ejes, lo que produce como resultado que la pieza obtenida es económica en términos de costes y presenta una mayor precisión, una tolerancia 9, mejor acabado, textura y terminación en las zonas sensibles de la pieza.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200902005.
Solicitante: GARCIA APARICIO,JUAN CARLOS.
Nacionalidad solicitante: España.
Inventor/es: GARCIA APARICIO,JUAN CARLOS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61C13/00 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61C TECNICA DENTAL; APARATOS O METODOS PARA HIGIENE ORAL O DENTAL (cepillos dentales no accionados mecánicamente A46B; preparaciones para la técnica dental A61K 6/00; preparaciones para la limpieza de los dientes o enjuagado de la boca A61K 8/00, A61Q 11/00). › Prótesis dentales; Su fabricación (coronas dentales para recubrir los dientes A61C 5/70; implantes dentales A61C 8/00).
- B22F3/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación. › Sinterizado solamente.
- B22F3/12 B22F 3/00 […] › Compactado y sinterizado (por forjado B22F 3/17).
Fragmento de la descripción:
PROCEDIMIENTO DE FABRICACIÓN DE PIEZAS SINTERIZADAS Y PIEZAS OBTENIDAS POR DICHO PROCEDIMIENTO
5 OBJETO DE LA INVENCIÓN
1 O Es objeto de la presente invención tanto un procedimiento de fabricación de piezas sinterizadas como las piezas obtenidas mediante dicho procedimiento, que buscan obtener piezas fabricadas a partir de sinterización con un alto grado de precisión y tolerancia.
15 Caracteriza al presente procedimiento objeto de la invención, la naturaleza y orden de las etapas, de manera tal que permiten obtener piezas obtenidas mediante sinterización con un alto grado de precisión y tolerancia.
20 El presente procedimiento combina adecuadamente las ventajas derivadas de los procesos de fabricación mediante sinterizado y los procesos de fabricación mediante fresado, lo que redunda en unas piezas obtenidas con el mínimo coste posible y la máxima precisión alcanzable hasta el momento.
25 Por lo tanto, la presente invención se circunscribe dentro del ámbito de los procedimientos de obtención de piezas mediante sinterización, así de los procedimiento de fresado, siendo de especial aplicación al ámbito médico, ya sea dental, de fabricación de prótesis, pudiendo extenderse a tanto ámbitos industriales en los que sea necesario obtener piezas de muy elevada precisión con bajos costes.
ANTECEDENTES DE LA INVENCIÓN.
30 La sinterización es un tratamiento térmico de un polvo o compactado metálico o cerámico a una temperatura inferior a la de fusión de la mezcla, lo que incrementar la fuerza y la resistencia de la pieza debido a los enlaces fuertes que se producen entre las partículas.
Por otro lado, el fresado consiste principalmente en el corte del material que se mecaniza con una herramienta rotativa de varios filos, que se llaman dientes, labios o plaquitas de metal duro, que ejecuta movimientos de avance programados de la mesa de trabajo en casi cualquier dirección en los que se puede desplazar la mesa donde va fijada la pieza que se mecaniza.
En los procesos de fabricación de piezas que requieren ser fabricados con elevada precisión y con materiales costosos, el procedimiento de sinterización ha conseguido abaratar los costes extraordinariamente, si bien la tolerancia y precisión conseguida son aceptables pudieran ser susceptibles de mejora. Por otro lado, mediante los procesos de fresado la cantidad de material que se desecha es relativamente alta, así como los tiempos que se invierten en el proceso, lo que encarece considerablemente el proceso de fabricación. Sin embargo, la precisión lograda es bastante buena.
Por lo tanto, es objeto de la presente invención desarrollar un procedimiento de fabricación de piezas de elevada precisión que aúne las ventajas de ambos procedimientos, por un lado que los costes de obtención sean los más bajos posibles, mientras que la precisión y tolerancia logrados sean los mejores posibles.
DESCRIPCIÓN DE LA INVENCIÓN.
Con el objetivo de lograr los fines propuestos de desarrollar un procedimiento de fabricación de piezas con bajos costes y elevada precisión y tolerancia se ha desarrollado un procedimiento de fabricación que partiendo de una pieza fabricada a partir de la sinterización se le aplican una serie de etapas posteriores que permiten mejorar su precisión y tolerancia.
En general, en todos estos procesos de fabricación se parte de un fichero con formato STL , aunque pudiera ser extensible a cualquier otro formato que sirva para la representación de la pieza a fabricar. El formato STL, es un formato estándar de estereolitografía, el cual contiene una descripción geométrica del objeto diseñado, mediante aproximaciones por medio de triángulos.5 Una vez se tiene el fichero en formato STL, se procede a un recrecido local o global de las piezas en zonas sensibles, que requieran una mayor precisión por su ubicación o funcionalidad. Seguidamente una vez obtenido y preparado el fichero se somete al proceso de fabricación mediante sinterización.
1O A continuación, y de manera opcional se puede someter a la pieza fabricada a un proceso de tratamiento térmico intermedio con objeto de relajar los metales.
