Procedimiento para soldar dos carriles de una vía.
Procedimiento para soldar dos carriles (8, 10, 14) de una vía por medio de un equipo de soldadura (1) de unamáquina de soldar (20),
en el que dos carriles (8, 10, 14) agarrados, respectivamente, por una pareja de mordazasde sujeción (6) del equipo de soldar (1) se mueven bajo la impulsión de cilindros de recalcar (3) en la direcciónlongitudinal de los carriles y se sueldan entre sí, en el que en el marco de una llamada soldadura definitiva en unadirección de trabajo (11) delante de la máquina (20), a través de una unión por aplicación de fuerza de una seccióndel carril (14) con traviesas (15) se forma un anclaje de los carriles (16) y en el caso de una desviación de unatemperatura actual de los carriles con respecto a la temperatura neutra local, se introducen tensiones en los carrilesa soldar, caracterizado porque paralelamente a la soldadura de un primer carril - con respecto a la dirección detrabajo de la máquina (20) de soldar- con un segundo carril (8, 10) se introduce a través de un dispositivo de presiónde los carriles (19) en dirección al primer carril (8) una fuerza de presión en un extremo delantero (7) del segundocarril (10) para la generación de una tensión de presión, en el que el dispositivo de presión de los carriles (19) seapoya en un anclaje de carriles (16) de un tercer carril (14) que se conecta en el segundo carril (10), y porquedespués de la terminación del proceso de soldadura se tensa el primer carril (8) con las traviesas (15).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2004/012451.
Solicitante: FRANZ PLASSER BAHNBAUMASCHINEN- INDUSTRIEGESELLSCHAFT M.B.H..
Nacionalidad solicitante: Austria.
Dirección: JOHANNESGASSE 3 1010 WIEN AUSTRIA.
Inventor/es: LICHTBERGER, BERNHARD DR., MÜHLLEITNER,Heinz.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- E01B29/46 CONSTRUCCIONES FIJAS. › E01 CONSTRUCCION DE CARRETERAS, VIAS FERREAS O PUENTES. › E01B VIAS FERREAS; HERRAMIENTAS PARA VIAS FERREAS; MAQUINAS PARA LA CONSTRUCCION DE VIAS FERREAS DE CUALQUIER TIPO (dispositivos descarriladores o para situar los vehículos en la vía, frenos de vía o dispositivos ralentizadores B61K; retirada de materia indeseable de las vías de ferrocarril, control de la vegetación, applicación de líquidos E01H). › E01B 29/00 Colocación, reparación o alzamiento de la vía; Herramientas o máquinas "ad hoc" (E01B 27/00, E01B 31/00 tienen prioridad). › Dispositivos para mantener, colocar en posición o apretar uno contra otro las extremidades de los carriles (ajuste de la unión por desplazamiento de los carriles E01B 29/20).
PDF original: ES-2391459_T3.pdf
Fragmento de la descripción:
Procedimiento para soldar dos carriles de una vía
La invención se refiere a un procedimiento para soldar dos carriles de una vía según las características indicadas en el preámbulo de la reivindicación 1.
Se conoce a partir de los documentos US 5 099 097, US 5 136 140, US 4 929 816, respectivamente, un equipo de soldadura, que está equipado para la aplicación de fuerzas de tracción elevadas en los carriles a soldar con una instalación de tracción de los carriles. De esta manera se pueden soldar también carriles soldados longitudinalmente a la temperatura neutral en el marco de una llamada soldadura definitiva.
A través de un Artículo ‘Mobile flash-butt rail welding: three decades of experience’ publicado en la Revista ‘Rail Engineering International’, Edición 2002/3, páginas 11 a 16, se conoce también utilizar para la realización de soldaduras definitivas una instalación de tracción de los carriles que rodea al equipo de soldadura.
El cometido de la presente invención reside ahora en la creación de un procedimiento del tipo indicado al principio, con el que es posible una soldadura de los carriles también por encima de la temperatura neutra.
De acuerdo con la invención, este cometido se soluciona con un procedimiento del tipo mencionado al principio a través de las características indicadas en la parte de caracterización de la reivindicación 1.
Con un procedimiento de este tipo se pueden realizar los trabajos de soldadura por primera vez de manera independiente de la temperatura actual. Esto conduce, adicionalmente a las ventajas económicas, también a una seguridad elevada, puesto que ahora no deben utilizarse conectores de pestaña de emergencia, hasta que la temperatura actual está en la zona neutra.
