Aparato y procedimiento para estirar un material laminar extensible.
Aparato para estirar un material laminar que comprende:
un par de rodillos cilíndricos (12,
14) posicionados en relación enfrentada de cooperación para recibir un materiallaminar (26) entre ellos,
una pluralidad de salientes (16) sobre por lo menos uno de dichos rodillos que se extienden radialmente haciafuera y que presentan unas partes superficiales más exteriores (24) posicionadas para entrar en contacto con elmaterial laminar (28), y
una pluralidad correspondiente de rebajes (20) sobre el otro de dichos rodillos (12, 14), estando dichos rebajes(20) posicionados y dispuestos para recibir los salientes (16) correspondientes de dicho por lo menos un rodillode modo que los salientes (16), al entrar en los rebajes (20), acoplan y estiran unas partes discontinuas aisladasdel material laminar (26) para formar una pluralidad de zonas estiradas independientes (32) en el materiallaminar (26) que están separadas entre sí por unas zonas sustancialmente sin estirar (33), caracterizado porquelas partes superficiales más exteriores (24) presentan una superficie redondeada (36) y un capuchón (34) quepresenta una forma a modo de seta.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/061344.
Solicitante: Fitesa Germany GmbH.
Nacionalidad solicitante: Alemania.
Dirección: WOLTORFER STRASSE 124 31224 PEINE ALEMANIA.
Inventor/es: ABED,JEAN-CLAUDE, WITTNER,MANFRED.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C55/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 55/00 Conformación por estirado, p. ej. estirado a través de una matriz; Aparatos a este efecto (B29C 61/08 tiene prioridad). › por apretado entre dos superficies, p. ej. rodillos.
- D06C23/04 TEXTILES; PAPEL. › D06 TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06C ACABADO, APRESTO, RAMEADO O ESTIRADO DE TEJIDOS TEXTILES. › D06C 23/00 Producción de motivos o dibujos sobre tejidos. › por contracción, estampado, muarado o rizado.
PDF original: ES-2428440_T3.pdf
Fragmento de la descripción:
Aparato y procedimiento para estirar un material laminar extensible.
Antecedentes de la invención
La presente invención se refiere globalmente al estirado de materiales laminares y más particularmente a un aparato y un procedimiento para estirar materiales laminares extensibles tales como bandas no tejidas y laminados.
Los materiales laminares tales como las bandas no tejidas, los tejidos, las películas y los laminados se utilizan en una amplia variedad de aplicaciones tales como prendas de vestir, productos médicos desechables, pañales y productos de higiene personal. Nuevos productos que son desarrollados para estas aplicaciones tienen requisitos de un comportamiento exigente, que incluyen comodidad, adaptabilidad al cuerpo, libertad de movimientos del cuerpo, buena suavidad y drapeado, una resistencia a la tracción adecuada y una duración y resistencia a la abrasión superficial.
En muchos casos, puede ser deseable estirar el material laminar para proporcionar propiedades mejoradas tales como suavidad, elasticidad, drapeado y similar. Según Sabee, patentes US nº 4.153.664 y nº 4.223.063, la suavidad y la capacidad de drapeado de los tejidos no tejidos se pueden mejorar tirando o estirando el tejido. Más particularmente, según estas patentes los tejidos no tejidos se procesan tirando o estirando diferencialmente la banda pasando el tejido a través de un par de rodillos acanalados de toma constante para formar un modelo de áreas estiradas y no estiradas.
