Acoplamiento para un dispositivo de moldeo por inyección de plástico.
Acoplamiento (3) para un dispositivo de moldeo por inyección de plástico que conecta un eje de accionamiento (1)con un transportador helicoidal (2),
donde el acoplamiento incluye al menos un sensor de fuerza (15) con unelemento de medición (16) para la detección indirecta de la presión de la tobera, caracterizado por una primeraconexión (28) resistente a la rotación y que no transmite ninguna fuerza axial y una segunda conexión (29),desacoplada mecánicamente de la primera conexión (28), resistente a la presión y que no transmite ningún parmotor, entre el eje de accionamiento (1) y el transportador helicoidal (2), donde el elemento de medición (16) estádispuesto en la pista de fuerza A de la segunda conexión (29), resistente a la presión, que no está también en lapista de fuerza T de la primera conexión (28).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2007/000629.
Solicitante: KISTLER HOLDING AG.
Nacionalidad solicitante: Suiza.
Dirección: EULACHSTRASSE 22 8408 WINTERTHUR SUIZA.
Inventor/es: CADONAU,THOMAS, WASER,MAX.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/50 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Tornillos móviles axialmente.
- B29C45/77 B29C 45/00 […] › de la velocidad o presión de la materia a moldear.
- G01L5/12 FISICA. › G01 METROLOGIA; ENSAYOS. › G01L MEDIDA DE FUERZAS, TENSIONES, PARES, TRABAJO, POTENCIA MECANICA, RENDIMIENTO MECANICO O DE LA PRESION DE LOS FLUIDOS (pesado G01G). › G01L 5/00 Aparatos o métodos para la medida de fuerzas, del trabajo, de la potencia mecánica o del par, especialmente adaptados a fines específicos. › para la medida del empuje axial de un eje que gira, p. ej. de equipos de propulsión.
PDF original: ES-2414609_T3.pdf
Fragmento de la descripción:
Acoplamiento para un dispositivo de moldeo por inyección de plástico
CAMPO TÉCNICO
La invención se refiere a un acoplamiento para un dispositivo de moldeo por inyección de plástico, que conecta un eje de accionamiento con un tornillo sin fin a prueba de torsión, así como resistente a la tracción y a la presión, donde el acoplamiento incluye al menos un sensor de fuerza para la detección indirecta de la presión de la tobera.
ESTADO DE LA TÉCNICA
Las máquinas de moldeo por inyección disponen habitualmente de un accionamiento que puede desplazar el eje de accionamiento tanto en rotación como también, a través de un avance lineal, en un movimiento de translación. A este eje se fija mediante un acoplamiento un tornillo sin fin, que está conectado al eje de forma que resiste a la torsión, así como a la presión y a la tracción. El tornillo sin fin transporta, controlado a través del movimientos del eje conectado a él, el plástico suministrado por medio de una tobera a una cavidad, para producir piezas de plástico. El control de este transporte debe ser de alta precisión para que las partes que se producen mediante este proceso correspondan a las exigencias cualitativas. El control depende de forma determinante de la presión en la parte delantera del tornillo sin fin o en la tobera.
En las máquinas de moldeo por inyección eléctricas convencionales esta presión en la tobera se mide indirectamente con un sensor de fuerza fijo en el engranaje o junto a él. Para cada aplicación, particularmente para cada magnitud de las máquinas, debe utilizarse un sensor de fuerza distinto. Resulta una desventaja en esta disposición que la medición de la potencia se realice lejos del punto en el que realmente tiene lugar la presión de la tobera. Las fuerzas de rozamiento que aparecen entre la orden de medición y la presión en la tobera falsean la medición.
Otro método conocido para medir la presión en la tobera incluye un sensor de la presión de la tobera, que se fija directamente a la tobera. Si bien es cierto que esta medición directa es óptima por su disposición, sin embargo la medición es problemática a causa del contacto directo del sensor con la fundición, porque de esta forma el sensor está expuesto a las altas temperaturas de la fundición y la superficie del sensor experimenta además un fuerte desgaste mecánico a través de la fundición de plástico que fluye continuamente.
