Alimentador y posicionador para artículos individuales y sistema para sellar contenedores que utilizan dicho alimentador y dicho posicionador.
Alimentador y posicionador para productos individuales (209), que comprende:
- por lo menos una guía transportadora (227);
- por lo menos un primer elemento de accionamiento sin fin (211) que en una sección aguas arriba essustancialmente adyacente a dicha por lo menos una guía transportadora, y está dispuesto para suacoplamiento con una pluralidad de productos individuales (V) y para hacerlos avanzar a lo largo de dicha porlo menos una guía transportadora (227);
y en el que:
- en un elemento de desacoplamiento (213), dicho por lo menos un primer elemento de accionamiento sin fin(211) es sustancialmente desviado del recorrido de dicha por lo menos una guía transportadora (227), demanera que se desacople de la pluralidad de productos individuales (V);
- el alimentador y posicionador (209) comprende un sistema para mover el desacoplamiento (223) dispuestopara mover de forma reversible el elemento de desacoplamiento (213) a lo largo de dicha por lo menos unaguía transportadora (227).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2009/006495.
Solicitante: REEPACK S.R.L.
Nacionalidad solicitante: Italia.
Dirección: Via dell'Artigianato, 19 24068 Seriate (BG) ITALIA.
Inventor/es: VALLI,LIVIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B7/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › Cierre de receptáculos o recipientes semirrígidos o rígidos, no deformados por el contenido o que no toman su forma, p. ej. cajas o cartones.
- B65G19/02 B65 […] › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 19/00 Transportadores que tienen un impulsor o una serie de impulsores llevados por un elemento de tracción sin fin y dispuesto de forma que desplacen objetos o materiales sobre una superficie portante o sobre un material de base, p. ej. Transportadores sin fin de racletas. › para objetos, p. ej. receptáculos.
- B65G21/14 B65G […] › B65G 21/00 Chasis o bastidores de soporte o de protección para transportadores sin fin o elementos de tracción de transportadores de correas o de cadenas. › para permitir regular la longitud o el perfil del portacargas o del elemento de tracción (dispositivos de tensión de correas o cadenas B65G 23/44).
PDF original: ES-2408967_T3.pdf
Fragmento de la descripción:
Alimentador y posicionador para artículos individuales y sistema para sellar contenedores que utilizan dicho alimentador y dicho posicionador.
Campo de la invención La presente invención se refiere a un alimentador y a un posicionador para artículos individuales que se puede utilizar, por ejemplo, para alimentar una unidad de sellado para bandejas de productos alimenticios. La invención también se refiere a un sistema para sellar contenedores, por ejemplo, bandejas para productos alimenticios.
Técnica anterior
En la actualidad, se conocen varios tipos de sistemas de alimentación para alimentar máquinas que envasan bandejas de productos alimenticios selladas con una película de material plástico.
Por ejemplo, se conoce la alimentación de bandejas que se van a sellar a la unidad de sellado mediante la utilización de un transportador continuo. Dicha unidad de sellado normalmente comprende una pluralidad de moldes con varias cavidades, donde cada cavidad está concebida para la recepción de una bandeja. En los sistemas según la técnica anterior, las bandejas en el transportador están más separadas entre sí que la distancia entre las distintas cavidades de los moldes de sellado. Por lo tanto, un problema hallado en este tipo de máquina es la producción de sistemas de alimentación y de carga capaces de recoger varias bandejas simultáneamente para cargarlas en el molde de sellado, acercándolas entre sí antes de su inserción en el molde.
Un primer ejemplo de un sistema de alimentación que aborda este problema se describe en la solicitud de patente italiana MI2004A482 y en la solicitud de patente europea nº EP1577216A1 correspondiente.
De acuerdo con las enseñanzas de las dos solicitudes mencionadas anteriormente, se han producido sistemas de alimentación que comprenden (los números de referencia se refieren a las figuras de las solicitudes anteriores) :
- un primer transportador 6 aguas arriba, que a su vez comprende una cadena transportadora sin fin equipada de “aletas”, es decir, un dentado fijado a la cadena que empuja las bandejas dispuestas en la misma hacia adelante;
- una segunda cinta transportadora 16;
- una tercera cinta transportadora 5;
- una paleta de tope 23 dispuesta cerca de la interfaz entre la segunda 16 y la tercera 5 cinta transportadora;
- un cuarto transportador 2.