Otras ventajas y configuraciones de la invención se deducen a partir de las otras reivindicaciones y del dibujo.
A continuación se describe en detalle la invención con la ayuda de ejemplos de realización representados en el dibujo. En este caso:
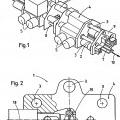
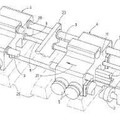
Las figuras 1 y 2 muestran una vista de un equipo de soldadura, y
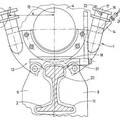
Las figuras 3 a 7 muestran representaciones esquemáticas del proceso de soldadura.
Un equipo de soldadura 1 representado en las figuras 1 y 2 se compone esencialmente de dos mitades de equipo 2 distanciadas una de la otra, que están unidas entre sí de forma desplazable en su dirección longitudinal por medio de cilindros de recalcar 3 dispuestos en un plano común y que se extienden paralelos entre sí. Cada una de las dos mitades del equipo 2 está constituida por dos palancas de equipo 4 pivotables en forma de pinzas entre sí -alrededor de un eje que se extiende en la dirección longitudinal de los carriles- con mordazas de sujeción 5, que actúan como electrodos, de dos parejas de mordazas de sujeción 6. Éstas están previstas, respectivamente, para el apoyo en un extremo delantero 7 de un primer carril 8 y en un extremo trasero 7 de un segundo carril 10.
Las dos palancas del equipo 4, 5 opuestas entre sí en la dirección transversal de la vía están unidas entre sí en su zona extrema superior por medio de un cilindro de fijación 12 para apretar las mordazas de sujeción 5 en los carriles 8, 10. El equipo de soldadura 1 está suspendido en una grúa telescópica fijada en una máquina de soldar 20. La alimentación de energía se realiza a través de un generador dispuesto en la máquina de soldar 20 y una bomba hidráulica. Para la realización del proceso de soldadura y el registro de diferentes parámetros de soldar está prevista una instalación de control 13.
En el caso de una vía que debe soldarse sin huecos, se producen tensiones de presión, tan pronto como la temperatura actual de los carriles se eleva por encima de una temperatura neutra. Si baja la temperatura de los carriles por debajo de la temperatura neutra, entonces aparecen tensiones de tracción. La soldadura se realiza de acuerdo con el procedimiento de soldadura a tope por chispa. Los carriles son soldados a una temperatura de los carriles que se encuentra por encima de la temperatura neutra en secciones parciales de aproximadamente 360 m de longitud. Las secciones parciales designadas aquí por simplicidad como primero, segundo y tercer carril se unen finalmente a través de las llamadas soldaduras definitivas.
Cuando ahora, por ejemplo, la temperatura actual de los carriles medida antes de la realización de la soldadura definitiva es 30º y la temperatura neutra es 20º, resulta la siguiente tensión de presión teórica: !soll = E · ∀ · #t
E = módulo de elasticidad el acero de los carriles [215000 N/mm2]
#t = modificación de la temperatura [ºC] ∀ = coeficiente de dilatación técnica del material de los carriles [0, 0000115]
!soll = 215000 · 0, 0000115 · 10 = 24, 73 N/mm2
De ello resulta en un carril UIC 60 con un área de 7686 mm2 la siguiente fuerza de presión teórica Fsoll:
Fsoll = 24, 73 · 7686 = 190 074 N o bien 190 kN (Kilonewton) .
La fuerza de presión teórica se calcula después de la entrada de la temperatura neutra, de la temperatura actual de los carriles así como del tipo de carriles en la instalación de control 13 a través de un microprocesador.
A continuación se describe en detalle ahora la realización del procedimiento de acuerdo con la invención:
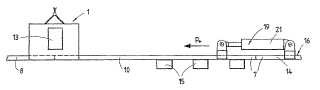
Para la soldadura del primero con el segundo carril 8, 10 – vistos en la dirección de trabajo 11 de una máquina de soldar 20- por encima de la temperatura neutra, debe formarse en primer lugar a través de la tensión de una sección 10 de un tercer carril 14, adyacente al segundo carril 10, con traviesas 15 asociadas un anclaje de carriles 16 (ver las figuras 3 y 4) . De esta manera se excluye un movimiento longitudinal del tercer carril 14 con relación a las traviesa 15 asociadas. Un dispositivo hidráulico de presión de los carriles 19 se pone en contacto por aplicación de fuerza con los extremos 7 adyacentes del segundo y del tercer carril 10, 14, mientras que sobre los extremos 7 adyacentes del primero y del segundo carril 8, 10 se coloca el equipo de soldar 1 y se unen a través de las mordazas de sujeción
5 por aplicación de fuerza con los dos extremos de los carriles 7.
