Unidad de válvula de llenado.
Unidad de válvula de llenado (1) que comprende:
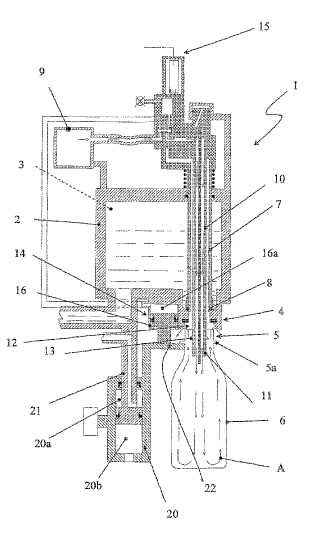
- medios de alimentación (2,
7) para alimentar una cantidad predeterminada de líquido de llenado (3) dentro de un recipiente (6) donde dichos medios de alimentación (2, 7) poseen una boca de salida (4) para el suministro del líquido de llenado;
- medios de inyección (9, 10) para inyectar un fluido gaseoso dentro de un recipiente (6) donde los medios de inyección (9, 10) poseen una boca de salida (11) para inyectar fluido gaseoso y están conectados a los medios de alimentación (2, 7);
- por lo menos un elemento de tope (14) que define un limitador de carrera que actúa sobre el recipiente (6) y conectado funcionalmente a los medios de alimentación (2, 7) y a los medios de inyección (9, 10), dicho elemento de tope (14) siendo móvil y el mismo moviéndose entre al menos dos posiciones operativas que constan de una primera posición operativa, en la cual el elemento de tope sostiene la boca (5) de un recipiente (6) a una distancia predeterminada de la boca de salida (4) de los medios de alimentación (2, 7), y una segunda posición operativa, en la cual el elemento de tope (14) sostiene la boca (5) del recipiente (6) a una distancia de la boca de salida (4) de los medios de alimentación (2, 7) que es menor que la distancia predeterminada,
caracterizada por que los medios de alimentación (2, 7), los medios de inyección (9, 10) y el elemento de tope (14) están conectados funcionalmente a una unidad de control adecuada para controlar el movimiento del elemento de tope (14) y el funcionamiento de los medios de alimentación (2, 7) y de los medios de inyección (9, 10).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2006/000828.
Solicitante: SIDEL INTERNATIONAL AG.
Nacionalidad solicitante: Suiza.
Dirección: BÖSCH 67 6331 HÜNENBERG SUIZA.
Inventor/es: CONFORTI,LUCIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B67C3/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B67 APERTURA Y CIERRE DE BOTELLAS, TARROS O RECIPIENTES ANALOGOS; MANIPULACION DE LIQUIDOS. › B67C LLENADO CON LIQUIDOS O SEMILIQUIDOS, O VACIADO DE BOTELLAS, TARROS, BOTES, CUBAS, BARRILES O RECIPIENTES SIMILARES, NO PREVISTO EN OTRO LUGAR; EMBUDOS. › B67C 3/00 Embotellado de líquidos o semilíquidos; Llenado de tarros o botes con líquidos o semilíquidos utilizando aparatos de embotellar o similares; Llenado de cubas o barriles con líquidos o semilíquidos. › siendo las botellas previamente llenadas de gas inerte, p. ej. de ácido carbónico.
PDF original: ES-2382204_T3.pdf
Fragmento de la descripción:
Unidad de válvula de llenado.
CAMPO TÉCNICO Y ANTECEDENTES DE LA INVENCIÓN En la industria del embotellado la tecnología conocida para llenar recipientes tales como, por ejemplo, botellas, latas y tarros implica el uso de máquinas de llenado provistas de una pluralidad de cabezales de llenado, cada uno de los cuales incluye una válvula de llenado.
En el método conocido hay válvulas de llenado electroneumáticas provistas de un sistema electrónico de control para la gestión de actuadores neumáticos que controlan los movimientos de las partes móviles de las válvulas.
En el sector del llenado de recipientes de plástico, tales como, por ejemplo, los hechos de PET, con líquidos que son sensibles al oxígeno, la etapa de llenado es precedida por una etapa de lavado a presión donde, para eliminar todo vestigio de oxígeno que pudiera haber dentro del recipiente, se inyecta un gas inerte o dióxido de carbono.
El lavado a presión se emplea con recipientes de PET, en particular porque no es posible utilizar un método por vacío: crear un alto vacío dentro de un recipiente hecho de PET podría dañar irremediablemente el mismo recipiente.