Extendiéndose y retrayéndose de forma adecuada, la paleta de tope 23 evita o permite el paso de las bandejas 3, de manera que dichas bandejas 3 se carguen en el tercer transportador 5 más próximas entre sí con respecto a su posición en el primer transportador 6.
Cuando se han cargado cuatro bandejas 3 en el tercer transportador 5, un empujador 12 empuja las bandejas lateralmente en el cuarto transportador 2; de este modo, este primer sistema de alimentación y carga de bandejas, por una parte, presenta la ventaja de permitir la carga de varias bandejas a la vez en la unidad de molde de sellado 4; por otra parte, el autor de la presente invención ha observado que el primer 6 y el segundo transportador 16 avanzan con un movimiento continuo, mientras que el tercer 5 y el cuarto 2 transportador, así como el empujador 12, avanzan con un movimiento intermitente, es decir, en fases de movimiento alternas con paros completos, y esto puede reducir la media de velocidad de trabajo del conjunto alimentador/cargador/unidad de sellado.
En la Figura 1 adjunta, se muestra un segundo ejemplo del sistema de alimentación de la técnica anterior, indicado con la referencia general 100 y que aborda el problema de acercar las bandejas entre sí durante la transferencia desde el transportador sin fin al molde de sellado:
las bandejas que se van a sellar, que no se muestran, discurren apoyadas en las barras longitudinales 101 y en las cadenas del transportador 103; gracias a las aletas 105 fijadas en las mismas, las cadenas 103 alimentan las bandejas hacia adelante.
Cuando las bandejas llegan a las poleas 107, se empujan sobre la placa de acumulación 109 y se detienen en la misma, cuando las aletas 107 que giran en las poleas descienden por debajo de la placa 109 desacoplándose de las bandejas. La referencia 111 indica dos mordazas móviles que atrapan las bandejas que se han acumulado en dicha placa 109 y las transfiere a los moldes de sellado (que no se muestran) .
El sistema de alimentación 100 y, en particular, las cadenas transportadoras 103 del mismo funcionan con un movimiento continuo, sin embargo, el sistema 100 adolece de la desventaja de no permitir que se acumulen más de dos bandejas en la placa 109 antes de que las mordazas 111 las recojan; por lo tanto, las mordazas 111 no pueden cargar más de dos bandejas cada vez en los módulos de sellado.
Un objetivo de la presente invención es proporcionar un sistema para alimentar productos individuales, por ejemplo bandejas para el sellado de productos alimenticios, que permita o facilite la recogida y carga simultánea de una pluralidad de bandejas, u otros productos individuales, en una unidad aguas abajo, acercando las bandejas u otros productos individuales que se van a recoger entre sí, y que sea una mejora con respecto a los sistemas según la técnica anterior en relación con las desventajas indicadas anteriormente. Se conoce un transportador alimentador adicional a partir de la patente US nº 2 387 220.
Sumario de la invención Dicho objetivo se alcanza, de acuerdo con la presente invención, con un alimentador y un posicionador que presente las características según la reivindicación 1.
Las ventajas que se pueden conseguir con la presente invención se pondrán de manifiesto con mayor claridad, para los expertos en la materia, mediante la descripción detallada siguiente de algunos ejemplos específicos de formas de realización a título de ejemplo no limitativo, que se ilustran haciendo referencia a las figuras esquemáticas siguientes.
Lista de figuras La Figura 1 muestra una vista en perspectiva de un sistema de alimentación continuo de un tipo conocido;
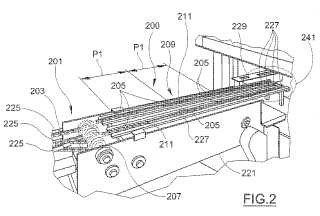
la Figura 2 muestra una vista en perspectiva de un alimentador y posicionador según una primera forma de realización de la presente invención;
las Figuras 3 y 4 muestran respectivamente una vista lateral y una vista en perspectiva de la corredera y de una de las segundas cadenas del alimentador y el posicionador de la Figura 2;
las Figuras 5A a 5D muestran cuatro momentos de una secuencia de funcionamiento del alimentador y el posicionador de la Figura 2;
la Figura 6 muestra una vista lateral de una aleta con un dentado fijo de la cadena de las Figuras 2 y 3;
la Figura 7 muestra una vista lateral de una aleta con un dentado móvil de una cadena transportadora de un alimentador y posicionador según una segunda forma de realización de la presente invención;
la Figura 8 muestra una vista en perspectiva de una unidad de sellado que se puede alimentar con el alimentador y el posicionador de la Figura 2.
