Método y unidad de producción de recubrimientos protectores con alta resistencia a la abrasión, en particular para pisos y superficies de trabajo.
Método de producción de coberturas protectoras resistentes con alta resistencia a la abrasión,
en particular para pisos y superficies de trabajo, que consiste en los siguientes pasos:
a) preparar una mezcla de una sustancia en polvo resistente a la abrasión dispersada en forma uniforme en una primera resina polimérica termoendurecible;
b) proporcionar un material en lámina sustancialmente seco que tiene un residuo un poco húmedo de sustancias volátiles;
c) aplicar y distribuir dicha mezcla en forma uniforme sobre al menos una superficie de dicho material en lámina sustancialmente seco;
d) secar dicho material en lámina recubierto con dicha mezcla para formar un recubrimiento que incorpore dicha sustancia en polvo resistente a la abrasión;
el método está caracterizado porque también comprende, después de dicho paso de aplicar dicha mezcla y dicho paso de secar dicho material en lámina recubierto con dicha mezcla, los pasos de:
e) aplicar a dicha cobertura que incorpora dicha sustancia en polvo resistente a la abrasión al menos una capa de una tercera resina polimérica termoendurecible que tiene un agente de relleno de partículas compuesto por sustancias sólidas no abrasivas o relativamente no abrasivas dispersado en la misma; y
f) secar dicha tercera resina.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E01130594.
Solicitante: TOCCHIO S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIALE AGRICOLTURA, 252 27029 VIGEVANO ITALIA.
Inventor/es: Tocchio,Umberto.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B05C1/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05C APARATOS PARA LA APLICACION DE MATERIALES FLUIDOS A LAS SUPERFICIES, EN GENERAL (aparatos de pulverización, aparatos de atomización, toberas o boquillas B05B; instalaciones para aplicar líquidos u otros materiales fluidos a objetos por pulverización electrostática B05B 5/08). › B05C 1/00 Aparatos en los que un líquido u otro material fluido es depositado sobre la superficie de una pieza por contacto con un elemento portador del líquido u otro material fluido, p. ej. un elemento poroso impregnado de un líquido que va a ser aplicado como revestimiento (B05C 5/02, B05C 7/00, B05C 19/00 tienen prioridad). › utilizando un rodillo.
- B05C1/12 B05C 1/00 […] › siendo pasada la pieza alrededor del rodillo (B05C 1/10 tiene prioridad).
- B05C11/10 B05C […] › B05C 11/00 Partes constitutivas, detalles o accesorios no especificados en los grupos B05C 1/00 - B05C 9/00 (B05C 19/00 tiene prioridad; medios para manipular o mantener los artículos B05C 13/00; recintos para aparatos, cabinas B05C 15/00). › Almacenaje, suministro o regulación del líquido u otro material fluido; Recuperación del exceso de líquido u otro material fluido.
- B05D1/28 B05 […] › B05D PROCEDIMIENTOS PARA APLICAR MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL (transporte de objetos en los baños de líquidos B65G, p. ej.. B65G 49/02). › B05D 1/00 Procedimientos para aplicar líquidos u otras materias fluidas a las superficies (B05D 5/00, B05D 7/00 tienen prioridad). › por transferencia de líquidos u otros materiales fluidos, a partir de la superficie de elementos transportadores, p. ej. pinceles, tampones, rodillos.
- B05D3/02 B05D […] › B05D 3/00 Tratamiento previo de superficies sobre las que los líquidos u otros materiales fluidos van a ser aplicados; Tratamiento ulterior de los revestimientos aplicados, p. ej. tratamiento intermedio de un revestimiento ya aplicado, para preparar las aplicaciones ulteriores de líquidos u otros materiales fluidos. › por cocción.
- B44C5/04 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
- D21H27/28 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 27/00 Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas. › tratadas de forma que se obtengan propiedades de resistencia específicas, p. ej. al uso o a la intemperie (agentes hidrófobos D21H 21/16).
