Unidad compacta de recuperación de azufre de varios pisos.
Una unidad de recuperación de azufre compacta y en pisos (10),
que comprende:
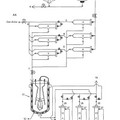
un quemador (12) en conexión mediante fluidos con una cámara de combustión (14);
una cámara de reacción (16) que tiene un cuerpo horizontal (22) y un plénum sustancialmente vertical (24);
teniendo el cuerpo horizontal (22) de la cámara de reacción (16) extremos opuestos (28,30); teniendo el plénum vertical (24) un extremo inferior (32) y un extremo superior (34); en el que un extremo del cuerpo horizontal (22) de la cámara de reacción (16) está en conexión mediante fluidos con la cámara de combustión (14);
en el que el otro extremo del cuerpo horizontal (22) de la cámara de reacción (16) está en conexión mediante fluidos con el extremo inferior (32) del plénum vertical (24);
una caldera de recuperación (18) en conexión mediante fluidos con el extremo superior (34) del plénum vertical (24) de la cámara de reacción (16);
un colector de vapor (20) en conexión mediante fluidos con la caldera de recuperación (18);
una conexión de entrada (26) en el cuerpo horizontal (22) de la cámara de reacción (16) para recibir un gas de azufre ácido;
una conexión de salida (36) en la caldera de recuperación (18) para liberar los productos de combustión calientes a fin de extraer más azufre corriente abajo en el proceso; y
en la que la caldera de recuperación (18) se monta encima del cuerpo horizontal (22) de la cámara de reacción (16) y el colector de vapor (20) se monta encima de la caldera de recuperación (18), dando como resultado una unidad de recuperación de azufre compacta y en pisos (10).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2009/003959.
Solicitante: Born, Sidney Leroy.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 50 Lansing Street, No. 704 San Francisco, CA 94105 ESTADOS UNIDOS DE AMERICA.
Inventor/es: Born,Sidney Leroy.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B01D53/48 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01D SEPARACION (separación de sólidos por vía húmeda B03B, B03D, mesas o cribas neumáticas B03B, por vía seca B07; separación magnética o electrostática de materiales sólidos a partir de materiales sólidos o de fluidos, separación mediante campos eléctricos de alta tensión B03C; aparatos centrifugadores B04B; aparato de vórtice B04C; prensas en sí para exprimir los líquidos de las sustancias que los contienen B30B 9/02). › B01D 53/00 Separación de gases o de vapores; Recuperación de vapores de disolventes volátiles en los gases; Depuración química o biólogica de gases residuales, p. ej. gases de escape de los motores de combustión, humos, vapores, gases de combustión o aerosoles (recuperación de disolventes volátiles por condensación B01D 5/00; sublimación B01D 7/00; colectores refrigerados, deflectores refrigerados B01D 8/00; separación de gases difícilmente condensables o del aire por licuefacción F25J 3/00). › Compuestos de azufre.
- C01B17/04 QUIMICA; METALURGIA. › C01 QUIMICA INORGANICA. › C01B ELEMENTOS NO METALICOS; SUS COMPUESTOS (procesos de fermentación o procesos que utilizan enzimas para la preparación de elementos o de compuestos inorgánicos excepto anhídrido carbónico C12P 3/00; producción de elementos no metálicos o de compuestos inorgánicos por electrólisis o electroforesis C25B). › C01B 17/00 Azufre; Sus compuestos. › a partir de compuestos sulfurados gaseosos, incluyendo los sulfuros gaseosos.
PDF original: ES-2385136_T3.pdf
Fragmento de la descripción:
Unidad compacta de recuperación de azufre de varios pisos Campo de la invencion De manera general, esta invención se refiere a una unidad compacta de recuperación de azufre, de varios pisos, para la recuperación de azufre elemental a partir de sulfuro de hidr6geno y, mas particularmente, a una unidad compacta de recuperación de azufre de varios pisos que utiliza una configuración de diseno eficiente, compacto, que combina un quemador, una camara de combustión, una camara de reacción, una caldera de recuperación y un colector de vapor en un diseno compacto, de tres niveles o pisos, que necesita espacio solo para una unica plataforma.