Para algunas aplicaciones, el tejido no tejido debe tener propiedades elásticas. En ciertos diseños de pañales desechables, por ejemplo, se desea impartir elasticidad a la cintura o a las áreas de los puños de las piernas. Una aproximación a impartir propiedades elásticas a un tejido no tejido es con el denominado laminado que se puede estirar de "cero deformación". Un laminado que se puede estirar de "cero deformación" se refiere a un tejido en el cual por lo menos dos capas de material, una elástica y la otra sustancialmente inelástica, se fijan una a la otra a lo largo de sus superficies de la misma extensión mientras están en un estado sustancialmente sin tensar. El tejido a continuación se somete a un estiramiento mecánico mediante "laminado por rodillos", un proceso en el que el laminado se dirige entre uno o más pares de rodillos acanalados de toma constante. Esto causa que la capa inelástica esté permanentemente alargada y proporciona al laminado propiedades elásticas. Un proceso de laminado por rodillos convencional para estirar mecánicamente el material laminar está limitado a estirar la lámina en la dirección de la máquina o en la dirección de la sección transversal de la máquina del material laminar. Como resultado, el material estirado tiene propiedades elásticas a lo largo tanto de la dirección de la máquina como en la dirección transversal o en ambas.
Según la patente US nº 4.323.068 el grabado en relieve de un textil termoplástico, en particular la lámina superior de una estructura absorbente tal como un pañal se puede mejorar, lo cual resulta en un calibre de alta carga del textil. Se revelan rodillos de grabado en relieve con bultos y depresiones colocados en relación de cooperación en oposición para recibir entre ellos un material laminar. Los rodillos de grabado en relieve tienen paredes laterales las cuales definen un pequeño ángulo con respecto a un radio del rodillo de grabado en relieve. Los bultos y las depresiones del grabado en relieve definen cada uno un tronco de pirámide con una base en rombo y partes no grabadas, con la diagonal más larga del rombo alineada en la dirección de la máquina del rodillo de grabado en relieve. El textil grabado en relieve resultante tiene prominencias más resistentes.
Sin embargo, en muchos materiales, sería deseable tener un material que tuviera propiedades elásticas en más de dos direcciones. Por ejemplo, en aplicaciones de ropa, para permitir un movimiento libre en todas las direcciones puede ser deseable proporcionar un material que esté estirado en múltiples direcciones y tenga propiedades elásticas a lo largo de múltiples direcciones.
Breve sumario de la invención La invención proporciona un aparato y un procedimiento que puede ser utilizado para estirar un material laminar en múltiples direcciones de modo que el material laminar pueda tener propiedades elásticas en múltiples dimensiones. El aparato de la invención se refiere a un conjunto de rodillos que comprende un par de rodillos cilíndricos que están colocados en una relación de cooperación en oposición para recibir entre ellos un material laminar. El conjunto de rodillos incluye una pluralidad de salientes en por lo menos uno de los rodillos que se extienden radialmente hacia fuera desde una superficie de rodillo y el otro rodillo incluye una pluralidad de rebajes que corresponden a los salientes. Los salientes y los rebajes correspondientes están colocados y dispuestos en los rodillos para entrar en contacto y acoplar un material laminar que pasa entre el par de rodillos. Los salientes incluyen cada uno de ellos una parte superficial más exterior que tiene una superficie redondeada y un capuchón que tiene una forma a modo de seta, que está colocada para entrar en contacto con una parte discontinua del material laminar y para entrar en un rebaje correspondiente en el rodillo opuesto. La parte discontinua del material laminar es estirada cuando el saliente y la parte discontinua del material laminar entran en el interior de un rebaje correspondiente.
Los rebajes están colocados en la superficie de por lo menos uno de los rodillos y están dispuestas de forma correspondiente de modo que reciban un saliente correspondiente dispuesto en el rodillo opuesto. Cuando los rodillos giran alrededor de sus ejes, los rebajes sucesivamente se alinean en oposición a un saliente correspondiente de modo que los salientes alineados son entonces capaces de entrar por lo menos parcialmente en el interior del rebaje correspondiente. Cuando el material pasa entre los rodillos, los salientes que están en contacto con el material laminar cada uno de ellos acopla una parte discontinua del material laminar. Este acoplamiento causa que las partes discontinuas del material laminar entren en el interior de los rebajes junto con los salientes. Como resultado, estas partes discontinuas del material laminar que entran en los rebajes se estiran y forman zonas discontinuas en la lámina que han sido alargadas mecánicamente. Esas partes discontinuas del material laminar son estiradas en múltiples direcciones y no están limitadas a un estiramiento en únicamente una o dos direcciones.
