DISPOSITIVO Y PROCEDIMIENTO PARA EL CORTE DE REBABAS.
Herramienta de corte (1) para el mecanizado con arranque de viruta de una superficie de corte (10) de un cuerpo de metal,
presentando la herramienta de corte (1) al menos una primera y una segunda arista de corte (3, 4), que son adecuadas para el mecanizado al menos de tramos de la misma superficie de corte (10) y que están dispuestas de tal modo que la dirección de corte de las aristas de corte (3, 4) puede ser diferente, caracterizada porque un punzón de estampado (5) está dispuesto entre las dos aristas de corte (3, 4), estando definidas las aristas de corte (3, 4) para movimientos de traslación
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06007115.
Solicitante: ULRICH HUPERZ SCHWEISSTECHNIK GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: SIEMENSSTRASSE 9,57439 ATTENDORN-ENNEST.
Inventor/es: ARCIDIACONE,FRANCO, HUPERZ,ULRICH.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Abril de 2006.
Fecha Concesión Europea: 9 de Junio de 2010.
Clasificación Internacional de Patentes:
- B23D1/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › B23D 1/00 Máquinas cepilladoras o mortajadoras que cortan por desplazamiento relativo del útil y de la pieza que va a ser trabajada según una dirección horizontal únicamente. › para cepillar aristas nervaduras o tallar ranuras (tallado de ranuras helicoidales B23D 5/02).
- B23D13/00B
- B23D43/02 B23D […] › B23D 43/00 Herramientas de brochado (para tallar dientes de engranaje B23F 21/26). › que cortan por desplazamiento rectilíneo (B23D 43/08 tiene prioridad).
Clasificación PCT:
- B23D13/00 B23D […] › Herramientas o porta-herramientas especialmente concebidos para las máquinas cepilladoras o mortajadoras (características igualmente aplicables a las máquinas de tornear B23B 27/00, B23B 29/00; para tallar engranajes B23F 21/04).
- B23D21/00 B23D […] › Máquinas o dispositivos para el cizallado o el troceado de tubos (en tanto que el equipo complementario para prensas de embutir B21D 24/16; por aserrado, véanse los grupos correspondientes a las máquinas o dispositivos para aserrar).
- B23D43/02 B23D 43/00 […] › que cortan por desplazamiento rectilíneo (B23D 43/08 tiene prioridad).
- B26D1/06 B […] › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › B26D 1/00 Corte de una pieza caracterizado por la naturaleza o por el movimiento del elemento cortante; Aparatos o máquinas a este efecto; Elementos cortantes a este efecto. › estando animado el elemento cortante de un movimiento de vaivén.
- B26D3/06 B26D […] › B26D 3/00 Corte de una pieza caracterizado por la naturaleza del corte; Equipo a este efecto. › Ranurado, que implique levantamiento de materia en la superficie de la pieza.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Dispositivo y procedimiento para el corte con reducción de rebabas.
La invención se refiere a una herramienta de corte y un procedimiento para el mecanizado con arranque de viruta de cuerpos de metal.
Las herramientas de corte para el mecanizado con arranque de viruta de cuerpos de metal, denominados en lo sucesivo piezas de trabajo, y los procedimientos para ello son generalmente conocidos por el estado de la técnica. Por lo general, la herramienta de corte se hace pasar en un movimiento de traslación o rotatorio con una o varias aristas de corte con una presión de contacto y un avance definidos a lo largo de la pieza de trabajo. Las superficies mecanizadas por la o las aristas de corte de la herramienta se denominan como superficie de corte. La superficie de corte está realizada plana o como superficie cilíndrica, aunque siempre continua, es decir, no presenta ninguna discontinuidad en altura. No obstante, puede estar realizada en varias partes, en particular puede comprender superficies laterales de la pieza de trabajo, por ejemplo superficies laterales dispuestas en los lados a continuación de un fondo de la superficie de corte, orientadas oblicuamente respecto al fondo de la superficie de corte. La superficie de corte corta la superficie de la pieza de trabajo al menos en una línea de corte, que se denomina arista exterior.