Los tipos conocidos de válvulas de llenado tienen un primer tubo para la salida de un líquido desde un tanque y un segundo tubo apropiado para que, durante la etapa de llenado, pueda salir el gas, inyectado con anterioridad dentro del recipiente.
El segundo tubo es dispuesto coaxialmente dentro del tubo de alimentación de líquido y se mueve con desplazamiento ascendente y descendente dentro de este tubo de modo que pueda ser introducido dentro del recipiente. Generalmente el segundo tubo posee una protuberancia en su superficie externa en un punto dispuesto entre sus dos extremidades. Esta protuberancia funciona de válvula de cierre dentro del tubo de alimentación de líquido. Durante el movimiento ascendente y descendente del segundo tubo, la protuberancia abre y cierra el espacio a través del cual fluye el líquido.
En otra versión del método conocido no existe el primer tubo de alimentación de líquido y el tanque que contiene al líquido que sirve para llenar el recipiente está conectado directamente al recipiente a llenar mediante un canal de paso que es abierto y cerrado alternativamente mediante una válvula móvil, la cual normalmente está dispuesta coaxial al segundo tubo, el cual en este caso es fijo.
Según este método conocido, generalmente la válvula de llenado es fija y el recipiente a llenar, por ejemplo una botella de PET, se mueve hacia arriba y hacia abajo con un movimiento alternativo en el eje vertical. El recipiente se mueve entre dos posiciones. En la primera, posición de lavado a presión, el recipiente es acercado a la sección de alimentación de la válvula de modo que permita que el segundo tubo se introduzca dentro del mismo recipiente e inyecte el gas. En la posición de lavado a presión, la boca del recipiente no se apoya herméticamente contra la sección de alimentación de la válvula. En la segunda posición de llenado el recipiente es movido hacia la válvula de llenado de modo que la boca del recipiente se apoye herméticamente contra la sección de alimentación de la válvula. Esta acción impide que el oxígeno entre dentro del recipiente durante el llenado.
45 Aparte de las dos posiciones operativas descritas anteriormente, el recipiente también tiene una posición de reposo que es la posición que ocupa en el momento de carga de la máquina de llenado.
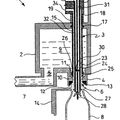
La figura 1 muestra, según la técnica anterior, que el recipiente normalmente es movido por un cilindro neumático 50 (100) . En el caso de llenado de botellas de PET (101) , el cilindro neumático posee medios de toma (102) para sujetar el cuello del recipiente. Actualmente, la duración de la etapa de lavado a presión es controlada por una leva mecánica (103) adecuadamente configurada y un rodillo (104) que rueda sobre la leva y que está conectado a dicho cilindro neumático (100) .
55 En máquinas rotativas de llenado esta leva puede tener un perfil de dos escalones con:
- un primer tramo a una altura fija con respecto al suelo;
- un tramo de conexión descendente seguido por un segundo tramo a una altura fija, la cual es menor que aquella del primer tramo;
60. un tramo ascendente seguido por un tercer tramo a una altura fija, la cual es fundamentalmente igual a la altura del primer tramo.
Los tramos de altura fija y los tramos de conexión se alternan en la dirección de rotación de la máquina de llenado.
65 La longitud del segundo tramo de altura fija (inferior) se emplea para definir la duración de la etapa de lavado a
presión.
El rodillo conectado al cilindro neumático sigue el perfil de la leva de modo que el recipiente primero se mueva hacia abajo desde la posición de carga hasta la posición de lavado a presión y luego se mueva hacia arriba desde la posición de lavado a presión hasta la posición de llenado.
El documento EP 634.357 corresponde al preámbulo de la reivindicación 1 y da a conocer un método y un dispositivo en los cuales las cantidades de llenado son determinadas por la terminación del proceso de llenado de manera que el nivel al cual es vertido el líquido dentro de las botellas interrumpa el reflujo de gas que sale de las botellas a través del tubo de gas de retorno y provoque el cierre de la válvula del líquido, siendo fijado sin posibilidad de desplazamiento el tubo de gas de retorno a su nivel en el elemento de llenado en este proceso. En este proceso la posición vertical del recorrido de reflujo de los gases de retorno tomados de la botella es ajustada con respecto a las botellas y las juntas de las botellas son desplazadas verticalmente sobre los elementos de llenado, lo cual afecta, de este modo, la cantidad vertida dentro de las botellas. De acuerdo con el dispositivo, en cada elemento de carrera está dispuesto un tope límite de carrera y el dispositivo de sellado tiene un elemento de sellado hermético que puede ser movido en línea vertical en la caja de válvulas.
