MATERIAL PLANO FLEXIBLE MULTICAPA.
Material plano flexible multicapa para delimitar una cámara de aportación de matriz en la fabricación de piezas de plástico reforzadas con fibras a partir de semiacabados (1) de compuesto de fibras mediante un procedimiento de inyección para inyectar material de matriz,
presentando el material plano una membrana (41) permeable al gas, pero impermeable a la matriz, una lámina (44) impermeable al gas, así como una capa distanciadora (43) muy permeable al gas, dispuesta entre la membrana (41) y la lámina (44) y que mantiene la lámina (44) distanciada de la membrana (41) cuando entre la membrana (41) y la lámina (44) se genera una depresión, caracterizado porque - la membrana (41) está compuesta por una membrana de poliuretano semipermeable, microporosa, o bien membrana ePTFE semipermeable, microporosa, sobre la que está laminada una capa textil (42) que refuerza la membrana (41), - la capa distanciadora (43) está dispuesta sobre la capa textil (42), - la membrana microporosa (41), la capa textil (42), así como la capa distanciadora (43) están configuradas como laminado multifunción (40, 40') y debido a ello unidas fijamente entre sí
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/000222.
Solicitante: TRANS-TEXTIL GMBH
EADS DEUTSCHLAND GMBH.
Nacionalidad solicitante: Alemania.
Dirección: POMMERNSTRASSE 11-13 83395 FREILASSING ALEMANIA.
Inventor/es: UTECHT, STEFAN, KRINGS,Wilhelm, HÄNSCH,Manfred.
Fecha de Publicación: .
Fecha Solicitud PCT: 15 de Enero de 2009.
Clasificación Internacional de Patentes:
- B29C43/36D
Clasificación PCT:
- B29C43/36 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › Moldes para fabricar objetos de longitud definida, es decir, de objetos separados.
- B29C70/44 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
- B29C70/48 B29C 70/00 […] › e impregnando los refuerzos en el molde cerrado, p. ej, moldeo por transferencia de resina [RTM].
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2374146_T3.pdf
Fragmento de la descripción:
Material plano flexible multicapa La invención se refiere a un material plano flexible multicapa para delimitar una cámara de aportación de matriz en la fabricación de piezas de plástico reforzadas con fibras a partir de semiacabados de compuesto de fibras mediante un procedimiento de inyección para inyectar material de matriz, presentando el material plano una membrana permeable al gas, pero impermeable a la matriz, una lámina impermeable al gas, así como una capa distanciadora muy permeable al gas, dispuesta entre la membrana y la lámina y que mantiene la lámina distanciada de la membrana cuando entre la membrana y la lámina se genera una depresión.
En la fabricación de piezas de plástico reforzadas con fibras se utilizan, tal como se sabe, básicamente semiacabados de compuesto de fibras secos, los llamados preforms o preformados, que se impregnan con un material de matriz que fluye fácilmente, endurecible, en forma de resina. El semiacabado de compuesto de fibras seco puede encontrarse entonces como tejido, como malla multiaxial o como semiacabado unidireccional reforzado con urdimbre y está compuesto en particular por fibras de carbono, fibras de vidrio, fibras de aramida, fibras de boro o materiales híbridos.
Un procedimiento para fabricar piezas de plástico reforzadas con fibras es el procedimiento llamado Resin Film Infusion (RFI, infusión de resina en forma de película) . En el mismo se deposita un tejido o malla de fibra de carbono seco en un dispositivo para endurecer y se reviste por fuera con una cantidad definida de película de resina. A continuación se endurece la pieza de plástico compuesta por las fibras de carbono y la resina a presión y a una cierta temperatura en un autoclave o en otro recipiente a presión. No obstante, la utilización de recipientes a presión y de las complejas herramientas necesarias para los mismos es muy costosa. Además, un tal procedimiento es difícil de manejar en cuanto a la presión y la temperatura. Los autoclaves disponibles limitan además el tamaño de las piezas de plástico a fabricar.