Descripcion de la tecnica relacionada Las plantas de recuperación de azufre, tambien denominadas plantas Claus, son bien conocidas y utilizan el procedimiento de desulfurización de gases mas significativo para recuperar azufre elemental a partir de sulfuro de hidr6geno gaseoso (H2S) . El sulfuro de hidr6geno es un gas incoloro, inflamable, corrosivo, altamente t6xico y que tiene un olor acre. Las plantas de recuperación de azufre recuperan azufre elemental a partir de gas sulfuro de 15 hidr6geno que se encuentra en el gas natural y a partir de gases que contienen sulfuro de hidr6geno que son subproductos resultantes de procesos de refinado del petr6leo y otros procesos industriales. Las plantas de recuperación de azufre se pueden dividir en dos etapas de proceso primarias: una etapa termica o de combustión y una etapa catalftica. En la etapa termica, que se lleva a cabo en una camara de combustión y reactor, el gas sulfuro de hidr6geno se oxida parcialmente con una cantidad estequiometrica de aire o con una mezcla de oxígeno y aire en 20 un quemador. La reacción de oxidación (vease ecuación 1 mas adelante) es altamente exotermica y no limitada por el equilibrio. Mientras esta en el reactor, una parte del sulfuro de hidr6geno que no ha sufrido la combustión reacciona con algo del producto di6xido de azufre (S02) para formar azufre elemental (Sn) y vapor de agua (ecuación 2 mas adelante) , lo cual se denomina a veces "reacción de Claus"; es endotermica y el grado de conversión del sulfuro de hidr6geno y del di6xido de azufre en azufre elemental esta limitado solo por el equilibrio químico de la reacción.
Las siguientes reacciones químicas se utilizan en las plantas de recuperación de azufre para convertir el gas sulfuro de hidr6geno en azufre elemental:
H2S + 3/2 02 <==> S02 + H20 (1)
2 H2S + S02 <==> 3/n Sn + 2 H20 (2)
La reacción global para el proceso es:
3 H2S + 3/2 02 <==> 3/n Sn + 3 H20 (3)
En la etapa termica, un total de aproximadamente 60 a 70 % del gas sulfuro de hidr6geno alimentado originalmente a la camara de reacción se convierte en azufre elemental. Los gases de combustión calientes de la camara de combustión entran en una caldera de recuperación o caldera caldeada por gases desprendidos y se enfrfan 35 parcialmente generando vapor. Los gases de combustión calientes se enfrfan suficientemente para condensar el azufre elemental formado en la camara de combustión. El calor despedido por los gases de combustión y el calor de condensación desprendido se utilizan para generar vapor. El azufre elemental condensado se elimina de la caldera de recuperación, mientras que el sulfuro de hidr6geno que permanece sin experimentar la reacción de combustión y el di6xido de azufre entran en la etapa catalftica para la eliminación adicional de azufre en el proceso, que se lleva a cabo típicamente en una serie de reactores catalfticos situados corriente abajo.
En la etapa catalftica, el sulfuro de hidr6geno que queda reacciona con el di6xido de azufre a temperaturas mas bajas sobre un lecho de catalizadores de conversión en azufre, típicamente alumina o di6xido de titanio. Antes de que pasen sobre los catalizadores, los gases se vuelven a calentar, con el fin de evitar que el azufre condense en el lecho de catalizadores corriente abajo. Despues de eso, el sulfuro de hidr6geno que queda reacciona con el di6xido 45 de azufre a temperaturas mas bajas sobre el catalizador para producir mas azufre. Se necesitan reactores catalfticos adicionales para conseguir que la reacción se complete, eliminando el azufre elemental entre los reactores catalfticos. En la reacción influyen diversos factores, como la concentración, el caudal y la temperatura de la reacción. En cualquier parte se emplean usualmente de manera industrial de una a cuatro etapas adicionales de calentamiento, reacción y condensación para hacer reaccionar la mayor parte del sulfuro de hidr6geno y del di6xido 50 de azufre que quedan. Tfpicamente, el gas residual de la planta de recuperación de azufre se encamina o bien a una unidad de gas residual para su desulfurización adicional o bien a una unidad de incineración, lo que puede permitir alcanzar una tasa de recuperación del azufre superior al 97 %.
Las unidades actuales de recuperación de azufre (SRU por sus siglas en ingles) utilizadas en la etapa termica de refinerfas estan disenadas y dispuestas típicamente en forma lineal, extremo con extremo. Ademas, el quemador, la 55 camara de combustión, la camara de reacción y la caldera de recuperación de las SRU conocidas estan situadas en
plataformas individuales separadas de piso bajo. 0tra desventaja es que típicamente los equipos estan disenados y dispuestos de forma lineal, extremo con extremo, mas cara de construir y que implica que la SRU ocupe una gran cantidad de espacio para su implantación. Con el fin de cumplir las normativas medioambientales cada vez mas restrictivas, las SRU típicas suponen cada vez mas aparatos y ocupan mucho espacio.