El documento NL 8.701.128 describe una máquina para llenar botellas que tiene un recipiente cilíndrico de almacenamiento que gira sobre un eje vertical y con válvulas de llenado en la parte inferior cerca de la periferia. Cada una de ellas tiene una tuerca que se enrosca sobre un filete para formar, durante el llenado, un tope de altura ajustable para la parte superior de la botella. Todas las tuercas están acopladas a un propulsor común. Este último incorpora una cinta transmisora flexible sin fin acoplada a cada una de las tuercas y también a un propulsor central.
En resumidas cuentas, las válvulas de llenado del tipo conocido exigen una leva con un perfil y una longitud predefinidos para controlar los movimientos del recipiente y controlar su distancia con respecto a la válvula de llenado; el perfil y la longitud de la leva controlan la duración de la etapa de llenado.
Las válvulas de llenado descritas de manera breve anteriormente muestran desventajas notables.
La desventaja principal es que no permiten cambios de tamaño. Cuando hay que llenar recipientes de un tamaño diferente es imperioso detener la máquina de llenado y reemplazar la leva por otra leva con un perfil y una longitud que sean adecuados para la nueva duración de la etapa de lavado a presión. La duración de la etapa de lavado a presión fundamentalmente es proporcional al volumen del recipiente a llenar. En efecto, a medida que aumenta el volumen del recipiente, también aumenta el tiempo necesario para sacar completamente el oxígeno que hay dentro del recipiente.
Otra desventaja de las válvulas de llenado del tipo conocido es que en el caso de una parada de la máquina, las mismas no permiten completar el ciclo de llenado de los recipientes que ya han sido lavados pero que todavía no han alcanzado la sección de alimentación de la válvula. La presencia de una leva con un perfil fijo y predeterminado no permite que el recipiente se acerque a la sección de alimentación de la válvula para comenzar el llenado y expulsar el fluido de lavado a presión. Esto permite que el oxígeno vuelva a entrar dentro del recipiente. Lo cual provoca un innecesario desperdicio de dióxido de carbono o gas inerte. Además, esto provoca una merma de productividad porque los recipientes que han sido tratados con gas pero no han sido llenados deben ser descartados.
EXPOSICIÓN DE LA INVENCIÓN El propósito de la presente invención... [Seguir leyendo]
Reivindicaciones:
1. Unidad de válvula de llenado (1) que comprende:
- medios de alimentación (2, 7) para alimentar una cantidad predeterminada de líquido de llenado (3) dentro de un recipiente (6) donde dichos medios de alimentación (2, 7) poseen una boca de salida (4) para el suministro del líquido de llenado;
- medios de inyección (9, 10) para inyectar un fluido gaseoso dentro de un recipiente (6) donde los medios da inyección (9, 10) poseen una boca de salida (11) para inyectar fluido gaseoso y están conectados a los medios de alimentación (2, 7) ;
- por lo menos un elemento de tope (14) que define un limitador de carrera que actúa sobre el recipiente (6) y conectado funcionalmente a los medios de alimentación (2, 7) y a los medios de inyección (9, 10) , dicho elemento de tope (14) siendo móvil y el mismo moviéndose entre al menos dos posiciones operativas que
constan de una primera posición operativa, en la cual el elemento de tope sostiene la boca (5) de un recipiente (6) a una distancia predeterminada de la boca de salida (4) de los medios de alimentación (2, 7) , y una segunda posición operativa, en la cual el elemento de tope (14) sostiene la boca (5) del recipiente (6) a una distancia de la boca de salida (4) de los medios de alimentación (2, 7) que es menor que la distancia predeterminada, caracterizada por que los medios de alimentación (2, 7) , los medios de inyección (9, 10) y el elemento de tope (14) están conectados funcionalmente a una unidad de control adecuada para controlar el movimiento del elemento de tope (14) y el funcionamiento de los medios de alimentación (2, 7) y de los medios de inyección (9, 10) .
2. Una unidad de válvula de llenado según la reivindicación 1, donde la unidad de control comprende por lo menos una válvula de solenoide (15) .