Descripción detallada Las Figuras 2 a 6, 8 se refieren a un sistema alimentador y posicionador para productos individuales según una forma de realización particular de la presente invención.
Dicho sistema, indicado en general con la referencia 200, comprende un transportador sin fin aguas arriba 201, que a su vez comprende dos cadenas transportadoras 203, dispuestas sustancialmente horizontales, paralelas y que funcionan de forma sincronizada la una con respecto a la otra, por ejemplo mediante piñones coaxiales. En el extremo aguas abajo de la misma, cada cadena 203 retorna aguas arriba enrollada en un piñón o polea 207, que se puede accionar mediante un motor adecuado, o puede ser de giro libre.
Aguas abajo del transportador aguas arriba 201, está previsto un transportador aguas abajo 209 que comprende dos segundas cadenas transportadoras 211, también dispuestas sustancialmente horizontales, paralelas y, por ejemplo, accionadas de forma sincronizada la una con respecto a la otra, por ejemplo de manera que se enrollen alrededor de piñones o poleas 207. Se monta una pluralidad de "aletas" 205 en cada una de las cadenas 203, 211. Preferentemente, las cadenas transportadoras 211 en paralelo en el transportador aguas abajo 209 son por lo menos dos.
La Figura 3 muestra una vista lateral del recorrido de una de las segundas cadenas 211; cada una de dichas cadenas 211, sin fin, se acopla con una pluralidad de piñones o poleas 207, 213, 215, 217, 219 y se despista o retorna mediante los mismos; en particular, en la parte aguas abajo de su circuito, y de la superficie en la que descansan las bandejas V que se van a transportar, se enrolla alrededor y se acopla con una primera polea o piñón móvil 213; más aguas arriba,... [Seguir leyendo]
Reivindicaciones:
1. Alimentador y posicionador para productos individuales (209) , que comprende:
- por lo menos una guía transportadora (227) ;
- por lo menos un primer elemento de accionamiento sin fin (211) que en una sección aguas arriba es sustancialmente adyacente a dicha por lo menos una guía transportadora, y está dispuesto para su acoplamiento con una pluralidad de productos individuales (V) y para hacerlos avanzar a lo largo de dicha por lo menos una guía transportadora (227) ;
y en el que:
- en un elemento de desacoplamiento (213) , dicho por lo menos un primer elemento de accionamiento sin fin
(211) es sustancialmente desviado del recorrido de dicha por lo menos una guía transportadora (227) , de manera que se desacople de la pluralidad de productos individuales (V) ;
- el alimentador y posicionador (209) comprende un sistema para mover el desacoplamiento (223) dispuesto para mover de forma reversible el elemento de desacoplamiento (213) a lo largo de dicha por lo menos una guía transportadora (227) .
2. Alimentador y posicionador (209) según la reivindicación 1, dispuesto para permitir que la pluralidad de productos individuales (V) avance a lo largo de dicha por lo menos una guía transportadora (117) , cuando se apoye sobre dicha guía.
3. Alimentador y posicionador (209) según la reivindicación 1 en el que el elemento de desacoplamiento comprende uno o más de los siguientes componentes:
- por lo menos una primera polea o piñón móvil (213) , que despista el recorrido de dicho por lo menos un primer elemento de accionamiento sin fin (211) ;
- una guía curvada o perfil de leva;
en el que dicha por lo menos una primera polea o piñón móvil (213) , la guía curvada o el perfil de leva están dispuestos para moverse de forma reversible con respecto a dicha por lo menos una guía transportadora (227) , por ejemplo, a lo largo de dicha guía.