PDF original: ES-2381098_T3.pdf
Fragmento de la descripción:
Método y unidad de producción de recubrimientos protectores con alta resistencia a la abrasión, en particular para pisos y superficies de trabajo La presente invención hace referencia a un método para la producción de recubrimientos protectores con alta resistencia a la abrasión, en particular para pisos y superficies de trabajo, pero que también pueden utilizarse para otras aplicaciones (por ejemplo, paredes o muebles) .
Como es conocido, los paneles laminados son ampliamente utilizados para cubrir pisos, como alternativa para pisos de bloques de madera convencionales, o para cubrir paredes, etc., y normalmente comprenden una serie de capas de material en lámina (por ejemplo, papel o tela) impregnado de resina polimérica termoendurecible (por ejemplo, resinas fenólicas, de urea y melamina, o mezclas de las mismas) y que se sujetan y comprimen con calor (la consecuente polimerización/entrecruzamiento de la resina compacta las capas para formar el panel) .
La capa eventualmente visible normalmente tiene un patrón que reproduce un diseño dado (por ejemplo, un grano de madera dado) y la capa con el patrón se cubre con un recubrimiento protector resistente a la abrasión o el llamado "revestimiento" que contiene óxido de aluminio en polvo Al2O3 (corindón) u otras sustancias resistentes a la abrasión.
Más específicamente, como recubrimiento protector, se conoce la utilización de un papel de revestimiento, en el cual se incorporan directamente partículas de corindón, el cual después se impregna con resina, y se aplica sobre la capa con el patrón, y es prensado en caliente. El método de producción del papel de corindón en polvo es extremadamente costoso y complicado, y no logra asegurar una distribución uniforme de las partículas (esencial para una buena resistencia a la abrasión) .
En forma alternativa, el polvo resistente a la abrasión se aplica a un sustrato húmedo impregnado previamente (es decir, impregnado con resina todavía no seca o entrecruzada) antes del prensado final. Más específicamente, en EP-A-329154, se aplica un polvo puro resistente a la abrasión directamente al sustrato húmedo impregnado previamente; mientras que, en DE-A-19814212, el polvo resistente a la abrasión se dispersa en una resina, y la mezcla se rocía sobre el sustrato húmedo impregnado previamente. En ambos casos, el polvo resistente a la abrasión se aplica al sustrato húmedo impregnado previamente, y ninguno resuelve completamente el problema de la dispersión uniforme del polvo resistente a la abrasión, de modo tal que los laminados resultantes no siempre son satisfactorios en términos de resistencia a la abrasión.
Un objeto de la presente invención es proporcionar un método de producir recubrimientos protectores con alta resistencia a la abrasión, en particular para pisos y superficies de trabajo, diseñados para eliminar las desventajas antes mencionadas de los métodos conocidos, y que al mismo tiempo sea relativamente de bajo coste y fácil de implementar, y permita obtener productos con una resistencia a la abrasión superior a la obtenida utilizando métodos conocidos.
Según la presente invención, se proporciona un método para producir recubrimientos protectores con alta resistencia a la abrasión, en particular para pisos y superficies de trabajo, como se reivindica en la reivindicación 1.
En la presente invención:
- "resina polimérica termoendurecible" significa un sistema polimérico de uno o más componentes, que se cura en forma irreversible mediante reacciones de polimerización y/o entrecruzamiento; como se conoce, según los componentes poliméricos utilizados, el proceso de curado puede activarse, por ejemplo, mediante calor y/o radiación electromagnética y/o con la ayuda de catalizadores;
- "material en lámina" significa un material delgado en forma de una banda continua o lámina simple (por ejemplo, papel, tela, etc.) ;
- "sustancia en polvo resistente a la abrasión" significa una sustancia sólida en forma de partículas (microesferas, gránulos, cristales y partículas de cualquier tipo) y con una dureza y resistencia a la abrasión superiores (por ejemplo, óxidos de metales, silicatos o cerámica) .