Los rebajes pueden comprender rebajes individuales que están desconectados de rebajes adyacentes. El tamaño y la forma de los rebajes están configurados para producir partes estiradas del material laminar que son individuales y están desconectadas de partes estiradas adyacentes. Como resultado, se pueden producir zonas estiradas aisladas del material laminar que tienen formas a modo de islas. Las partes estiradas a modo de islas resultantes están separadas unas de otras por partes sustancialmente sin estirar del material laminar. La parte estirada a modo de isla resultante permite que el material laminar tenga propiedades de estiramiento multidireccional.
En una forma de realización, la cantidad de estiramiento que ocurre dentro de cada parte estirada discontinua puede ser controlada mediante el ajuste de la distancia entre el par de rodillos y la profundidad de penetración de los salientes en el interior de los rebajes correspondientes. La densidad y la distribución de los rebajes en los salientes también se pueden seleccionar para fabricar un material laminar que tenga un grado deseado de estiramiento.
Breve descripción de diversas vistas de los dibujos Habiendo descrito por lo tanto la invención en términos generales, se hará referencia a continuación a los dibujos adjuntos, los cuales no necesariamente están dibujados a escala y en los cuales:
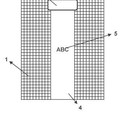
La figura 1 es una vista en perspectiva de un conjunto de laminación que comprende un par de rodillos que cooperan en el que por lo menos un rodillo incluye una pluralidad de salientes y por lo menos el otro rodillo incluye una pluralidad de rebajes correspondientes;
la figura 2 es una vista en perspectiva a mayor escala de los rodillos de la figura 1;
las figuras 3A - 3B ilustran de una manera progresiva un par de rodillos en el proceso de estiramiento de un material laminar que pasa entre ellos;
la figura 3C es una ilustración parcial de un material laminar que describe una parte discontinua del material laminar que ha sido estirado pasando entre el par de rodillos de las figuras 2A y 2B;
las figuras 4A y 4C... [Seguir leyendo]
Reivindicaciones:
1. Aparato para estirar un material laminar que comprende:
un par de rodillos cilíndricos (12, 14) posicionados en relación enfrentada de cooperación para recibir un material laminar (26) entre ellos,
una pluralidad de salientes (16) sobre por lo menos uno de dichos rodillos que se extienden radialmente hacia fuera y que presentan unas partes superficiales más exteriores (24) posicionadas para entrar en contacto con el 10 material laminar (28) , y
una pluralidad correspondiente de rebajes (20) sobre el otro de dichos rodillos (12, 14) , estando dichos rebajes (20) posicionados y dispuestos para recibir los salientes (16) correspondientes de dicho por lo menos un rodillo de modo que los salientes (16) , al entrar en los rebajes (20) , acoplan y estiran unas partes discontinuas aisladas del material laminar (26) para formar una pluralidad de zonas estiradas independientes (32) en el material laminar (26) que están separadas entre sí por unas zonas sustancialmente sin estirar (33) , caracterizado porque las partes superficiales más exteriores (24) presentan una superficie redondeada (36) y un capuchón (34) que presenta una forma a modo de seta.
2. Aparato según la reivindicación 1, que incluye unos medios para ajustar la profundidad de penetración de los salientes (16) en el interior de los rebajes (20) para variar así el grado de estiramiento del material laminar (26) .
3. Aparato según la reivindicación 1 o 2, en el que dicha pluralidad de salientes (16) está presente sobre únicamente uno de dichos rodillos y dicha pluralidad de rebajes (20) está presente sobre únicamente el otro de 25 dichos rodillos.