En el documento WO 2005/002829 se indica una disposición que prevé un sensor de fuerza que rota inmediatamente detrás de un transportador helicoidal. La ventaja de esta disposición es una medición directa cerca del punto en el que en efecto aparece la presión. Sin embargo, la desventaja de esta disposición es que en este montaje el sensor, aparte de la fuerza axial, también experimenta la torsión que se transmite del eje de accionamiento al transportador helicoidal, lo que lleva a una medición falseada.
En el documento JP 2000117789 A se presenta una primera conexión, resistente a la rotación y que no transmite ninguna fuerza axial, entre un primer eje de accionamiento y un transportador helicoidal, así como una segunda conexión, desacoplada mecánicamente de la primera conexión, resistente a la presión y que no transmite ningún par motor, entre un segundo eje de accionamiento y el transportador helicoidal. Un elemento de medición está dispuesto en la pista de fuerza de la segunda conexión, resistente a la presión, que no está también en la pista de fuerza de la primera conexión.
REPRESENTACIÓN DE LA INVENCIÓN
Es tarea de la presente invención indicar una disposición de la medición para la detección de la presión en la tobera, en la cual el sensor no esté expuesto directamente a la fundición y que no incluya ningún error sistemático de la medición.
La tarea se resuelve con un acoplamiento para un dispositivo de moldeo por inyección de plástico del tipo mencionado inicialmente, comprendiendo el acoplamiento de una primera conexión resistente a la rotación y que no transmite ninguna fuerza axial, y una segunda conexión, desacoplada mecánicamente de la primera conexión, resistente a la presión y que no transmite ningún par motor, entre el eje de accionamiento y el transportador helicoidal, donde un elemento de medición del sensor de fuerza está dispuesto en la pista de fuerza de la segunda conexión resistente a la presión. Por consiguiente el elemento de medición no está expuesto durante una medición a la carga de torsión, que falsearía la medición de la potencia axial.
BREVE DESCRIPCIÓN DE LAS FIGURAS
A continuación se explica la invención en detalle mediante las figuras. Éstas muestran:
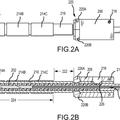
Fig. 1 una representación esquemática de una sección de un dispositivo de moldeo por inyección con la configuración de las mediciones según el estado de la técnica, así como con el dispositivo de medición según la invención;
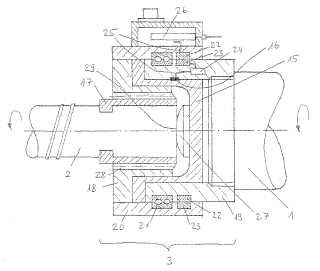
Fig. 2 una representación esquemática de una sección de un dispositivo de moldeo por inyección en el área del acoplamiento según la invención, con el dispositivo de medición según la invención.
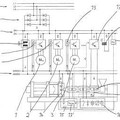
Fig. 3 Una representación como en la Fig. 2 pero con las pistas de fuerza marcadas.
FORMAS DE REALIZACIÓN DE LA INVENCIÓN
La Fig. 1 presenta la representación esquemática de una sección de un dispositivo de moldeo por inyección. Una cavidad 6 detrás de la placa de fijación 7 se abastece de plástico líquido por el canal de una tobera 8 por un tornillo sin fin 2. Para ello el tornillo sin fin 2 está equipado con una unidad de alimentación 10, que garantiza el suministro de material. El tornillo sin fin 2 transporta este material a su tobera 9 con un movimiento rotatorio y además se puede controlar con un movimiento hacia delante y hacia atrás. En la Fig. 1 se indica una posible disposición de los motores 4, 5 que causan los movimientos precisos. Otras configuraciones también son posibles.
En esta representación está previsto un primer motor 4, que desplaza por ejemplo, un eje de accionamiento 1 en un movimiento rotatorio mediante un accionamiento de las correas 11. En esta disposición un segundo motor 5 provoca, mediante un engranaje 12, un movimiento de translación hacia delante o hacia atrás respectivamente sobre el mismo eje de accionamiento 1, indicado por una flecha doble debajo del engranaje 12. Este engranaje 12 está colocado de forma correspondientemente deslizante. Las fuerzas de rotación y/o traslación causadas por los motores 4, 5 se transmiten mediante un acoplamiento 3 al tornillo sin fin 2, con lo cual el movimiento deseado del tornillo sin fin 2 causa el llenado la cavidad 6.