De manera preferente, las resinas poliméricas termoendurecibles empleadas según la presente invención son resinas a base de agua seleccionadas, por ejemplo, del grupo que comprende resinas fenólicas, de melamina, y de urea y mezclas de las mismas; y la sustancia en polvo resistente a la abrasión es óxido de aluminio (Al2O3, corindón) .
Es importante que, antes de aplicar la mezcla de resina y sustancia resistente a la abrasión, el material en lámina tenga un residuo poco húmedo de sustancias volátiles, en particular, de menos de aproximadamente 14% en peso (determinado en un horno a 160º durante 5 minutos) .
El material en lámina puede ser un material de papel no impregnado o material en lámina impregnado previamente; en el último caso, el método comprende los pasos de: i) impregnar dicho material en lámina con una segunda resina polimérica termoendurecible; ii) secar dicho material en lámina impregnado previamente para entrecruzar dicha segunda resina polimérica termoendurecible; y iii) aplicar y distribuir dicha mezcla en forma uniforme sobre al menos una superficie de dicho material en lámina impregnado previamente seco.
En este caso, es importante que, antes de aplicar la mezcla de resina y sustancia resistente a la abrasión, el material en lámina impregnado previamente seco tenga un residuo poco húmedo de sustancial volátiles, en particular, de entre 7 y 14% en peso (determinado en un horno a 160º durante 5 minutos) .
La resina polimérica termoendurecible mezclada con la sustancia resistente a la abrasión se agita en forma continua y se mantiene en forma preferente en movimiento turbulento, tanto cuando se prepara la mezcla como cuando se aplica la mezcla al material en lámina, para evitar que se cure la sustancia en polvo resistente a la abrasión (que tiene mayor densidad que la resina en la que se dispersa) y para garantizar que se distribuya en forma uniforme en la resina al aplicarla al material en lámina. El movimiento turbulento de la mezcla ha demostrado ser particularmente ventajoso.
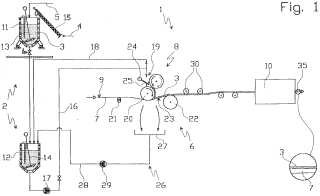
En una realización preferente, el paso de aplicación de la mezcla de resina y sustancia resistente a la abrasión se realiza utilizando un dispositivo aplicador-dispensador que comprende una fuente, y al menos un rodillo aplicador ubicado sustancialmente en contacto con dicha primera superficie del material en lámina a lo largo de una línea generadora de contacto para transferir dicha mezcla de dicha fuente a dicha primera superficie; mientras que, en una segunda superficie, opuesta a dicha primera superficie, del material en lámina y en dicha línea generadora de contacto, no se proporciona ningún soporte para dicho material en lámina.
El método también comprende un paso de hacer recircular la mezcla de resina y sustancia resistente a la abrasión, en el cual dicha mezcla suministrada por dicha fuente y que no se deposita en dicha primera superficie del material en lámina se hace recircular nuevamente a dicha fuente.
Cuando se prepara la mezcla de resina y sustancia resistente a la abrasión, puede agregarse a la mezcla al menos un aditivo de control de viscosidad, seleccionado del grupo que comprende filmógenos y preferentemente capaz de entrecruzamiento tridimensional térmico. Se obtuvieron buenos resultados, por ejemplo, utilizando un regulador de viscosidad de polivinilalcohol (PVA) , que también mantiene bajas las sustancias volátiles en la mezcla (menos de aproximadamente 5% en peso) y así se evita la dispersión del polvo en el lugar de trabajo. Una vez deshidratado, el PVA también deja una película que no afecta el color original del papel (u otra sustancia) sobre el cual se aplica.