Para evitar estos inconvenientes, se ha desarrollado ya un procedimiento descrito en el documento DE 100 13 409 C1 que se denomina “VAP” (Vacuum Assisted Process, proceso apoyado por el vacío) . En este procedimiento se utiliza un material plano flexible multicapa según el preámbulo de la reivindicación 1, con el que se delimita una cámara de aportación de matriz, en la que está dispuesto el semiacabado. El material plano está compuesto allí por varias capas separadas entre sí, a manejar independientemente entre sí, precisamente la membrana permeable al gas, pero impermeable a la matriz, una capa distanciadora muy permeable al gas, así como una lámina impermeable al gas. Estas capas se colocan una tras otra individualmente sobre una capa auxiliar de fluencia, que se coloca sobre el semiacabado. Si ahora se evacúa la zona entre la lámina y la membrana y se establece así una depresión, desciende correspondientemente también en la cámara de aportación de matriz situada en el interior la presión a través de la membrana, con lo que se aspira resina líquida de un depósito de resina externo hacia la cámara de aportación de matriz. La membrana posibilita entonces ciertamente que se disipen los gases de la cámara de aportación de matriz hasta la capa distanciadora y desde allí hacia fuera, pero retiene a la vez la resina en la cámara de aportación de matriz, con lo que la misma se puede infiltrar en el semiacabado.
Aún cuando este procedimiento VAP aporta ventajas considerables frente a los procedimientos en los que se utilizan autoclaves, existe un cierto problema en que cada capa individual del material plano, es decir, la membrana, la capa distanciadora, así como la lámina impermeable al gas, han de colocarse una tras otra muy exactamente y sin tensiones sobre el semiacabado. Esto es correspondientemente costoso en tiempo y en el caso de que no se realice con la correspondiente exactitud, puede influir negativamente sobre la seguridad del proceso y dar lugar a acumulaciones no uniformes de material de matriz.
La invención tiene por lo tanto como tarea básica lograr un material plano flexible multicapa del tipo citado al principio con el que pueda realizarse el procedimiento VAP de la manera más sencilla, rápida, económica y exacta posible.
Esta tarea se resuelve según la invención con un material plano flexible multicapa con las características de la reivindicación 1. Ventajosas formas de ejecución de la invención se describen en las otras reivindicaciones.
En el material plano correspondiente a la invención está compuesta la membrana por una membrana de poliuretano semipermeable, microporosa, o bien membrana ePTFE semipermeable, microporosa, sobre la que está laminada una capa textil que refuerza la membrana. La capa distanciadora está dispuesta sobre la capa textil. La membrana microporosa, la capa textil, así como la capa distanciadora están configuradas conjuntamente como laminado multifunción y debido a ello unidas fijamente entre sí. "Laminado multifunción" significa al respecto que se fabrica un laminado compuesto por varias capas especiales que a la vez cumple varias funciones, a saber, por un lado la función de la membrana que es permeable para el gas e impermeable para el material de matriz y por otro lado la función de la capa distanciadora, que mantiene la lámina impermeable al gas distanciada de la membrana cuando entre la membrana y la lámina se genera una depresión, con lo que el espacio entre la membrana y la lámina permanece abierto.
Debido a la unión sólida de las distintas capas para formar un laminado, ya no es necesario tender estas capas individualmente una tras otra. Antes bien puede realizarse esto en una única etapa de trabajo. Esto acorta considerablemente el tiempo de trabajo para disponer el material plano sobre el semiacabado. Además, queda excluido cualquier peligro de que las distintas capas del material plano no se dispongan adecuadamente y sin tensión una sobre otra. La precisión y seguridad del proceso aumentan así. Pueden reducirse los costes de fabricación y de material.
Según una forma constructiva ventajosa, está unida fijamente la lámina con la capa distanciadora, por lo que también la lámina es parte del laminado multifunción. En este caso asume el laminado multifunción la función adicional de impermeabilizar hacia fuera, de manera estanca al aire, la cámara de aportación de matriz, incluyendo las capas contiguas del laminado multifunción, con lo que el espacio abarcado por la lámina puede evacuarse de manera efectiva. Tal laminado multifunción acorta más aún el tiempo que se tarda en disponer el material plano sobre el semiacabado y asegura adicionalmente que la lámina está dispuesta adecuadamente y sin tensiones sobre la capa distanciadora.