El proceso de soldadura se inicia moviendo los dos extremos de los carriles 7, agarrados por las mordazas de sujeción 5, bajo impulsión de los cilindros de recalcar 3 entre sí hasta que superficies frontales 9 adyacentes entre sí de los dos extremos de los carriles 7 forman un intersticio de soldadura ws de 3 milímetros. En este caso, a través de la presión en los cilindros de recalcar 3 se realiza permanentemente una medición de la fuerza y a través de la 20 distancia de las dos parejas de mordazas de sujeción 6 entre sí se realiza también una medición del recorrido. Después de la formación del intersticio de soldadura ws se inicia la soldadura propiamente dicha bajo alimentación de corriente y se invierte el movimiento de separación de las dos parejas de mordazas de sujeción 6 en un movimiento de aproximación (ver la figura 7) y de esta manera se inicia la fase de chispa con el impacto de recalcado siguiente. Este movimiento de aproximación se realiza por programa manteniendo un distanciamiento
insignificante de los extremos de los carriles 7 entre sí y finalmente se termina con una fuerza de recalcado de 30 N/mm2 con el impacto de recalcado. En esta fase se produce un acortamiento de cada extremo del carril 7 de aproximadamente 17, 5 mm. Esto conduce naturalmente a una caída de la tensión real de los carriles por debajo de la tensión de presión teórica.
Para mantener la tensión de presión teórica a pesar de este acortamiento de los carriles, se introduce paralelamente
a la fase de chispa a través del dispositivo de presión de los carriles 19una fuerza de presión P+ -registrada de la misma manera en la instalación de control 13-en dirección al equipo de soldadura 1 en el extremo delantero 7 del segundo carril 10 para la generación de una tensión de presión. En virtud de la resistencia a la fricción, ésta debería ser de una manera más conveniente un poco mayor que la tensión de presión teórica. De esta manera, por decirlo así, a través de una cadena de fuerza formada por el anclaje de los carriles 16, el cilindro hidráulico 21 del
... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para soldar dos carriles (8, 10, 14) de una vía por medio de un equipo de soldadura (1) de una máquina de soldar (20) , en el que dos carriles (8, 10, 14) agarrados, respectivamente, por una pareja de mordazas de sujeción (6) del equipo de soldar (1) se mueven bajo la impulsión de cilindros de recalcar (3) en la dirección 5 longitudinal de los carriles y se sueldan entre sí, en el que en el marco de una llamada soldadura definitiva en una dirección de trabajo (11) delante de la máquina (20) , a través de una unión por aplicación de fuerza de una sección del carril (14) con traviesas (15) se forma un anclaje de los carriles (16) y en el caso de una desviación de una temperatura actual de los carriles con respecto a la temperatura neutra local, se introducen tensiones en los carriles a soldar, caracterizado porque paralelamente a la soldadura de un primer carril – con respecto a la dirección de
trabajo de la máquina (20) de soldar- con un segundo carril (8, 10) se introduce a través de un dispositivo de presión de los carriles (19) en dirección al primer carril (8) una fuerza de presión en un extremo delantero (7) del segundo carril (10) para la generación de una tensión de presión, en el que el dispositivo de presión de los carriles (19) se apoya en un anclaje de carriles (16) de un tercer carril (14) que se conecta en el segundo carril (10) , y porque después de la terminación del proceso de soldadura se tensa el primer carril (8) con las traviesas (15) .
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque las parejas de mordazas de sujeción (6) presionadas en el primero y segundo carriles (8, 10) se distancian una de la otra en una primera fase del proceso de soldadura, hasta que superficies frontales (9) adyacentes entre sí de los dos carriles (8, 10) están distanciadas una de la otra para la formación de un intersticio de soldadura ws y en una segunda fase las parejas de mordazas de sujeción (6) se aproximan entre sí bajo alimentación de corriente y en paralelo con ello se introduce la fuerza de
presión a través del dispositivo de presión de los carriles (19) en el segundo carril (10) .
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque la tensión de presión generada por la fuerza de presión del dispositivo de presión de los carriles (19) corresponde al menos a una tensión de presión teórica que está correlacionada con la temperatura actual de los carriles.