Por lo tanto, es conveniente y deseable proporcionar una SRU compacta, en pisos, que proporcione ahorros de espacio del orden de 50 a 65 % respecto de las SRU tradicionales dispuestas de manera lineal.
Ademas es conveniente proporcionar una SRU compacta, en pisos, que permita a una refinerfa existente que se esta modernizando o renovando y/o ampliando su capacidad implementarse sin tener que resituar carreteras, racks de tuberfas y otros equipos.
Ademas es conveniente proporcionar una SRU compacta, en pisos, que proporcione ventajas a nuevas construcciones de plantas ahorrando espacio de implantación, tuberfas, soportes de tuberfas etc.
Compendio de la invencion En general, en un primer aspecto, la invención se refiere a una unidad de recuperación de azufre compacta, en pisos, que incluye un quemador en conexión de fluidos con una camara de combustión y una camara de reacción que tiene un cuerpo horizontal y un plenum o camara de empuje sustancialmente vertical. El cuerpo horizontal de la camara de reacción tiene extremos opuestos mientras que el plenum vertical tiene un extremo inferior y un extremo superior. Un extremo del cuerpo horizontal de la camara de reacción esta en conexión de fluidos con la camara de combustión en el extremo inferior del plenum vertical. La unidad de recuperación de azufre compacta, en pisos, incluye tambien una caldera de recuperación en conexión de fluidos con el extremo superior del plenum vertical de la camara de reacción y a un colector de vapor en conexión de fluidos con la caldera de recuperación. Se proporciona una conexión de entrada en el cuerpo horizontal de la camara de reacción para recibir un gas de azufre acido, como sulfuro de hidr6geno gaseoso. Se proporciona una conexión de salida en la caldera de recuperación para liberar los productos de combustión calientes para la extracción adicional de azufre corriente abajo en el proceso. La caldera de recuperación se monta encima del cuerpo horizontal de la camara de reacción y el colector de vapor se monta encima, a su vez, de la caldera de recuperación; todo ello da como resultado la unidad de recuperación de azufre compacta, en pisos.
El quemador, la camara de combustión, la camara de reacción, la caldera de recuperación y el colector de vapor de la unidad de recuperación de azufre compacta, en pisos, pueden estar orientadas horizontalmente, respectivamente. Ademas, el quemador, la camara de combustión y el cuerpo horizontal de la camara de reacción pueden formar un primer piso; la caldera de recuperación puede formar un segundo piso y el colector de vapor puede formar un tercer piso. El primer piso, el segundo piso y el tercer piso se pueden alinear sobre ejes paralelos. Ademas, el quemador, la camara de combustión y el cuerpo horizontal de la camara de reacción se pueden alinear coaxialmente. Ademas, la conexión de entrada de la camara de reacción y la conexión de salida de la caldera de recuperación... [Seguir leyendo]
Reivindicaciones:
1. Una unidad de recuperación de azufre compacta y en pisos (10) , que comprende:
un quemador (12) en conexión mediante fluidos con una camara de combustión (14) ;
una camara de reacción (16) que tiene un cuerpo horizontal (22) y un plenum sustancialmente vertical (24) ;
teniendo el cuerpo horizontal (22) de la camara de reacción (16) extremos opuestos (28, 30) ; teniendo el plenum vertical (24) un extremo inferior (32) y un extremo superior (34) ; en el que un extremo del cuerpo horizontal (22) de la camara de reacción (16) esta en conexión mediante fluidos con la camara de combustión (14) ; en el que el otro extremo del cuerpo horizontal (22) de la camara de reacción (16) esta en conexión mediante fluidos con el extremo inferior (32) del plenum vertical (24) ;
una caldera de recuperación (18) en conexión mediante fluidos con el extremo superior (34) del plenum vertical (24) de la camara de reacción (16) ;
un colector de vapor (20) en conexión mediante fluidos con la caldera de recuperación (18) ;
una conexión de entrada (26) en el cuerpo horizontal (22) de la camara de reacción (16) para recibir un gas de azufre acido;
una conexión de salida (36) en la caldera de recuperación (18) para liberar los productos de combustión calientes a fin de extraer mas azufre corriente abajo en el proceso; y en la que la caldera de recuperación (18) se monta encima del cuerpo horizontal (22) de la camara de reacción (16) y el colector de vapor (20) se monta encima de la caldera de recuperación (18) , dando como resultado una unidad de recuperación de azufre compacta y en pisos (10) .
2. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 1 en la que el quemador, la camara de combustión, la camara de reacción, la caldera de recuperación y el colector de vapor estan orientados horizontalmente, respectivamente.
3. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 2 en la que el quemador, la camara de combustión, el cuerpo horizontal de la camara de reacción y el extremo inferior del plenum vertical forman un primer piso; en el que la caldera de recuperación y el extremo superior del plenum vertical forman un segundo piso; en el que el colector de vapor forma un tercer piso y en el que el primer piso, el segundo piso y el tercer pisos estan alineados a lo largo de ejes paralelos.
4. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 1 en la que el quemador, la camara de combustión y el cuerpo horizontal de la camara de reacción estan alineados coaxialmente.
6. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 1 en la que el gas acido de azufre es sulfuro de hidr6geno gaseoso. 8. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 7 en la que elementos termicos internos son tubos ceramicos o materiales refractarios. 9. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 1 en la que la camara de 40 reacción incluye varias zonas de reacción dentro de la camara de reacción. 10. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 1 en la que la caldera de recuperación se monta en una plataforma de soporte encima del cuerpo horizontal de la camara de reacción. 11. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 1 en la que la orientación de la caldera de recuperación y el plenum vertical forman un muro de calor radiante entre la camara de reacción y la 45 caldera de recuperación. 12. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 1 en la que los gases acidos de azufre dentro de la camara de reacción se calientan hasta aproximadamente 1000 -1300 °C utilizando el quemador que esta en conexión mediante fluidos con la camara de combustión. 13. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 12 en la que los gases acidos 50 de azufre calentados forman los productos de combustión calientes que salen por el extremo superior del plenum vertical de la camara de reacción hacia la caldera de recuperación. 14. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 13 en la que los productos de combustión calientes se enfrfan parcialmente en la caldera de recuperación hasta aproximadamente 300 -500 °C por el vapor creado en el colector de vapor. 15. Una unidad de recuperación de azufre compacta y en pisos (10) de la reivindicación 1, que comprende: una camara de combustión (14) sustancialmente horizontal que tiene un quemador (12) en un primer extremo terminal; una camara de reacción (16) sustancialmente horizontal que tiene un cuerpo principal (22) y un plenum sustancialmente vertical (24) ; teniendo el cuerpo principal (22) de la camara de reacción (16) extremos opuestos; teniendo el plenum vertical (24) un extremo inferior (32) y un extremo superior (34) ; en la que un extremo del cuerpo principal (22) de la camara de reacción (16) esta en conexión mediante fluidos con un segundo extremo terminal de la camara de combustión (14) ; en la que el otro extremo del cuerpo principal (22) de la camara de reacción (16) esta en conexión mediante fluidos con el extremo inferior (32) del plenum vertical (24) ; una caldera de recuperación (18) sustancialmente horizontal conectada al extremo superior (34) del plenum 15 vertical (24) de la camara de reacción (16) ; un colector de vapor (20) sustancialmente horizontal en conexión mediante fluidos con la caldera de recuperación (18) ; una conexión de entrada (26) en el cuerpo principal (22) de la camara de reacción (16) para recibir el sulfuro de hidr6geno gaseoso; una conexión de salida (36) en la caldera de recuperación (18) para liberar productos de combustión calientes a fin de extraer mas azufre corriente abajo en el proceso; en la que el quemador (12) , la camara de combustión (14) y el cuerpo principal (22) de la camara de reacción (16) estan alineados coaxialmente; en la que el quemador (12) , la camara de combustión (14) , el cuerpo principal (22) de la camara de reacción (16) 25 y el extremo inferior (32) del plenum vertical (24) forman un primer piso (42) de una unidad de recuperación de azufre compacta y en pisos (10) ; en la que la caldera de recuperación (18) y el extremo superior (34) del plenum vertical (24) forma un segundo piso (44) de la unidad de recuperación de azufre compacta y en pisos (10) ; en la que el colector de vapor (20) forma un tercer piso (46) de la unidad de recuperación de azufre compacta y 30 en pisos (10) ; y en la que el primer piso (42) , el segundo piso (44) y el tercer piso (46) de la unidad de recuperación de azufre compacta y en pisos (10) se alinean a lo largo de ejes paralelos. 16. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 15 en la que la conexión de entrada de la camara de reacción y la conexión de salida de la caldera de recuperación se situan cerca de los 35 mismos extremos de la unidad de recuperación de azufre compacta y en pisos. 17. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 15 en la que el cuerpo principal y el plenum vertical de la camara de reacción incluyen elementos termicos internos. 18. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 17 en la que los elementos termicos son tubos ceramicos o materiales refractarios. 19. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 15 en la que la camara de reacción incluye varias zonas de reacción dentro de la camara de reacción. 20. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 15 en la que la caldera de recuperación se monta en una plataforma de soporte encima del cuerpo principal de la camara de reacción y en la que la orientación de la caldera de recuperación y del plenum vertical forman un muro de calor radiante entre la 45 camara de reacción y la caldera de recuperación. 30 5. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 1 en la que la conexión de entrada de la camara de reacción y la conexión de salida de la caldera de recuperación se colocan cerca de los mismos extremos de la unidad de recuperación de azufre compacta y en pisos.