Por el documento EP 0 976 484 A2 se conoce un procedimiento según el preámbulo de la reivindicación 15 y una herramienta de corte según el preámbulo de la reivindicación 1, presentando la herramienta de corte al menos una primera y una segunda arista de corte que son adecuadas para el mecanizado de tramos de la misma superficie de corte. El procedimiento se realiza de tal forma que no se desplaza material de la pieza de trabajo más allá de la arista exterior.
Gracias a un desplazamiento de material en las aristas exteriores de la superficie de corte, en particular en la dirección de corte, se forman frecuentemente rebabas de aristas vivas. Las rebabas dentadas y de aristas vivas representan un peligro de sufrir lesiones. Son un inconveniente para las etapas de mecanizado posterior, como p.ej. la aplicación de laca o el cromado, puesto que los recubrimientos no se adhieren bien a las rebabas dentadas, volviendo a soltarse nuevamente ya al sufrir solicitaciones pequeñas. Por lo tanto, las rebabas que se forman en el mecanizado con arranque de viruta deben volver a eliminarse de forma costosa antes del procesamiento posterior de la pieza de trabajo. Los costes para este mecanizado subsiguiente son considerables. Como alternativa se renuncia al mecanizado subsiguiente, aceptándose en cambio una parte elevada de desechos.
Por lo tanto, el objetivo de la presente invención es poner a disposición una herramienta de corte y un procedimiento para el mecanizado con arranque de viruta de una superficie de corte de un cuerpo de metal que evite la formación de rebabas permitiendo, por lo tanto, una fabricación más simple y económica.
Según la invención, este objetivo se consigue porque una herramienta de corte para el mecanizado con arranque de viruta de una superficie de corte de un cuerpo de metal con al menos una primera y una segunda arista de corte, que son adecuadas para el mecanizado al menos de tramos de la misma superficie de corte y que están dispuestas de tal modo que la dirección de corte de las dos aristas de corte puede ser diferente, está caracterizada porque un punzón de estampado está dispuesto entre las dos aristas de corte, estando definidas las aristas de corte para movimientos de traslación.
El procedimiento según la invención para producir una superficie de corte en una pieza de trabajo de metal mediante mecanizado con arranque de viruta de la pieza de trabajo mediante una herramienta con al menos una arista de corte, presentando la superficie de corte al menos una arista exterior y realizándose el mecanizado con arranque de viruta de tal modo que no se produzca un desplazamiento del material de la pieza de trabajo más allá de la arista exterior está caracterizado por las etapas
- realización de un estampado de la pieza de trabajo antes del mecanizado con arranque de viruta,
- al menos producción por tramos de la superficie de corte mediante un primer mecanizado con arranque de viruta con una primera arista de corte en una primera dirección de corte y
- producción de otro tramo de una superficie de corte o de una superficie de corte completa mediante un segundo mecanizado con arranque de viruta con la primera o una segunda arista de corte, estando opuesta la dirección de corte en el segundo mecanizado con arranque de viruta a la primera dirección de corte.
La herramienta de corte es adecuada para el mecanizado de piezas de trabajo de materiales metálicos, aunque también puede aplicarse en otros materiales, como por ejemplo en plásticos o materias derivadas de la madera. La herramienta de corte presenta al menos una primera y una secunda arista de corte adecuadas para el mecanizado del material correspondiente. Por el concepto arista de corte se entienden generalmente tramos o zonas de la herramienta de corte tales que son adecuados para el desprendimiento mecánico de una viruta de un material. La arista de corte puede estar realizada, por ejemplo, en forma de una cuchilla o de una o varias aristas de una herramienta de corte. Un primer tramo de la arista de corte puede estar realizado, por ejemplo, para el mecanizado del fondo de la superficie de corte de la pieza de trabajo, estando realizados otros tramos de la arista de corte para el mecanizado de las superficies laterales de la superficie de corte. En particular, las aristas de corte pueden presentar ángulos de rectificado y ángulos de desprendimiento optimizados, según el material que ha de ser mecanizado. Además, la herramienta de corte puede estar hecha en la zona de las aristas de corte de un material que esté adaptado al material que ha de ser mecanizado.