3. Una unidad de válvula de llenado según una cualquiera de las precedentes reivindicaciones, donde el elemento de tope (14) está conectado funcionalmente a un circuito que contiene fluido de accionamiento a una presión predeterminada que actúa sobre el elemento de tope (14) para moverlo entre la primera y la segunda posición operativa.
4. Una unidad de válvula de llenado según una cualquiera de las reivindicaciones anteriores, donde el elemento de tope (14) comprende un cursor (18) alojado en un asiento (16) que se mueve entre una primera posición activa, en la cual la sección de accionamiento (18a) del cursor (18) sobresale del asiento (16) , y una segunda posición activa, en la cual la sección de accionamiento (18a) del cursor (18) está contenida, al menos en parte, dentro del asiento (16) .
5. Una unidad de válvula de llenado según la reivindicación 4, donde el cursor (18) divide el asiento (16) en dos cámaras (16a y 16b) , cada una de las cuales tiene un volumen que varía en función de la posición del cursor (18)
dentro de dicho asiento (16) .
6. Una unidad de válvula de llenado según la reivindicación 5, que comprende medios para aplicar una presión predeterminada al fluido de accionamiento presente en por lo menos una de las cámaras (16a, 16b) de modo que la sección de accionamiento (18a) del cursor (18) se mueva entre una primera posición activa y una segunda posición 45 activa.
7. Una unidad de válvula de llenado según la reivindicación 6, que comprende medios de control conectados a los medios de alimentación (2, 7) , a los medios de inyección (9, 10) y a los medios para aplicar una presión predeterminada a por lo menos una de las cámaras (16a, 16b) de manera que accione el movimiento del cursor (18)
50 y controle los medios de alimentación (2, 7) y los medios de inyección (9, 10) de manera que funcionen las etapas de lavado a presión y de llenado.
8. Una unidad de válvula de llenado según la reivindicación 7, donde los medios de control comprenden por lo menos una válvula de solenoide (15) .
5.
9. Una unidad de válvula de llenado según una cualquiera de las precedentes reivindicaciones, donde el elemento de tope (14) actúa sobre medios de elevación (20, 21) adecuados para mover la boca (5) de un recipiente (6) hacia la unidad de válvula (1) .
60 10. Una unidad de válvula de llenado según una cualquiera de las reivindicaciones anteriores, donde los medios de alimentación comprenden:
- un tanque (2) que contiene un líquido de llenado (3) con por lo menos una boca de salida (4) para el
suministro del líquido de llenado donde la boca de salida (4) está configurada de modo de aceptar la boca (5) 65 del recipiente (6) ;
- una válvula (7) conectada a la boca de salida (4) y móvil entre una posición de cierre y una posición de apertura de dicha boca de salida (4) .
11. Una unidad de válvula de llenado según una cualquiera de las reivindicaciones anteriores, donde los medios de 5 inyección comprenden:
- un depósito (9) en cuyo interior hay un fluido gaseoso;
- un tubo de inyección (10) conectado al depósito (9) y que tiene una boca de salida (11) configurada de modo que pueda introducirse dentro de la boca (5) del recipiente (6) .
1.
12. Una unidad de válvula de llenado según una cualquiera de las reivindicaciones anteriores, donde los medios de alimentación y los medios de inyección, juntos, comprenden:
- un tanque (2) en cuyo interior hay un líquido de llenado (3) que tiene una boca de salida (4) para el
suministro del líquido y donde la boca de salida (4) está configurada de modo que pueda introducirse dentro de la boca (5) del recipiente (6) ; -un depósito (9) en cuyo interior hay un fluido gaseoso;
- una válvula tubular (7) conectada a la boca de salida (4) y móvil entre una posición de apertura y una
posición de cierre de modo que una sección de la superficie lateral de la válvula (7) actúe sobre la boca de 20 salida (4) para obstruirla;
- un tubo de inyección (10) conectado al depósito (9) en cuyo interior se halla el fluido gaseoso y que tiene una boca de salida (11) configurada de modo que pueda introducirse dentro de la boca (5) del recipiente (6) y donde el tubo de inyección (10) está dispuesto coaxialmente a la válvula (7) .
13. Una unidad de válvula de llenado según la reivindicación 12, donde el tubo de inyección (10) posee un deflector de flujo (13) ubicado en una parte extrema (12) del mismo tubo de inyección (10) apropiado para ser impactado por el líquido de llenado y cuyo propósito es el de impedir la formación de espuma dentro del recipiente.