Para la calidad de las piezas de moldeo por inyección es necesario un control preciso del dispositivo de moldeo por inyección de plástico, que se rige según la presión de la tobera. Para poder determinarla existen diferentes técnicas para las máquinas de moldeo por inyección eléctricas.
Una primera posibilidad para la determinación de la presión de la tobera es la inserción de un sensor de presión de toberas 13 en la tobera 9. Este sensor de presión de toberas 13 está expuesto directamente al canal de la tobera 8 y está sujeto por consiguiente a altas exigencias, por ejemplo, debe ser resistente al calor y resistente a la abrasión.
Una segunda posibilidad de una configuración de medición para la determinación de la presión de la tobera se indica en la misma Fig. 1. En lugar del sensor de presión de toberas 13 se puede colocar un sensor de fuerza 14 en el engranaje 12 o junto a él. Con los sensores de fuerza se pueden medir directamente las fuerzas.
Una medición en esta zona tiene con seguridad la ventaja de que las temperaturas de funcionamiento son bajas. Por otra parte, la medición se falsea por la amplia distancia de la presión de tobera, puesto que el rozamiento del engranaje 12 absorbe sobre su base con un movimiento de traslación una parte de la fuerza de medición. La inercia de la masa del aparato, que actúa sobre la superficie deslizante, falsea adicionalmente la medición.
En lugar del sensor de presión de toberas 13 y del sensor de fuerza 14 se puede colocar, como también está representado en la misma Fig. 1, un sensor de fuerza 15 para medir la potencia en el acoplamiento 3. Esta disposición según la invención tiene la ventaja de que apenas aparecen errores de medición, ya que entre la tobera 9 y el sensor de fuerza 15 sólo aparecen pequeñas fuerzas de rozamiento en el flujo de las fuerzas. La presión de la tobera actúa prácticamente sin falseamientos sobre el sensor de fuerza 15. Puesto que la medición no tiene lugar directamente en la tobera 9, los problemas para... [Seguir leyendo]
Reivindicaciones:
1. Acoplamiento (3) para un dispositivo de moldeo por inyección de plástico que conecta un eje de accionamiento (1) con un transportador helicoidal (2) , donde el acoplamiento incluye al menos un sensor de fuerza (15) con un elemento de medición (16) para la detección indirecta de la presión de la tobera, caracterizado por una primera conexión (28) resistente a la rotación y que no transmite ninguna fuerza axial y una segunda conexión (29) , desacoplada mecánicamente de la primera conexión (28) , resistente a la presión y que no transmite ningún par motor, entre el eje de accionamiento (1) y el transportador helicoidal (2) , donde el elemento de medición (16) está dispuesto en la pista de fuerza A de la segunda conexión (29) , resistente a la presión, que no está también en la pista de fuerza T de la primera conexión (28) .
2. Acoplamiento según la reivindicación 1, caracterizado por el hecho de que el sensor de fuerza se basa en bandas extensométricas (16) .
3. Acoplamiento según la reivindicación 1 o 2, caracterizado por el hecho de que al acoplamiento se pueden fijar tornillos sin fin (2) de diferentes tamaños.
4. Acoplamiento según la reivindicación 3, caracterizado por un adaptador intercambiable (17) que sirve para colocar un tornillo sin fin (2) del diámetro deseado, de forma que sea resistente a la rotación así como a la presión y a la tracción.
5. Acoplamiento según una de las reivindicaciones 1 a 4, caracterizado por el hecho de que los datos medidos por el sensor de fuerza (15) pueden ser transmitidos mediante telemetría.
6. Acoplamiento según la reivindicación 5, caracterizado por el hecho de que los datos pueden ser transmitidos mediante un par de bobinas opuestas entre sí (22, 23) , donde una de las bobinas (22) está fijada al acoplamiento.