La primera y la segunda arista de corte están previstas al menos para el mecanizado de tramos de la misma superficie de corte. La dirección de corte de la segunda arista de corte es aquí diferente a la dirección de corte de la primera arista de corte. Gracias a la disposición de las aristas de corte, es decir, para el mecanizado de la misma superficie de corte, aunque en direcciones de corte diferentes, es posible realizar de dos formas diferentes un mecanizado con arranque de viruta en una pieza de trabajo. O bien cada arista de corte mecaniza los mismos tramos de la superficie de corte de tal modo que la rebaba que se forma durante el mecanizado mediante la primera arista de corte se elimine mediante la segunda arista de corte. Como alternativa, un mecanizado con arranque de viruta en una pieza de trabajo se realiza de tal modo que la primera y la segunda arista de corte de la herramienta mecanizan tramos dispuestos sustancialmente uno al lado del otro de la superficie de corte de tal modo que gracias a la asignación de los tramos de la superficie de corte a las direcciones de corte de las aristas de corte no se forme ninguna rebaba. Por lo tanto, es posible un mecanizado con arranque de viruta sin rebabas en una etapa de trabajo con una herramienta según la invención.
Según una variante ventajosa de la invención, las aristas de corte cortan en el marco de las tolerancias predeterminadas para el mecanizado del cuerpo de metal en la posición de uso en un plano (reivindicación 2). Por el concepto plano se entiende tanto una superficie plana como por ejemplo también un plano a lo largo de un arco de círculo. Gracias a una configuración de este tipo de las aristas de corte queda garantizada que la profundidad de corte sea uniforme y, por lo tanto, que se produzca una superficie de corte ininterrumpida y continua.
Es ventajoso que las direcciones de corte de las aristas de corte estén orientadas en sentidos opuestos (reivindicación 3). Aquí es ventajoso que una rebaba que se produce durante el mecanizado por tramos de la superficie de corte por la primera arista de corte pueda eliminarse de forma especialmente buena mediante un movimiento opuesto de la herramienta de corte mediante la segunda arista de corte. Según la invención, las aristas de corte y, por lo tanto, la herramienta de corte, están definidas para movimientos de corte de traslación a lo largo de un eje en una primera y en una segunda dirección.
Las aristas de corte están dispuestas preferiblemente en un ángulo una respecto a la otra (reivindicación 4). Por ángulo de la arista de corte se entiende el ángulo formado en el plano de la superficie de corte entre la dirección de corte y la arista de corte. Gracias...
Reivindicaciones:
1. Herramienta de corte (1) para el mecanizado con arranque de viruta de una superficie de corte (10) de un cuerpo de metal, presentando la herramienta de corte (1) al menos una primera y una segunda arista de corte (3, 4), que son adecuadas para el mecanizado al menos de tramos de la misma superficie de corte (10) y que están dispuestas de tal modo que la dirección de corte de las aristas de corte (3, 4) puede ser diferente, caracterizada porque un punzón de estampado (5) está dispuesto entre las dos aristas de corte (3, 4), estando definidas las aristas de corte (3, 4) para movimientos de traslación.
2. Herramienta de corte (1) para el mecanizado con arranque de viruta de cuerpos de metal según la reivindicación 1, caracterizada porque las aristas de corte (3, 2) están definidas en el marco de las tolerancias predeterminadas para el mecanizado de la misma superficie de corte (10).
