Sellado con láser de envases.
Dispositivo (1) para la soldadura de varias láminas (2, 6) mediante láser (12) para una máquina de envasado,
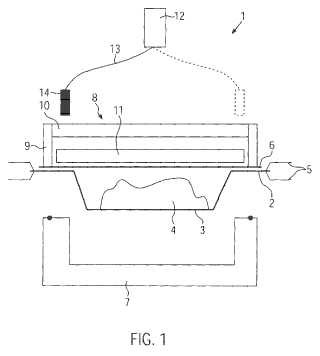
presentando el dispositivo (1) un equipo de apriete (11) que está configurado tanto para la compresión de variasláminas (2, 6) en una zona prevista como para el acercamiento de la radiación láser (16) usada para la soldadura aesta zona, caracterizado porque el dispositivo (1) está previsto para calentar un perfil de sellado del dispositivo (1)para la soldadura de las láminas mediante láser (12).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10006881.
Solicitante: MULTIVAC SEPP HAGGENMULLER GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: BAHNHOFSTRASSE 4 87787 WOLFERTSCHWENDEN ALEMANIA.
Inventor/es: EHRMANN, ELMAR, SLOMP,TIEME JAN, MAIER,ROBERT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › Rayos láser.
- B65B31/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 31/00 Embalaje de objetos o material bajo condiciones atmosféricas o gaseosas particulares; Adición de propulsantes a los recipientes para aerosol. › Llenado, cierre, o llenado y cierre, de receptáculos en cámaras mantenidas a presión inferior o superior a la atmosférica o conteniendo una atmósfera especial, p. ej. de gas inerte.
- B65B51/22 B65B […] › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › por fricción, por ultrasonidos o por alta frecuencia.
- B65B7/28 B65B […] › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › aplicando cierres separados preformados, p. ej. cubiertas, capuchones.
PDF original: ES-2389552_T3.pdf
Fragmento de la descripción:
Sellado con láser de envases
La presente invención se refiere a un dispositivo de acuerdo con el preámbulo de la reivindicación 1, particularmente para una máquina de envasado y a un procedimiento para una máquina de envasado de acuerdo con el preámbulo de la reivindicación 13.
Por el documento DE 19782074 se sabe que las láminas de plástico para la producción de envases o bolsas se pueden fundir entre sí mediante láser. En este caso se puede calentar una lámina absorbente para la propia fusión o se puede calentar una pieza de construcción con la que al menos una lámina se encuentra en contacto mecánico.
Durante el envasado de alimentos frescos para la mayor durabilidad posible con frecuencia no es suficiente cerrar el envase solamente de forma estanca a aire. En este caso se plantean requisitos mucho mayores a la atmósfera en el envase cerrado. Para conseguir valores de oxígeno residual muy bajos en el envase tiene que generarse un vacío, por ejemplo, de menos de 10 mbar o el envase antes del cierre tiene que someterse a vacío y/o gasificarse, preferentemente con nitrógeno y/o una mezcla de gases con dióxido de carbono.
El documento DE 19782074 para esto no da ningún indicio de cómo se pueden producir o sellar mediante láser envases con atmósfera modificada.
Habitualmente, los envases con atmósfera modificada, por ejemplo, en máquinas de envasado por embutición profunda en la estación de sellado se someten a vacío y/o gasifican a través de una cámara cerrada y se comprimen mediante una placa de sellado calentada permanentemente las láminas y se funden una con otra hasta dar un cordón de sellado cerrado periféricamente. En este caso se necesita un alto consumo de energía para mantener la placa de sellado permanentemente calentada a la temperatura necesaria y en procedimientos con re-equipamiento hay que esperar un tiempo de enfriamiento necesario correspondientemente para el enfriamiento.
El documento genérico US 5.049.720 A describe un sistema óptico con láser para el sellado hermético de una cubierta sobre un recipiente. A este respecto se conducen rayos láser mediante una disposición de espejos existente a través de una zona de ventana de una placa de apriete sobre el punto en el que debe producirse el cordón de sellado que obtura herméticamente. El recipiente está producido a partir de material no translúcido que absorbe la energía de los rayos láser, por lo que se produce calor en el material y por ello se funde el recipiente con la cubierta. En esto es desventajoso que el procedimiento de sellado depende del material no translúcido del borde del recipiente, lo que limita las posibilidades de uso del material.
El documento DE 20 2006 014 872 U1 describe un dispositivo para la soldadura de al menos dos láminas que se encuentran de forma superpuesta. A este respecto, las dos láminas se agrupan entre un primer rodillo de prensado hueco y un segundo rodillo de prensado para soldarse entre los dos rodillos. Para la soldadura, el dispositivo comprende un equipo de soldadura que está dispuesto en el interior del primer rodillo de prensado hueco. Desde el equipo de soldadura parte una radiación láser a través de la pared externa semitransparente del primer rodillo de prensado y después se refleja de un lado a otro en una hendidura entre los dos rodillos de prensado, de tal manera que las láminas se calientan suficientemente para la soldadura. En esto es desventajoso que el calor generado en la hendidura de prensa mediante el reflejo de un lado a otro de la radiación láser es difícil de regular, por lo que se puede producir la quemadura del material a sellar de las láminas.