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque el equipo de soldadura (1) 25 y el dispositivo de presión de los carriles (19) son controlados de forma sincronizada.
Patentes similares o relacionadas:
Equipo de soldadura para la soldadura de los carriles de una vía férrea, del 11 de Marzo de 2020, de Plasser & Theurer Export von Bahnbaumaschinen GmbH: Equipo de soldadura para la soldadura de carriles de una vía férrea, con dos unidades de soldadura que se pueden mover la una respecto a la […]
DISPOSITIVO DE RECTIFICACIÓN Y MEDICIÓN DE SOLDADURAS EN CARRILES DE VIAS FERROVIARIAS, del 29 de Julio de 2019, de REDALSA, S.A: 1. Dispositivo de rectificación y medición de soldaduras en carriles de vías ferroviarias , del tipo que comprenden un vehículo ferroviario […]
Equipo de soldadura para raíles, del 27 de Febrero de 2019, de Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H: Equipo de soldadura para la unión de dos raíles de una vía por soldadora a tope por chispa, con mordazas de sujeción que presentan superficies […]
Vehículo de mantenimiento, del 18 de Mayo de 2016, de ROBEL BAHNBAUMASCHINEN GMBH: Vehículo de mantenimiento con un chasis de vehículo que se extiende en una dirección longitudinal del vehículo , que presenta, respectivamente, […]
 Equipo de soldadura para la soldadura de carriles, del 2 de Diciembre de 2015, de Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H: Equipo de soldadura para la soldaduras de dos carriles de una vía, con dos partes del equipo móviles una con respecto a la otra a lo largo de […]
Equipo de soldadura para la soldadura de carriles, del 2 de Diciembre de 2015, de Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H: Equipo de soldadura para la soldaduras de dos carriles de una vía, con dos partes del equipo móviles una con respecto a la otra a lo largo de […]
 Equipo de soldadura para la unión por soldadura de carriles de una vía, del 6 de Junio de 2012, de FRANZ PLASSER BAHNBAUMASCHINEN- INDUSTRIEGESELLSCHAFT M.B.H.: Equipo de soldadura para la unión por soldadura de carriles de una vía, con un primero y un segundo cuerpos de equipo unidos, respectivamente, con un […]
Equipo de soldadura para la unión por soldadura de carriles de una vía, del 6 de Junio de 2012, de FRANZ PLASSER BAHNBAUMASCHINEN- INDUSTRIEGESELLSCHAFT M.B.H.: Equipo de soldadura para la unión por soldadura de carriles de una vía, con un primero y un segundo cuerpos de equipo unidos, respectivamente, con un […]
 Grupo de soldadura para soldar dos carriles de una vía férrea y procedimiento, del 14 de Marzo de 2012, de FRANZ PLASSER BAHNBAUMASCHINEN- INDUSTRIEGESELLSCHAFT M.B.H.: Grupo de soldadura para soldar dos carriles de una vía férrea , que consta de dos mitades de grupo que pueden ser movidas en la dirección longitudinal […]
Grupo de soldadura para soldar dos carriles de una vía férrea y procedimiento, del 14 de Marzo de 2012, de FRANZ PLASSER BAHNBAUMASCHINEN- INDUSTRIEGESELLSCHAFT M.B.H.: Grupo de soldadura para soldar dos carriles de una vía férrea , que consta de dos mitades de grupo que pueden ser movidas en la dirección longitudinal […]
 PROCEDIMIENTO PARA RETIRAR TRAMOS DE CARRIL DETERIORADOS DE UNA VIA Y MAQUINA PARA PREPARAR UNA SOLDADURA DE CARRILES, del 2 de Noviembre de 2009, de FRANZ PLASSER BAHNBAUMASCHINEN- INDUSTRIEGESELLSCHAFT M.B.H.: Procedimiento para retirar tramos deteriorados de carriles soldados de una vía que presentan una tensión de carril actual y una temperatura de […]
PROCEDIMIENTO PARA RETIRAR TRAMOS DE CARRIL DETERIORADOS DE UNA VIA Y MAQUINA PARA PREPARAR UNA SOLDADURA DE CARRILES, del 2 de Noviembre de 2009, de FRANZ PLASSER BAHNBAUMASCHINEN- INDUSTRIEGESELLSCHAFT M.B.H.: Procedimiento para retirar tramos deteriorados de carriles soldados de una vía que presentan una tensión de carril actual y una temperatura de […]