3. Herramienta de corte (1) para el mecanizado con arranque de viruta de cuerpos de metal según la reivindicación 1 o la reivindicación 2, caracterizada porque la dirección de corte de las aristas de corte (3, 4) está orientada en sentidos opuestos.
4. Herramienta de corte (1) para el mecanizado con arranque de viruta de cuerpos de metal según una de las reivindicaciones anteriores, caracterizada porque las aristas de corte (3, 4) están dispuestas en un ángulo una respecto a la otra.
5. Herramienta de corte (1) para el mecanizado con arranque de viruta de cuerpos de metal según una de las reivindicaciones anteriores, caracterizada porque la distancia entre la primera y la segunda arista de corte (3, 4) es igual o mayor que la longitud de la superficie de corte (10).
6. Herramienta de corte (1) para el mecanizado con arranque de viruta de cuerpos de metal según una de las reivindicaciones anteriores, caracterizada porque la herramienta de corte (1) está formada por varias partes.
7. Herramienta de corte (1) para el mecanizado con arranque de viruta de cuerpos de metal según la reivindicación 6, caracterizada porque las aristas de corte (3, 4) son cambiables.
8. Herramienta de corte (1) para el mecanizado con arranque de viruta de cuerpos de metal según una de las reivindicaciones anteriores, caracterizada porque las aristas de corte (3, 4) presentan un ángulo de desprendimiento de 2º a 6º, preferiblemente de 4º.
9. Herramienta de corte (1) para el mecanizado con arranque de viruta de cuerpos de metal según una de las reivindicaciones anteriores, caracterizada porque la longitud de las aristas de corte (3, 4) es igual.
10. Herramienta de corte (1) para el mecanizado con arranque de viruta de cuerpos de metal según la reivindicación 9, caracterizada porque las aristas de corte (3, 4) presentan una longitud de 3 mm.
11.- Herramienta de corte (1) para el mecanizado con arranque de viruta de cuerpos de metal según una de las reivindicaciones anteriores, caracterizada porque al menos las aristas de corte (3, 4) están hechas de acero de corte rápido.
12. Herramienta de corte (1) para el mecanizado con arranque de viruta de cuerpos de metal según una de las reivindicaciones 1 a 10, caracterizada porque al menos las aristas de corte (3, 4) están hechas de cerámica.
13. Herramienta de corte (1) para el mecanizado con arranque de viruta de cuerpos de metal según la reivindicación 12, caracterizada porque la anchura del punzón de estampado (5) en la dirección de la arista de corte (p.ej. 3) es sustancialmente igual a la longitud de la arista de corte (p.ej. 3).
14. Herramienta de corte (1) para el mecanizado con arranque de viruta de cuerpos de metal según una de las reivindicaciones anteriores, caracterizada porque delante de las aristas de corte (3, 4) están dispuestas respectivamente una o varias aristas de corte previo (6) en la dirección de corte de la arista de corte (p.ej. 3) en cuestión, sirviendo las aristas de corte previo (6) para el mecanizado con desprendimiento de viruta, pero no para el mecanizado de la superficie de corte (10).
15. Procedimiento para producir una superficie de corte (10) en una pieza de trabajo de metal mediante un mecanizado con arranque de viruta de la pieza de trabajo mediante una herramienta con al menos una arista de corte (p.ej. 3), presentando la superficie de corte (10) al menos una arista exterior (p.ej. 11) y realizándose el mecanizado con arranque de viruta de tal modo que no se produzca un desplazamiento del material de la pieza de trabajo más allá de la arista exterior (p.ej. 11), caracterizado por las etapas
- realización de un estampado de la pieza de trabajo antes del mecanizado con arranque de viruta,
- al menos producción por tramos de la superficie de corte (10) mediante un primer mecanizado con arranque de viruta con una primera arista de corte (3) en una primera dirección de corte y
- producción de otro tramo de una superficie de corte o de la superficie de corte (10) completa mediante un segundo mecanizado con arranque de viruta con la primera o una segunda arista de corte (3, 4), estando opuesta la dirección de corte en el segundo mecanizado con arranque de viruta a la primera dirección de corte.