El documento WO 00/50305 A1 describe un procedimiento para el sellado hermético de una cubierta con un recipiente que contiene un producto alimenticio. A este respecto puede crearse en el recipiente antes del sellado mediante un gas previsto una determinada atmósfera para hacer que el producto alimenticio sea más duradero. Para el sellado se presiona mediante una placa de soldadura calentada la cubierta sobre el recipiente.
El documento EP 0 483 569 A1 se refiere a un dispositivo y a un procedimiento para el sellado estanco al vacío de un recipiente. A este respecto se dirige un rayo láser sobre una cubierta que se encuentra sobre un borde de un recipiente. Por ello se calientan la cubierta y el recipiente de tal manera que ambos se sueldan a lo largo de un cordón de sellado.
Ahora, el objetivo de la presente invención es desarrollar un dispositivo para una máquina de envasado que pueda producir envases de forma más eficaz energéticamente con atmósfera modificada y, por tanto, cumpla al mismo tiempo los elevados requisitos en el ámbito de los alimentos y esté a la altura de los elevados requisitos de potencia de una máquina de envasado en un entorno altamente automatizado. Particularmente, la invención se basa en el objetivo de crear un dispositivo mediante características técnicas constructivas sencillas, estando configurado el dispositivo de tal manera que puede unir una gran diversidad de materiales de envasado.
Este objetivo se resuelve mediante la enseñanza de la reivindicación 1 ó 13, asumiendo en lugar de una placa de sellado calentada, un láser la función de la fusión de las láminas en un entorno con atmósfera modificada. La invención se caracteriza porque el equipo de apriete para las láminas obtiene una doble función: sirve no solamente para el apriete de las láminas, sino también para acercar la radiación láser al cordón de sellado. A este respecto, el láser calienta un perfil de sellado que durante el procedimiento de la fusión por la placa de apriete está apoyada en un lado de las láminas en la zona del cordón de sellado o por sí mismo es parte de la placa de apriete. Este puede encontrarse en el lado opuesto de las láminas con respecto a la radiación láser, después la radiación láser atraviesa las láminas para calentar el perfil de sellado, por ejemplo, metal.
El perfil de sellado, que también puede ser parte de la parte inferior de la herramienta de sellado o un componente de la misma o parte de la placa de apriete o un componente de la misma, absorbe en la zona del cordón de sellado a generar la radiación láser y se calienta para transmitir el calor generado después a las láminas adyacentes. En este caso puede usarse un láser pulsado energéticamente adecuado, ya que tiene lugar una dispersión o distribución de calor en el perfil de sellado.
Para poder producir envases con una atmósfera modificada es necesario cerrar de forma periférica en una estación de sellado preferentemente mediante una parte superior de herramienta y parte inferior de herramienta mediante apriete de una lámina de cubierta con una lámina inferior o una bandeja de tal manera que se produzca una cámara cerrada herméticamente. La atmósfera en envases puede adaptarse de forma dirigida, suponiendo una cámara cerrada, mediante la modificación de la atmósfera en la cámara. Después de que se haya conseguido la atmósfera deseada, una placa de apriete aprieta la lámina de cubierta y la lámina inferior o bandeja contra la parte inferior de la herramienta, sobre todo en la zona de un cordón de sellado a generar para que durante el calentamiento la lámina de cubierta esté en contacto de forma segura con la lámina inferior o bandeja y mediante una elevada presión de compresión con un calentamiento ligeramente menor se pueda conseguir una fusión deseada de las láminas entre sí y las láminas al mismo tiempo se sujeten de forma segura hasta que se haya enfriado el cordón de sellado y el envase esté cerrado de forma segura hasta la apertura de la cámara. Este sellado tiene que realizarse cerca de un borde del envase de forma periférica y continua para poder producir un envase cerrado herméticamente con una atmósfera sometida a vacío y/o modificada. Para poder usar un láser para el calentamiento de las láminas tienen que crearse dos condiciones. Por un lado, el material de la placa de apriete debe ser poco o mejor no absorbente para poder llevar en la medida de lo posible toda la energía de la radiación láser hasta el lugar de trabajo. Esto está realizado preferentemente mediante un plástico o vidrio transparente. En segundo lugar, las láminas al menos en la zona del cordón de sellado deben poseer la propiedad de poderse calentar directa o indirectamente mediante rayos láser, por ejemplo, actuar de forma absorbente. Esto puede estar llevado a la práctica mediante una coloración oscura o partículas aplicadas así como ya presentes en... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo (1) para la soldadura de varias láminas (2, 6) mediante láser (12) para una máquina de envasado, presentando el dispositivo (1) un equipo de apriete (11) que está configurado tanto para la compresión de varias láminas (2, 6) en una zona prevista como para el acercamiento de la radiación láser (16) usada para la soldadura a esta zona, caracterizado porque el dispositivo (1) está previsto para calentar un perfil de sellado del dispositivo (1) para la soldadura de las láminas mediante láser (12) .
2. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el rayo láser (16) está conducido desde el exterior a través de una zona no absorbente (10) del dispositivo (1) hasta las láminas (2, 6) .
3. Dispositivo de acuerdo con la reivindicación 2, caracterizado porque la zona no absorbente (10) está realizada de forma transparente.
4. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el dispositivo (1) está previsto para fijar las láminas (2, 6) de forma periférica, formar una cámara y durante la generación de vacío y/o atmósfera modificada, separarlas entre sí.
5. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque está previsto un sistema óptico (14) para la modificación dirigida de la orientación de la radiación láser (16) .
6. Dispositivo de acuerdo con la reivindicación 5, caracterizado porque el sistema óptico (14) presenta un equipo accionado por fuerza, particularmente una unidad de desplazamiento x-y.
7. Dispositivo de acuerdo con la reivindicación 6, caracterizado porque el equipo accionado por fuerza es un escáner con espejos graduables.
8. Dispositivo de acuerdo con la reivindicación 7 u 8, caracterizado porque el equipo accionado por fuerza está unido con un control y en el control está almacenada la posición del cordón de sellado (15) como programa.
9. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el láser (12) es un láser de diodo.
10. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el dispositivo (1) es una estación de sellado.
11. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque está previsto un láser (12) para la separación de al menos la lámina de cubierta (6) en el exterior del cordón de sellado (15) .
12. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque es parte de una máquina de envasado por embutición profunda o una máquina de cierre de bandeja.
13. Procedimiento para una máquina de envasado para la soldadura de varias láminas (2, 6) mediante láser (12) en una estación de sellado (1) con las siguientes ecubiertas sucesivas:
- fijación de varias láminas (2, 6) en la estación de sellado (1) de forma periférica y cierre de una cámara (20) ,
- separación de las láminas entre sí,
- sometimiento a vacío y/o gasificación del interior de la estación de sellado (1) ,
- compresión de las láminas mediante un equipo (11) en la zona del cordón de sellado (15) y soldadura de las láminas (2, 6) a lo largo del cordón de sellado (15) entre sí mediante radiación (16) de un láser (12) , calentando la estación de sellado (1) un perfil de sellado para la soldadura de las láminas (2, 6) mediante láser (12) .
14. Procedimiento de acuerdo con la reivindicación 13, caracterizado porque el equipo (11) para el apriete de las láminas (2, 6) se calienta mediante la radiación láser (16) .
15. Procedimiento de acuerdo con la reivindicación 13 ó 14, caracterizado porque el láser (12) se conduce durante la soldadura desde el exterior a través de una zona no absorbente (10) de la estación de sellado (1) hasta las láminas (2, 6) o el equipo de apriete (11) .
16. Procedimiento de acuerdo con una de las reivindicaciones 13 a 15, caracterizado porque un láser antes de la apertura de la cámara (20) separa al menos en parte la lámina de cubierta (6) y/o la lámina inferior (2) .
Patentes similares o relacionadas:
MÁQUINA PARA DECORAR TAPAS DE ENVASES, del 25 de Junio de 2020, de TECOMSA MAQUINARIA INDUSTRIAL DEL LEVANTE, S.L.U: 1. Máquina para decorar tapas de envases que está caracterizada porque comprende un chasis que aloja una cinta transportadora que alimenta a una […]
Sistema y proceso de envasado por soplado, llenado y sellado en frío, del 15 de Abril de 2020, de R.P. SCHERER TECHNOLOGIES, LLC: Un método para el envasado por soplado, llenado y sellado de un producto sensible al calor que está sujeto a la desnaturalización y/o precipitación en el caso de que el […]
Procedimiento para el llenado aséptico de bolsas, del 8 de Abril de 2020, de Scholle IPN Corporation: Un procedimiento para llenar una bolsa aséptica que comprende los pasos de: - proporcionar una bolsa , incluyendo la bolsa un cuerpo que tiene una pluralidad […]
 Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Miembro de obturación con lengüeta, laminado para cortar con troquel el miembro de obturación con lengüeta a partir del mismo y un método de fabricación del miembro de obturación con lengüeta, del 15 de Enero de 2020, de SELIG SEALING PRODUCTS, INC.: Un miembro de obturación con lengüeta para unirse con un borde que rodea una abertura de recipiente, comprendiendo el miembro de obturación con lengüeta : […]
Cabeza de obturación, y recipiente obturado utilizando dicha cabeza de obturación, del 8 de Enero de 2020, de SUNTORY HOLDINGS LIMITED: Una cabeza de obturación que incluye, en su extremo delantero, una parte extrema de presión para presionar un miembro de tapa […]
Máquina de embalaje por embutición profunda con soporte de paquetes flexible, del 25 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de embalaje por embutición profunda , que comprende una estación de conformado para fabricar piezas cóncavas de embalaje a partir […]
Elemento de cierre, del 27 de Noviembre de 2019, de Save-Ty Can Cap B.V: Unidad de cierre para una abertura de paso de flujo de un recipiente de bebida , comprendiendo la unidad de cierre: - […]