7. Acoplamiento según una de las reivindicaciones anteriores, caracterizado por el hecho de que un preamplificador (24) se fija en el acoplamiento o junto a él.
8. Acoplamiento según una de las reivindicaciones anteriores, caracterizado por el hecho de que se fija un reforzador (26) a la carcasa del estátor del acoplamiento o en ella.
Patentes similares o relacionadas:
UNIDAD DETECTORA DE PAR CON MEDIOS MEDIDORES DE CARGA AXIAL., del 16 de Enero de 2004, de HONDA GIKEN KOGYO KABUSHIKI KAISHA: Objeto: Realizar una unidad compacta de detección de par.Medios de solución: Una unidad de detección de par comprende un árbol secudnario , engranajes […]
DISPOSITIVO DE MEDIDA DE ESFUERZOS AXIALES SOBRE UN VASTAGO., del 16 de Marzo de 1995, de ELECTRICITE DE FRANCE SERVICE NATIONAL: DISPOSITIVO DE MEDICION DE ESFUERZOS AXIALES SOBRE UNA VARILLA. DISPOSITIVO DE MEDICION DE ESFUERZOS AXIALES EN TRACCION O EN COMPRESION SOBRE UNA VARILLA .UN ANILLO LLEVA […]
 Sistema de moldeo por inyección y método para fabricar un componente, del 25 de Septiembre de 2019, de Extrude to Fill, Inc: Un aparato de moldeo por inyección de extrusión para relleno que comprende:
un barril que incluye un extremo asociado con un molde a través de una […]
Sistema de moldeo por inyección y método para fabricar un componente, del 25 de Septiembre de 2019, de Extrude to Fill, Inc: Un aparato de moldeo por inyección de extrusión para relleno que comprende:
un barril que incluye un extremo asociado con un molde a través de una […]
Aparato para y método de tratar polímeros que contienen un agente espumante, del 10 de Julio de 2013, de TREXEL INC.: Un sistema (10b) para el tratamiento de polímeros que puede hacerse funcionar cíclicamente, que comprende: un tornillo sinfín (14b) montado dentro de un barril (16b) […]
 Máquina de tratamiento de materiales sintéticos y método de funcionamiento de la misma, del 19 de Septiembre de 2012, de Wittmann Battenfeld GmbH: Máquina de tratamiento de materiales sintéticos, en particular máquina de moldeo por inyección, que tiene almenos dos cargas de consumo eléctrico […]
Máquina de tratamiento de materiales sintéticos y método de funcionamiento de la misma, del 19 de Septiembre de 2012, de Wittmann Battenfeld GmbH: Máquina de tratamiento de materiales sintéticos, en particular máquina de moldeo por inyección, que tiene almenos dos cargas de consumo eléctrico […]
DISPOSITIVO PARA LA PREPARACION Y/O LA TRANSFORMACION DE MEZCLAS DE VARIOS COMPONENTES., del 16 de Junio de 2004, de EDF POLYMER-APPLIKATION MASCHINENFABRIK GMBH: Dispositivo para la preparación y/o la transformación de mezclas de varios componentes, en especial de mezclas de materiales plásticos con […]
PROCEDIMIENTO DE MOLDEO DE POLIMERO POR INYECCION DINAMICA ELECTROMAGNETICA Y APARATO CORRESPONDIENTE., del 1 de Enero de 2001, de SOUTH CHINA UNIVERSITY OF TECHNOLOGY: LA INVENCION SE REFIERE A UN METODO DE MOLDEO DE POLIMEROS POR INYECCION DINAMICA ELECTROMAGNETICA, Y AL APARATO PARA EL MISMO. EL CILINDRO DE CARGA Y EL […]
PROCEDIMIENTO TORNILLO SIN FIN Y PRENSA PARA LA INYECCION DE CARGAS SUCESIVAS DE MATERIA PLASTICA PARA MOLDEAR, del 1 de Junio de 1998, de BILLION S.A.: EL TORNILLO SIN FIN DE ESTA PRENSA DE INYECTAR COMPRENDE UNA PARTE TRASERA FILETEADA . ESTA PARTE FILETEADA NO SE EXTIENDE MAS QUE HASTA UNA ZONA […]