16. Procedimiento para producir una superficie de corte (10) en una pieza de trabajo de metal según la reivindicación 15, caracterizado porque
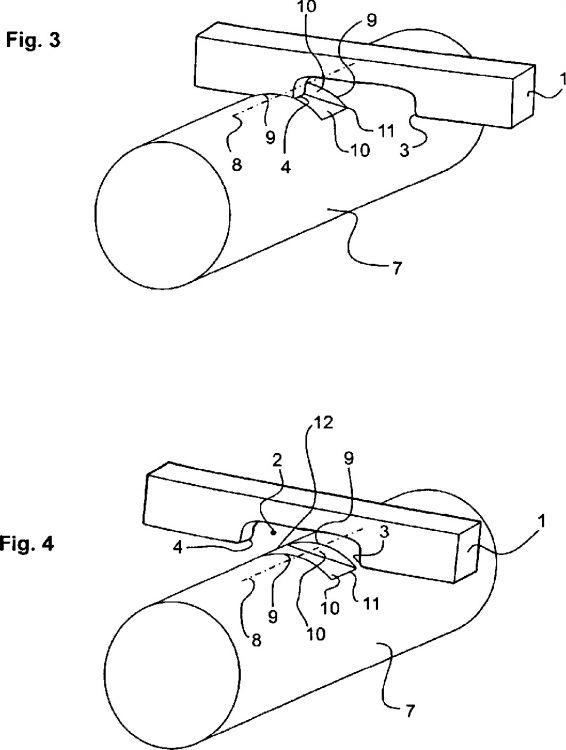
- en una primera etapa para producir al menos por tramos una superficie de corte (10), una primera arista de corte (3) entra en una primera dirección de corte en una primera arista exterior (11) en la superficie de la pieza de trabajo, aunque sin salir la misma en la primera dirección de corte de la superficie de la pieza de trabajo y
- en una segunda etapa, para producir por completo la misma superficie de corte (10), una primera o segunda arista de corte (3, 4) entra en una segunda dirección de corte en una segunda arista exterior (12) de la superficie de la pieza de trabajo, que no es igual a la primera arista exterior (11), no saliendo la primera o la segunda arista de corte (3, 4) de una arista exterior (p.ej. 11) de la superficie de la pieza de trabajo al completar la superficie de corte (10).
17. Procedimiento para producir una superficie de corte (10) en una pieza de trabajo de metal según la reivindicación 16, caracterizado porque
- durante el mecanizado de una pieza de trabajo con superficie abombada,
- estando dispuesta al menos una arista exterior (p.ej. 11) en la superficie abombada,
- el mecanizado con arranque de viruta que en la primera y segunda etapa comienza en las aristas exteriores (11, 12) correspondientes, se realiza respectivamente hasta la línea de vértice del perfil abombado (8).
18. Procedimiento para producir una superficie de corte (10) en una pieza de trabajo de metal según una de las reivindicaciones 16 a 17, caracterizado porque después de la primera etapa y antes de la segunda etapa tiene lugar al menos una etapa intermedia, en la que la primera y/o la segunda arista de corte (3, 4) generan tramos de la superficie de corte (10), sin que la arista de corte (3, 4) empleada respectivamente para el mecanizado con arranque de viruta salga de la superficie de la pieza de trabajo.
19. Procedimiento para producir una superficie de corte (10) en una pieza de trabajo de metal según una de las reivindicaciones 16 a 17, caracterizado porque las dos etapas se realizan simultáneamente.
20. Procedimiento para producir una superficie de corte (10) en una pieza de trabajo de metal según una de las reivindicaciones anteriores, caracterizado porque la superficie del estampado corresponde sustancialmente a la superficie de corte (10).