35 7. La unidad de recuperación de azufre compacta y en pisos de la reivindicación 1 en la que el cuerpo horizontal y el plenum vertical de la camara de reacción incluyen elementos termicos internos.
Patentes similares o relacionadas:
Configuraciones y procedimientos para el enriquecimiento avanzado de oxígeno para la recuperación del azufre, del 13 de Mayo de 2020, de FLUOR TECHNOLOGIES CORPORATION: Planta de procesamiento de gas, que comprende: un sistema de reactor Claus que tiene una fase térmica que comprende un incinerador y un horno de reacción, una fase […]
 Producción de sintegas mediante un proceso de reducción de CO2, del 28 de Agosto de 2019, de POLITECNICO DI MILANO: Un proceso para producir gas de síntesis que comprende la reacción endotérmica entre CO2 y H2S, de acuerdo con el siguiente esquema de reacción […]
Producción de sintegas mediante un proceso de reducción de CO2, del 28 de Agosto de 2019, de POLITECNICO DI MILANO: Un proceso para producir gas de síntesis que comprende la reacción endotérmica entre CO2 y H2S, de acuerdo con el siguiente esquema de reacción […]
Eliminación de sulfuro de hidrógeno y recuperación de azufre de una corriente de gas por oxidación catalítica directa y reacción de Claus, del 21 de Agosto de 2019, de AXENS: Un proceso para la eliminación de sulfuro de hidrógeno (H2S) de una corriente de gas que contiene H2S mediante dos o más reactores catalíticos conectados […]
Proceso de eliminación de compuestos de azufre a partir de un gas con etapas de hidrogenación y oxidación directa, del 6 de Mayo de 2019, de Prosernat: Proceso para la eliminación de compuestos de azufre contenidos en un gas a procesar que contiene hasta un 15 % en volumen de compuestos de azufre expresados como H2S, […]
Aparato de recuperación de azufre regenerado, del 13 de Diciembre de 2017, de SUMITOMO CHEMICAL COMPANY, LIMITED: Un aparato de recuperación de azufre regenerado colocado en una planta de recuperación de azufre que incluye un purificador de azufre que enfría azufre […]
Método para eliminar compuestos que contienen azufre de flujos de combustible fluido, del 13 de Enero de 2016, de Intramicron, Inc: Un método para eliminar compuestos que contienen azufre de flujos de combustible fluido, comprendiendo el método poner en contacto el flujo de combustible gaseoso con […]
 MÉTODO Y SISTEMA PARA OBTENER GAS DULCE, GAS SINTÉTICO Y AZUFRE A PARTIR DE GAS NATURAL, del 8 de Enero de 2015, de CENTRO DE INVESTIGACIÓN EN QUÍMICA APLICADA: Un método para obtener gas dulce, gas sintético y azufre a partir de gas natural, el método incluye los pasos de eliminar impurezas del gas natural […]
MÉTODO Y SISTEMA PARA OBTENER GAS DULCE, GAS SINTÉTICO Y AZUFRE A PARTIR DE GAS NATURAL, del 8 de Enero de 2015, de CENTRO DE INVESTIGACIÓN EN QUÍMICA APLICADA: Un método para obtener gas dulce, gas sintético y azufre a partir de gas natural, el método incluye los pasos de eliminar impurezas del gas natural […]
Aplicación de oxígeno en unidades de Claus cargadas con una carga adicional - particularmente una corriente de gas residual que contiene SO2 y que procede de la regeneración de adsorbente, del 1 de Octubre de 2014, de LINDE AKTIENGESELLSCHAFT: Un método para separar azufre de un fluido, que comprende las etapas de: - proporcionar un primer fluido que comprende un compuesto con contenido en […]