4. Aparato según la reivindicación 3, en el que la densidad de los salientes (16) sobre la superficie de dicho rodillo es desde aproximadamente 15 hasta 95 por ciento del área superficial total del rodillo.
5. Aparato según la reivindicación 1 o 2, en el que dicha pluralidad de salientes (16) está presente en ambos de dichos rodillos (12, 14) y dicha pluralidad correspondiente de rebajes (20) está asimismo presente sobre ambos de dichos rodillos (12, 14) .
6. Aparato según una de las reivindicaciones 1 a 5, en el que cada rebaje (20) está configurado para recibir 35 únicamente un saliente (16) .
7. Aparato según una de las reivindicaciones 1 a 6, en el que cada uno de dichos rebajes (20) presenta un diámetro que es desde 2 hasta 85 por ciento mayor que el diámetro del saliente correspondiente (16) .
8. Aparato según una de las reivindicaciones 1 a 7, en el que dicha parte superficial más exterior (24) incluye un pasador (60) que se extiende hacia afuera desde la misma que está posicionado y dispuesto para formar una perforación en las zonas estiradas independientes (32) del material laminar (26) .
9. Aparato según una de las reivindicaciones 1 a 8, para estirar un material laminar (26) que comprende: por lo 45 menos un par de dichos rodillos cilíndricos (12, 14) posicionados en relación enfrentada de cooperación para recibir un material laminar (26) entre ellos.
10. Aparato según la reivindicación 9, en el que el sistema comprende un primer par de dichos rodillos cilíndricos (12, 14) y un segundo par de dichos rodillos cilíndricos, y en el que los primer y segundo pares de rodillos cilíndricos 50 (12, 14) están posicionados y dispuestos para formar una pluralidad de zonas estiradas que se solapan en el material laminar (26) .
11. Procedimiento para estirar un material laminar (26) que utiliza un aparato según una de las reivindicaciones 1 a 10 que comprende: posicionar un par de rodillos cilíndricos (12, 14) en relación enfrentada de cooperación, con una 55 pluralidad de salientes (16) previstos sobre por lo menos uno de dichos rodillos que se extienden radialmente hacia fuera y que presentan unas partes superficiales más exteriores (24) posicionadas para entrar en contacto con un material laminar (26) , y con una pluralidad de rebajes correspondientes previstos sobre el otro de dichos rodillos posicionados y dispuestos para recibir los salientes correspondientes de dicho por lo menos un rodillo, y dirigir un material laminar entre dichos rodillos mientras giran dichos rodillos de modo que dichos salientes, al entrar en los 60 rebajes correspondientes, acoplen y estiren partes discontinuas aisladas del material laminar para formar una pluralidad de zonas estiradas independientes en el material laminar que están separadas entre sí por zonas sustancialmente sin estirar (33) , caracterizado porque las partes superficiales más exteriores (24) presentan una superficie redondeada (36) y un capuchón (34) que presenta una forma a modo de seta.
12. Procedimiento según la reivindicación 11, que comprende además el ajuste de la profundidad a la cual los salientes (16) pueden penetrar en el interior de los rebajes (20) para controlar el grado de estiramiento del material laminar (26) .
13. Procedimiento según la reivindicación 12, en el que el procedimiento comprende posicionar un primer par de rodillos cilíndricos (12, 14) y un segundo par de rodillos cilíndricos (12, 14) y dirigir el material laminar (26) que presenta una pluralidad de zonas estiradas independientes (32) a través de segundo par de rodillos cilíndricos (12, 14) para formar un material laminar (26) que presenta una pluralidad de zonas estiradas que se solapan.