21. Procedimiento para producir una superficie de corte (10) en una pieza de trabajo de metal según una de las reivindicaciones 15 a 20, caracterizado porque el mecanizado con arranque de viruta es un corte o un brochado.
22. Procedimiento para producir una superficie de corte (10) en una pieza de trabajo de metal según una de las reivindicaciones 15 a 21, caracterizado porque la arista de corte (p.ej. 3) mecaniza la pieza de trabajo en un movimiento de traslación de forma plana o en una línea curvada.
23. Procedimiento para producir una superficie de corte (10) en una pieza de trabajo de metal según una de las reivindicaciones 15 a 22, caracterizado porque el mecanizado de la superficie de corte (10) es continuo.
24. Procedimiento para producir una superficie de corte (10) en una pieza de trabajo de metal según una de las reivindicaciones 15 a 23, caracterizado porque se usa una herramienta de corte (1) según una de las reivindicaciones 1 a 14.
Patentes similares o relacionadas:
APARATO PARA FORMAR RANURAS INTERNAS EN UN CUERPO, del 20 de Julio de 2017, de THYSSENKRUPP PRESTA DE MEXICO S.A. DE C.V: Aparato para formar ranuras internas en un cuerpo, el cual permite que las ranuras o dentado de las piezas o cuerpos, se pueda hacer tanto en cuerpos de fondo cerrado como en […]
Herramienta de brochar interiores, del 11 de Julio de 2013, de Spezialwerkzeuge GmbH Zella-Mehlis: Herramienta de brochar interiores para el brochado interior de dentados interiores con fondo del perfil y flancos delperfil que consiste en un cuerpo […]
Herramienta de brochado interior, del 10 de Julio de 2013, de Spezialwerkzeuge GmbH Zella-Mehlis: Herramienta de brochado interior para brochar el interior de engranajes interiores con una base del perfil ylaterales del perfil, conformada […]
BROCHA PARA INTERIORES., del 16 de Agosto de 2006, de FORST TECHNOLOGIE GMBH & CO. KG: Brocha para interiores para el brochado interior de perfiles limitados respectivamente por un fondo de perfil y flancos de perfil , […]
HERRAMIENTA DE BROCHAR INTERIORES PARA EL BROCHADO INTERIOR DE PERFILES., del , de OSWALD FORST MASCHINENFABRIK UND APPARATEBAUANSTALT GMBH & CO KOMMANDITGESELLSCHAFT: UNA HERRAMIENTA DE BROCHADO PARA BROCHADO DE PERFILES LIMITADOS RESPECTIVAMENTE POR MEDIO DE UNA BASE PERFILADA Y FLANCOS PERFILADOS, EN PARTICULAR EL DENTADO […]
MAQUINA PARA REALIZAR ENTALLADURAS Y OTROS TRABAJOS A PRESION., del 1 de Abril de 1992, de VILA LLAONA, JOAQUIN: MAQUINA PARA REALIZAR ENTALLADURAS Y OTROS TRABAJOS A PRESION. UN CABEZAL UNIDO AL VASTAGO DE UN CILINDRO OLEODINAMICO, EMPUJA A LA HERRAMIENTA . […]
UN UTIL BROCHADOR DE INTERIORES, del 16 de Diciembre de 1984, de LOHR & BROMKAMP GMBH: 1. Un útil brochador de interiores con varias superficies de corte en la perifiria, cuyo cuerpo de base presenta un vástago con superficies de leva de arrastre en piezas estremas […]
 Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura dentro de secciones de perfil tales como tubos y similares, del 13 de Febrero de 2019, de FIVES OTO S.P.A: Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura longitudinales dentro de secciones tales como […]
Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura dentro de secciones de perfil tales como tubos y similares, del 13 de Febrero de 2019, de FIVES OTO S.P.A: Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura longitudinales dentro de secciones tales como […]