4. Alimentador y posicionador (209) según la reivindicación 3, en el que el sistema para mover el desacoplamiento comprende una corredera (223) dispuesta para moverse de forma reversible con respecto a dicha por lo menos una guía transportadora (227) , por ejemplo a lo largo de dicha guía, y en el que el elemento de desacoplamiento (213) está montado sobre la corredera (223) .
5. Alimentador y posicionador (209) según la reivindicación 1, que comprende una zona de recogida (241) que, a su vez, comprende una sección de por lo menos una guía transportadora (227) que, cuando el elemento de desacoplamiento (213) se ha movido a su posición situada más aguas arriba, se extiende aguas abajo del elemento de desacoplamiento (213) en una longitud suficiente para permitir que se acumule una cantidad N de productos individuales (V) , siendo N mayor que tres y, preferentemente, mayor que cuatro.
6. Alimentador y posicionador (209) según la reivindicación 1, que comprende una zona de recogida (241) que, a su vez, comprende una sección de dicha por lo menos una guía transportadora (227) que, cuando el elemento de desacoplamiento (213) se ha movido hasta su posición situada más aguas arriba, se extiende aguas abajo del elemento de desacoplamiento (213) en una longitud suficiente para permitir que se acumule una cantidad N de productos individuales (V1, V2, V3) , sin que los productos individuales (V3) que posteriormente alcanzan la zona de recogida (241) empujen o, en cualquier caso, muevan los productos individuales (V1, V2) ya presentes en la zona de recogida aguas abajo.
7. Alimentador y posicionador (209) según la reivindicación 1, en el que:
- dicho por lo menos un primer elemento de accionamiento sin fin (211) está dispuesto para disponer la pluralidad de productos individuales (V1, V2, V3) en serie con un paso que no sea mayor que un primer paso máximo predeterminado (P1) ;
- el sistema para mover el desacoplamiento (223) está dispuesto para mover el elemento de desacoplamiento
(213) a lo largo de dicha por lo menos una guía transportadora (227) con uno o más pasos predeterminados (P2) sustancialmente menos que el primer paso máximo predeterminado (P1) .
8. Alimentador y posicionador (209) según la reivindicación 5 o 6, programado o, en cualquier caso, dispuesto para realizar las operaciones siguientes de forma secuencial:
- transportar un primer producto individual (V1) hacia la zona de recogida (241) ;
- mover de forma repetida durante M veces el elemento de desacoplamiento (223) a lo largo de dicha por lo menos una guía transportadora (227) , de manera que se dispongan M productos individuales adicionales (V3) en la zona de recogida (241) en fila, en la que los productos individuales (V1, V2) ya están esperando en dicha zona de recogida (241) ;
- recoger simultáneamente los M + 1 productos individuales (V1, V2, V3) , retirándolos de la zona de recogida (241) , siendo M un número entero mayor que uno y, si fuera necesario, mayor que dos.
9. Alimentador y posicionador (209) según la reivindicación 1, en el que el primer elemento de accionamiento sin fin
(211) comprende uno o más de entre los elementos siguientes: una cadena, una cinta transportadora.
10. Alimentador y posicionador (209) según la reivindicación 1, que define una trayectoria dispuesta para permitir que la pluralidad de productos individuales (V) se mueva a lo largo del mismo, y en el que dicha por lo menos una guía transportadora comprende una o más barras (227) o pistas que se extienden a lo largo de dicha trayectoria.
11. Alimentador y posicionador (209) según la reivindicación 1, en el que dicho por lo menos un primer elemento de accionamiento sin fin (211) está provisto de uno o más de los elementos siguientes dispuestos para su acoplamiento con la pluralidad de productos individuales (V) y para hacer que avancen a lo largo de dicha por lo menos una guía transportadora (227) : una aleta, un dentado, un gancho, un tope mecánico.