15 Posteriormente, se procede a un mecanizado de las geometrías originales y que se pretenden definitivas, en las zonas que se han considerado sensibles y cuya geometría ha sido preservada, extraída o generada mediante una generación de programas que realizan de manera automática, semi-automática o dirigida el fresado (4) . Obteniéndose un alto grado de precisión en las partes sensibles de la prótesis por mecanizado automatizado.
20 Dicho fresado se realizará en una cualquier posición en el espacio. máquina que deberá alcanzar y reflejar
25 El procedimiento de centrado y referencia es crítico y esencial en este punto. Las máquinas más aptas para este tipo de trabajo son máquinas fresadoras de 5 (cinco) ejes controlables. o (3 de posicionado y 2 de orientación espacial) , ó también como son denominadas en el mercado como de cuatro ejes más uno adicional.
Finalmente la pieza se corta y se prepara para el envío.
30 35
El hecho de que la precisión y tolerancia obtenida con un proceso de fabricación con sinterización sea inferior a la de un proceso de fresado deriva de la propia naturaleza de los materiales empleados y del proceso de obtención. Así, en la sinterización al emplearse polvo de por ejemplo Cromo y Cobalto, los granos empleados tienen un espesor entre 36 y 54 micras que presenta un límite físico de compactación. Además, por el propio proceso desinterización en el que se realiza una aportación de calor en un tiempo muy breve del orden de nanosegundos, se pueden producir tensiones, torsiones y doblado.
Se podría hacer directamente un rectificado posterior de la pieza sinterizada sin recrecer, pero podría suceder que la fresa en algunas situaciones no llegara si quiera a tocar el material debido a la diferencia de pared que surgen como resultado del proceso de sinterización, por lo que aplicar un proceso de fresado directamente a una pieza obtenida por sinterización no logra los fines buscados.
Gracias, a que la pieza a sido sometida a proceso de recrecido local o global es posible posteriormente someter la pieza a un proceso de fresado, que permite el rebaje exacto que se busca, logrando una pieza que presenta una mayor precisión y tolerancia, de nivel 9, que una pieza obtenida solamente por sinterización, además, la calidad del acabado, su textura y terminación es mayor también que si hubiera sido obtenida directamente por sinterización.
EXPLICACIÓN DE LAS FIGURAS
Para completar la descripción que seguidamente y con objeto de ayudar a una mejor comprensión de las características del invento, se acompaña a la presente memoria descriptiva de un juego de planos o dibujos, meramente orientativos, teniendo en cuenta las infinitas posibilidades, bien funcionales o estéticas, tantas como calzados existen, en base a cuyas figuras se comprenderán más fácilmente las innovaciones y ventajas del dispositivo objeto de la invención.
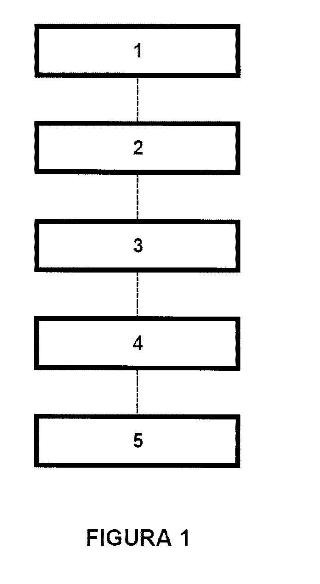
Figura 1, muestra de manera las etapas del proceso de fabricación objeto de la invención.
Figura 2, muestra una representación en perspectiva de una pieza dental en la que se ha identificado un contorno que se quiere recrecer.Figura 3, representa un detalle de la extracción de las características sensibles en alojamientos sobre las propias piezas tras la sinterización.
5 Figura 4, representa un detalle concreto del mecanizado de una parte sensible de una pieza.
REALIZACIÓN PREFERENTE DE LA INVENCIÓN
1 O A la vista de las figuras se describe seguidamente preferente de la invención propuesta. un modo de realización
15 20 En la figura 1, se muestran las etapas que forman parte del proceso de fabricación. Así, una vez recibido un fichero que contiene la representación de la pieza a fabricar se procede se procede a un recrecimiento (1) parcial o global de determinadas partes. Dicho recrecimiento consiste en la definición de un contorno (6) de recrecimiento, tal y como se muestra en la figura 2, para a continuación proceder a extender dicho recrecimiento a lo largo de la parte de la pieza seleccionada, es decir, como si se extendiera una funda a lo largo de la pieza dental.
25 Este recrecimiento se hace con el fin de obtener posteriormente tras el fresado zonas de mayor precisión y tolerancia, que en el caso de piezas dentales, por ejemplo, son necesarios para la obtención de alojamientos precisos en elementos sobre implante o alojamientos de piezas cementadas.
30 En una posible forma formato STL. de realización el formato del fichero, puede ser un
A continuación con el fichero en formato...