14. Una unidad de válvula de llenado según una cualquiera de las precedentes reivindicaciones de 11 a 13, donde el tubo de inyección (10) funciona, durante la etapa de llenado, como tubo de expulsión del fluido gaseoso alimentado con anterioridad dentro del recipiente durante la etapa de lavado a presión.
15. Una máquina de llenado caracterizada por que posee una unidad de válvula de llenado (1) de acuerdo con una cualquiera de las reivindicaciones anteriores.
Patentes similares o relacionadas:
APARATO DE TRATAMIENTO CON GAS INERTE DE BOTELLAS PARA LÍQUIDOS ALIMENTARIOS Y PROCEDIMIENTO CORRESPONDIENTE, del 14 de Enero de 2016, de LINDE AG: La invención se refiere a un sistema de inertización de botellas para el almacenado de líquidos alimentarios que comprende una fuente de alimentación de gas inerte […]
PROCEDIMIENTO PARA EL LLENADO DE RECIPIENTES., del 1 de Febrero de 2007, de EADS SPACE TRANSPORTATION GMBH: Procedimiento para el llenado de un recipiente en ingravidez, caracterizado porque el recipiente es llenado en un primer paso con un gas y en un segundo paso con un líquido […]
CAÑO DE LLENADO CON SISTEMA DE APLICACION DE NITROGENO Y DISPOSITIVO DE LIMPIEZA AUTOMATICO PARA MAQUINAS EMBOTELLADORAS., del 16 de Febrero de 2006, de IRUNDIN, S.L.: Caño de llenado con sistema de aplicación de nitrógeno para máquinas embotelladoras. El caño incorpora un dispositivo inyector , adosado transversalmente al cuerpo […]
MEDIOS DE CONEXION PARA APARATOS PARA LA MEDICION DEL VOLUMEN DE ENVASES., del 16 de Diciembre de 2003, de LEHMANN, MARTIN: CONEXION PARA APARATOS PARA MEDIR EL VOLUMEN DE ENVASES CON UNA CARCASA DE CONEXION, AL MENOS UNA CONEXION PARA UNA TUBERIA DE ENTRADA ASI COMO CON UN FUELLE ELASTICO […]
PROCEDIMIENTO PARA EL LLENADO DE RECIPIENTES, E INSTALACION PARA SU REALIZACION., del 1 de Julio de 2003, de SIDEL S.A.: La invención se refiere a un conjunto de aditivos que confiere una estabilidad a los rayos ultravioletas y destinados a utilizarse en un […]
METODO Y APARATO PARA ENVASAR UNA BEBIDA EN UN ENVASE., del 1 de Julio de 1997, de GUINNESS BREWING WORLDWIDE LIMITED: SE PRESENTA UN METODO Y UN APARATO PARA ENVASAR UNA BEBIDA EN UN ENVASE QUE TIENE UNA CAMARA PRIMARIA Y UNA CAMARA SECUNDARIA RELATIVAMENTE MENOR QUE SE COMUNICA […]
DISPOSITIVO MIXTO DE TRASIEGO DE UN LIQUIDO Y DISPOSITIVO DE LIMPIEZA ASOCIADO, del 16 de Diciembre de 1996, de CAREME, PAUL JOUBERT, ANDRE: DISPOSITIVO MIXTO DE TRASIEGO DE LIQUIDO DEL TIPO DE LIGERA PRESION O LIGERA DEPRESION, EN ESPECIAL APLICADO A LA OPERACION DE EMBOTELLAMIENTO […]
 UNIDAD DE VALVULA PARA MAQUINAS DE LLENADO CON SONDA DE LECTURA DE NIVEL EN CONDUCTO ELECTRICAMENTE AISLANTE, del 20 de Octubre de 2009, de SIDEL HOLDINGS & TECHNOLOGY S.A.: Una unidad de válvula para llenado, en particular para máquinas de llenado de recipientes , que comprende un cuerpo hueco en el que está alojado […]
UNIDAD DE VALVULA PARA MAQUINAS DE LLENADO CON SONDA DE LECTURA DE NIVEL EN CONDUCTO ELECTRICAMENTE AISLANTE, del 20 de Octubre de 2009, de SIDEL HOLDINGS & TECHNOLOGY S.A.: Una unidad de válvula para llenado, en particular para máquinas de llenado de recipientes , que comprende un cuerpo hueco en el que está alojado […]