12. Sistema para sellar contenedores (V1, V2, V3) , por ejemplo, contenedores para productos alimenticios, que comprende:
- una unidad de sellado (239) , que comprende un molde de sellado (237) con varias cavidades (235) dispuestas para recibir un contenedor (V1, V2, V3) en cada cavidad (235) ;
- un alimentador y posicionador (209) que presenta las características según la reivindicación 1 y dispuestos para transportar una pluralidad de contenedores (V1, V2, V3) al molde de sellado; y en el que:
- dicho por lo menos un elemento de accionamiento sin fin (211) está concebido para disponer una pluralidad de productos individuales (V1, V2, V3) en serie mediante un paso no mayor que un primer paso máximo (P1) ;
- por lo menos a lo largo de la dirección de avance de la sección aguas debajo de dicho por lo menos un primer elemento de accionamiento sin fin (211) , las cavidades (235) están dispuestas en serie mediante un paso sustancialmente menor que el primer paso máximo (P1) .
13. Sistema para sellar contenedores (V1, V2, V3) según la reivindicación 12, que comprende una o más mordazas
(229) móviles dispuestas para agarrar simultáneamente una cantidad N de productos individuales y transferirlos desde la zona de recogida (241) hasta el molde de sellado (237) , siendo N mayor que dos y, preferentemente, mayor que tres o cuatro.
14. Sistema para sellar contenedores (V1, V2, V3) según la reivindicación 12, que comprende un transportador sin fin (201) dispuesto de manera que alimente el alimentador y posicionador (209) con una pluralidad de productos individuales (V1, V2, V3) , en el que:
- el transportador sin fin (201) está provisto de un segundo elemento de accionamiento sin fin (203) concebido para hacer que avance la pluralidad de productos individuales (V1, V2, V3) ;
- el primer (211) y segundo elementos de accionamiento sin fin (203) están dispuestos para hacer que la pluralidad de productos individuales (V1, V2, V3) avance sustancialmente a la misma velocidad y con un movimiento sustancialmente continuo y no intermitente.
Patentes similares o relacionadas:
Carro para un transportador, en particular para un transportador por gravedad, un sistema de transporte y un método para operar un sistema de transporte, del 11 de Marzo de 2020, de FERAG AG: Sistema de transportador por gravedad que comprende al menos un carril de rodadura y al menos un carro , en el que el carril de rodadura y el carro […]
Bolsa de transporte para una instalación de transporte suspendido, del 29 de Enero de 2020, de DURKOPP FORDERTECHNIK GMBH: Bolsa de transporte para una instalación de transporte suspendido que comprende a. una pared lateral delantera , b. una pared lateral posterior , […]
Cadena transportadora para el transporte de recipientes de vidrio a través de un horno con soportes configurados como bridas de cadena así como dispositivo de transporte con una cadena transportadora de este tipo, del 10 de Abril de 2019, de Hans Hoffmann Trocken- und Lackierofenfabrik Apparatebau GmbH & Co. KG: Cadena transportadora para el transporte de recipientes de vidrio en particular en forma de ampollas o de botellas a través de un horno , con bridas de cadena […]
Dispositivo y método para el apilamiento de artículos, del 19 de Febrero de 2019, de CT PACK S.R.L.: Un dispositivo para el apilamiento de artículos, caracterizado porque comprende: - un transportador de alimentación equipado con una pluralidad de elementos […]
Dispositivo de transporte de objetos colgantes, del 9 de Enero de 2019, de Dematic GmbH: Transportador para transportar objetos colgantes , comprendiendo - un primer perfil de carril que tiene una primera pista superior […]
Dispositivo de transporte y un método de posicionamiento de un adaptador de soporte en una cadena de transporte, del 19 de Noviembre de 2018, de Dematic Logistics GmbH: Un dispositivo de transporte para transportar objetos colgantes, que comprende un perfil de carril , una cadena transportadora , que es móvil en una primera pista […]
TRANSFORMADORA LINEAL Y PORTATIL DE PLACAS DE YESO LAMINADO, del 13 de Septiembre de 2018, de SUBIRATS ROCA, Antonio: Transformadora lineal y portátil de placas de yeso laminado, que comprende un módulo central en una estructura con un puente de transformación donde […]
Bolsa de transporte para el transporte y/o la conservación de objetos, así como dispositivo de transporte con una bolsa de transporte de este tipo, del 13 de Junio de 2018, de FERAG AG: Bolsa de transporte para el transporte y/o la conservación de objetos, que comprende una pared delantera (21b) y una pared trasera (21a), que están […]