Un aspecto importante de la invención es que a dicho paso de aplicar la mezcla de resina y sustancia resistente a la abrasión y dicho paso de secar el material en lámina recubierto le sigue otro paso de aplicar una capa de resina polimérica termoendurecible, que se seca y/o polimeriza-entrecruza. Esta tercera resina, en adelante llamada "resina protectora", también es preferentemente una resina a base de agua seleccionada del grupo que comprende resinas fenólicas, de melamina, y de urea y mezclas de las mismas. La resina protectora puede aplicarse 100% seca o en una fase húmeda, y puede o no contener diversos aditivos, catalizadores de entrecruzamiento-polimerización, etc.. Más preferentemente,... [Seguir leyendo]
Reivindicaciones:
1. Método de producción de coberturas protectoras resistentes con alta resistencia a la abrasión, en particular para pisos y superficies de trabajo, que consiste en los siguientes pasos:
a) preparar una mezcla de una sustancia en polvo resistente a la abrasión dispersada en forma uniforme en una 5 primera resina polimérica termoendurecible;
b) proporcionar un material en lámina sustancialmente seco que tiene un residuo un poco húmedo de sustancias volátiles;
c) aplicar y distribuir dicha mezcla en forma uniforme sobre al menos una superficie de dicho material en lámina sustancialmente seco;
d) secar dicho material en lámina recubierto con dicha mezcla para formar un recubrimiento que incorpore dicha sustancia en polvo resistente a la abrasión;
el método está caracterizado porque también comprende, después de dicho paso de aplicar dicha mezcla y dicho paso de secar dicho material en lámina recubierto con dicha mezcla, los pasos de:
e) aplicar a dicha cobertura que incorpora dicha sustancia en polvo resistente a la abrasión al menos una capa 15 de una tercera resina polimérica termoendurecible que tiene un agente de relleno de partículas compuesto por sustancias sólidas no abrasivas o relativamente no abrasivas dispersado en la misma; y f) secar dicha tercera resina.
2. Método según la reivindicación 1, caracterizado porque, antes de aplicar dicha mezcla, dicho material en lámina sustancialmente seco tiene un residuo húmedo de sustancial volátiles (determinado en un horno a 160º d urante 5 20 minutos) de menos de aproximadamente 14% en peso.
3. Método según la reivindicación 1 ó 2, caracterizado porque dicho material en lámina es un material de papel no impregnado.
4. Método según la reivindicación 1 ó 2, caracterizado porque dicho material en lámina es un material en lámina impregnado previamente; en cuyo caso, el método comprende los pasos de: i) impregnar dicho material en lámina
con una segunda resina polimérica termoendurecible; ii) secar dicho material en lámina impregnado previamente para polimerizar-entrecruzar dicha segunda resina polimérica termoendurecible; y iii) aplicar y distribuir dicha mezcla en forma uniforme sobre al menos una superficie de dicho material en lámina impregnado previamente seco.
5. Método según la reivindicación 4, caracterizado porque, después de secar y antes de aplicar dicha mezcla, dicho material en lámina impregnado previamente seco tiene un residuo húmedo de sustancias volátiles 30 (determinado en un horno a 160º durante 5 minutos) de 7 a 14% en peso.
6. Método según una de las reivindicaciones precedentes, caracterizado porque dicha primera resina polimérica termoendurecible se agita en forma continua y se mantiene preferentemente en movimiento turbulento durante dichos pasos de preparación y aplicación de dicha mezcla.
7. Método según una de las reivindicaciones precedentes, caracterizado porque dicho paso de aplicación de dicha
mezcla se realiza mediante un dispositivo de dispersión que comprende una fuente, y al menos un rodillo aplicador ubicado sustancialmente en contacto con dicha primera superficie del material en lámina a lo largo de una línea generadora de contacto para transferir dicha mezcla de dicha fuente a dicha primera superficie; mientras que, en una segunda superficie, opuesta a dicha primera superficie, del material en lámina y en dicha línea generadora de contacto, no se proporciona ningún soporte para dicho material en lámina.