Reivindicaciones:
1. Procedimiento de fabricación de piezas sinterizadas caracterizado porque consta de las siguientes etapas:
una vez recibido un fichero que contiene la pieza o piezas a fabricar
se procede a un recrecimiento (1) parcial o global de determinadas partes o zonas sensibles de la o las piezas mostradas en el fichero,
fabricación mediante sinterización (2) , a partir de la o las piezas ya recrecidas.
se complementa el proceso con una generación de programas para fresado (4) , obteniéndose un alto grado de precisión en las partes sensibles de la prótesis por mecanizado.
Finalmente las piezas son cortadas o separadas (5) unas de otras 2. Procedimiento de fabricación de piezas sinterizadas, según la reivindicación 1, caracterizado porque el proceso de recrecimiento parcial o global de determinadas partes de la o las piezas contenidas en el fichero consiste en la definición de un contorno (6) de recrecimiento, para a continuación proceder a extender dicho recrecimiento a lo largo de la parte de la pieza seleccionada.
3. Procedimiento de fabricación de piezas sinterizadas, según la reivindicación 1, caracterizado porque tras finalización de la sinterización (2) y antes del la generación de los procesos de fresado (4) se somete a la o las piezas a un proceso de tratamiento térmico intermedio (3) ,
4. Procedimiento de fabricación de piezas sinterizadas, según la reivindicación 3, caracterizado porque el proceso de tratamiento térmico intermedio consiste en someter a la o las piezas a una temperatura de 1 000°C que se alcanza mediante una rampa de subida rápida, y posterior enfriamiento a temperatura ambiente.
5. Procedimiento de fabricación de piezas sinterizadas, según la reivindicación 1, caracterizado porque el fichero que contiene la representación de la pieza es un fichero STL.
6. Procedimiento de fabricación de piezas sinterizadas, según la reivindicación 1, caracterizado porque la generación de programas para el fresado (4) realizan dicho fresado de manera automática, o semiautomática o dirigida.
5 1 O 7. Procedimiento de fabricación de piezas sinterizadas, según la reivindicación 1, caracterizado porque la programación de las labores de fresado se efectúan sobre piezas dentales recrecidas reconstruidas en base a la geometría original y la marcación de zonas sensibles del experto, de manera automática o semi-automática, que se realizará en una máquina de al menos 4 ejes más uno adicional.
15 8. Procedimiento de fabricación de piezas sinterizadas, según la reivindicación 1, caracterizado porque el los programas que determinan el proceso de fresado exigen de procedimientos automatizados de referenciación y empleo de geometrías definitivas y recrecidas, realizándose en una máquina de al menos 5 ejes.
20 9. Pieza obtenida por el procedimiento anteriormente reivindicado caracterizada porque están fabricadas mediante sinterización, y en algunas partes o en su totalidad en su exterior han sido tratadas mediante un proceso de fresado.
Patentes similares o relacionadas:
Máquina herramienta dental, del 15 de Julio de 2020, de IVOCLAR VIVADENT AG: Máquina herramienta dental, en particular fresadora dental , con una herramienta intercambiable, en particular a través de un banco de herramientas , […]
Método implementado por ordenador para modificar un modelo tridimensional digital de una dentición, del 8 de Julio de 2020, de IVOCLAR VIVADENT AG: Método implementado por ordenador para modificar un modelo tridimensional digital de una dentición, que comprende: visualizar una imagen de la dentición […]
Diseño virtual de una restauración de poste y muñón utilizando una forma digital 3D, del 1 de Julio de 2020, de 3SHAPE A/S: Un método para diseñar virtualmente un poste y un muñón mediante un perno de exploración , que comprende: - obtener una […]
Pieza en bruto de silicato de litio y precursor de vidrio de silicato de litio de la misma para una restauración dental, del 1 de Julio de 2020, de IVOCLAR VIVADENT AG: Pieza en bruto de silicato de litio para una restauración dental, comprendiendo la pieza en bruto de silicato de litio unos cristales de metasilicato […]
Modelado de un diseño digital de una prótesis dental, del 1 de Julio de 2020, de 3SHAPE A/S: Un método para modelar un diseño digital de una prótesis dental para un paciente, dicha prótesis dental comprende una parte gingival y una parte […]
La combinación de un modelo físico de una dentadura de un paciente y un análogo de implante alargado, y un método para hacer un modelo físico de una dentadura, del 1 de Julio de 2020, de Elos Medtech Pinol A/S: La combinación de un modelo físico de una dentadura de un paciente y un análogo de implante alargado para su inserción en dicho modelo físico para simular […]
Procedimiento para facilitar mediciones dentales automatizadas, del 24 de Junio de 2020, de ALIGN TECHNOLOGY, INC.: Procedimiento implementado por ordenador para mediciones dentales automatizadas, que comprende: adquirir un modelo digital de una disposición […]
 Pieza en bruto y restauración dental, del 24 de Junio de 2020, de DENTSPLY SIRONA Inc: Una pieza en bruto pre-sinterizada o completamente sinterizada para su uso en preparar una restauración dental , tales como estructuras dentales, […]
Pieza en bruto y restauración dental, del 24 de Junio de 2020, de DENTSPLY SIRONA Inc: Una pieza en bruto pre-sinterizada o completamente sinterizada para su uso en preparar una restauración dental , tales como estructuras dentales, […]