14. Procedimiento según una de las reivindicaciones 11 a 13, en el que el procedimiento comprende laminar una capa no tejida a una capa elástica para formar un laminado de material laminar extensible; dirigir el laminado de material laminar extensible entre dichos rodillos (12, 14) mientras giran dichos rodillos de modo que dichos salientes (16) , al entrar en los rebajes correspondientes (20) , acoplen y estiren unas partes discontinuas aisladas del laminado de material laminar extensible para formar una pluralidad de zonas estiradas independientes (32) en el laminado de material laminar extensible que están separadas entre sí por unas zonas sustancialmente sin estirar (33) .
Patentes similares o relacionadas:
Procedimiento de reforzado, en particular para proporcionar revestimientos de piel, del 15 de Mayo de 2019, de POLTRONA FRAU S.P.A.: Procedimiento de refuerzo , en particular para proporcionar revestimientos de piel, comprendiendo dicho procedimiento de refuerzo las etapas siguientes: […]
Procedimiento de fabricación de tejidos no tejidos calandrados y calandria, del 13 de Diciembre de 2017, de Suominen Corporation: Un procedimiento para la fabricación de un material de tejido no tejido, comprendiendo el procedimiento: a) Depositar sobre un soporte al menos una capa […]
 Procedimiento para la fabricación de bolsas de malla de tejido abierto, del 22 de Octubre de 2013, de GULSAN SENTETIK DOKUMA SANAYI VE TICARET A.S: Procedimiento para la fabricación de bolsas de malla de tejido abierto.
El procedimiento comprende las etapas de tejer, durante el tejido de la bolsa , al menos, una […]
Procedimiento para la fabricación de bolsas de malla de tejido abierto, del 22 de Octubre de 2013, de GULSAN SENTETIK DOKUMA SANAYI VE TICARET A.S: Procedimiento para la fabricación de bolsas de malla de tejido abierto.
El procedimiento comprende las etapas de tejer, durante el tejido de la bolsa , al menos, una […]
Membrana de vela, del 16 de Octubre de 2013, de DIMENSION-POLYANT GMBH: Membrana de vela de un tejido de fibras sintéticas, presentando la membrana microrrugosidades que estánaplicadas en forma de estrías que se extienden en […]
MAQUINA ESTAMPADORA AUTOMATICA., del 1 de Marzo de 2006, de OLIVAS HUGAS,ALBERT: 1. "Máquina estampadora automática" del tipo utilizado para fijar ornamentaciones desde un papel transfer a una prenda textil, mediante la utilización […]
SISTEMAS Y PROCEDIMIENTOS PARA ESTABILIZAR LA ROTACION DE CLICHES DE ESTAMPADO USADOS PARA TEJIDOS DE ESTAMPADO POR AIRE., del 16 de Septiembre de 2005, de MICROFIBRES, INC.: Un sistema para estampar una superficie de un tejido estampable usando un gas que comprende un cliché cilíndrico que tiene una superficie interior y una […]
TERMO-GRABADORA PARA TELAS Y SIMILARES, del 16 de Abril de 2004, de BELPLA, S.A.: 1. Termo-grabadora para telas y similares, del tipo de las que incorporan una plancha de gofrado, termo-calefactada y asociada a un cabezal […]
 FIBRAS ELASTICAS FIJADAS POR CALOR, REVERSIBLES Y METODO PARA OBTENERLAS Y ARTICULOS OBTENIDOS A PARTIR DE ELLAS, del 1 de Octubre de 2007, de DOW GLOBAL TECHNOLOGIES INC.: Un procedimiento para preparar una fibra elástica fijada por calor, revertida, en el que; a) una fibra que comprende un polímero termoplástico se estira bajo […]
FIBRAS ELASTICAS FIJADAS POR CALOR, REVERSIBLES Y METODO PARA OBTENERLAS Y ARTICULOS OBTENIDOS A PARTIR DE ELLAS, del 1 de Octubre de 2007, de DOW GLOBAL TECHNOLOGIES INC.: Un procedimiento para preparar una fibra elástica fijada por calor, revertida, en el que; a) una fibra que comprende un polímero termoplástico se estira bajo […]