8. Método según la reivindicación precedente, caracterizado porque que también comprende un paso de hacer recircular dicha mezcla, y en el cual dicha mezcla suministrada por dicha fuente y que no se deposita en dicha primera superficie del material en lámina se recupera y alimenta nuevamente a dicha fuente.
9. Método según una de las reivindicaciones precedentes, caracterizado porque, durante dicho paso de preparación de dicha mezcla, se agrega a dicha mezcla al menos un aditivo de control de viscosidad, seleccionado 45 del grupo que comprende filmógenos y preferentemente capaz de entrecruzamiento tridimensional térmico.
10. Método según una de las reivindicaciones precedentes, caracterizado porque dichas resinas poliméricas termoendurecibles son resinas a base de agua seleccionadas, por ejemplo, del grupo que comprende resinas fenólicas, de melamina, y de urea y mezclas de las mismas; siendo dicha sustancia en polvo resistente a la abrasión óxido de aluminio (Al2O3, corindón) .
11. Método según una de las reivindicaciones precedentes, caracterizado porque dichos pasos de aplicación de dicha mezcla y secado de dicho material laminado recubierto con dicha mezcla se repiten una o más veces para formar respectivas capas de recubrimiento superpuestas.
Patentes similares o relacionadas:
Procedimiento de pintura e instalación de pintura para pintar una decoración, del 24 de Junio de 2020, de Dürr Systems AG: Procedimiento de pintura para pintar un componente con una decoración , en particular para pintar un componente de carrocería de vehículo automóvil, […]
Procedimiento para producir un conductor de polímero conductor, del 24 de Junio de 2020, de AI Silk Corporation: Un procedimiento de producción de un conductor de polímero conductor en el que un polímero conductor se adhiere a un material base (M), que comprende: un paso […]
Procedimiento para el recubrimiento continuo de una banda de sustrato de material fibroso a base de celulosa con cloruro de ácido graso, del 29 de Abril de 2020, de Delfortgroup AG: Procedimiento para el recubrimiento continuo de una banda de sustrato de material fibroso a base de celulosa con cloruro de ácido graso, que comprende […]
Técnica de recubrimiento de cable, del 8 de Abril de 2020, de Tau ACT GmbH: Un aparato de recubrimiento que comprende: una cámara de recubrimiento para aplicar un material de recubrimiento plástico […]
Procedimiento para decorar un artículo culinario mediante tratamiento mecánico, del 8 de Enero de 2020, de SEB S.A.: Procedimiento para decorar un artículo culinario comprendiendo un soporte , dicho procedimiento comprende las etapas siguientes: suministro de un soporte […]
Instalación para la pintura horizontal de puertas conformadas, del 23 de Octubre de 2019, de CEFLA SOCIETA' COOPERATIVA: Procedimiento para la pintura horizontal de objetos que tienen dos lados predominantes, en el que la pintura del primer lado y la pintura del segundo lado […]
 Procedimiento de producción para una disposición de capas, del 31 de Julio de 2019, de AMCOR FLEXIBLES SINGEN GMBH: Procedimiento de recubrimiento en bobinas para producir una disposición de capas , que comprende un sustrato metálico así como una capa de barniz protector […]
Procedimiento de producción para una disposición de capas, del 31 de Julio de 2019, de AMCOR FLEXIBLES SINGEN GMBH: Procedimiento de recubrimiento en bobinas para producir una disposición de capas , que comprende un sustrato metálico así como una capa de barniz protector […]
Procedimiento para el revestimiento de superficies metálicas de sustratos y objetos revestidos según este procedimiento, del 31 de Julio de 2019, de CHEMETALL GMBH: Procedimiento para el revestimiento de superficies metálicas de sustratos con composiciones acuosas en forma de una dispersión y/o suspensión, que contienen al menos un […]