Según una forma de ejecución ventajosa, presenta la capa distanciadora múltiples distanciadores individuales configurados en forma de sobreelevaciones. Los distanciadores pueden entonces realizarse selectivamente tal que pueda optimizarse el paso del gas a través de los distanciadores y en paralelo a la membrana o bien a la lámina. Alternativamente a ello es no obstante posible también utilizar para la capa distanciadora tejidos, géneros de punto, trenzado de fibras y también otros materiales muy permeables al gas.
La invención se describirá más en detalle a continuación en base a los dibujos, a modo de ejemplo. Éstos muestran:
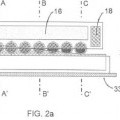
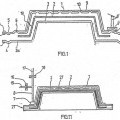
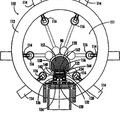
Figura 1: una sección a través de un dispositivo para fabricar piezas de plástico reforzadas con fibras para mostrar el procedimiento VAP según el estado de la técnica, Figura 2: una representación esquemática de una primera forma de ejecución del material plano correspondiente a la invención, representándose las distintas capas distanciadas entre sí sólo para mayor claridad, y Figura 3: una representación esquemática de una segunda forma de ejecución del material plano correspondiente a la invención, representándose las distintas capas distanciadas entre sí sólo para mayor claridad.
Primeramente se describirá en base al dispositivo de la figura 1 la tecnología VAP según el estado de la técnica más en detalle.
El dispositivo representado en la figura 1 muestra una pieza o semiacabado de compuesto de fibras seco 1 a fabricar, dispuesto sobre una herramienta 3, por ejemplo por medio de un soporte 5. La pieza o laminado puede ser entonces una pieza de plástico de fibras de carbono (CFK) , fibras de vidrio (GFK) , fibras de aramida (AFK)... [Seguir leyendo]
Reivindicaciones:
1. Material plano flexible multicapa para delimitar una cámara de aportación de matriz en la fabricación de piezas de plástico reforzadas con fibras a partir de semiacabados (1) de compuesto de fibras mediante un procedimiento de inyección para inyectar material de matriz, presentando el material plano una membrana (41) permeable al gas, pero impermeable a la matriz, una lámina (44) impermeable al gas, así como una capa distanciadora (43) muy permeable al gas, dispuesta entre la membrana (41) y la lámina (44) y que mantiene la lámina (44) distanciada de la membrana (41) cuando entre la membrana (41) y la lámina (44) se genera una depresión, caracterizado porque
- la membrana (41) está compuesta por una membrana de poliuretano semipermeable, microporosa, o bien membrana ePTFE semipermeable, microporosa, sobre la que está laminada una capa textil (42) que refuerza la membrana (41) ,
- la capa distanciadora (43) está dispuesta sobre la capa textil (42) ,
- la membrana microporosa (41) , la capa textil (42) , así como la capa distanciadora (43) están configuradas como laminado multifunción (40, 40') y debido a ello unidas fijamente entre sí.
2. Material plano según la reivindicación 1, caracterizado porque la lámina (44) está unida fijamente con la capa distanciadora (43) , con lo que también la lámina (44) es parte del laminado multifunción (40') .
3. Material plano según la reivindicación 1 ó 2, caracterizado porque la capa distanciadora (43) presenta múltiples distanciadores (45) , configurados en forma de sobreelevaciones.
4. Material plano según una de las reivindicaciones precedentes, caracterizado porque la capa distanciadora (43) tiene un espesor de 170 a 1.000 !m.
Patentes similares o relacionadas:
PROCEDIMIENTO DE CONFORMADO Y MOLDE PARA MATERIALES COMPUESTOS, del 14 de Diciembre de 2011, de THE BOEING COMPANY: Un aparato para conformar materiales compuestos, aparato que comprende: - un mandril con una primera superficie y que tiene lados; - un […]
 DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS DE MATERIAL COMPUESTO, del 26 de Mayo de 2011, de AIRBUS ESPAÑA S.L.: Dispositivo y procedimiento para la fabricación de elementos de material compuesto.La invención se refiere a un dispositivo para la fabricación de elementos […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS DE MATERIAL COMPUESTO, del 26 de Mayo de 2011, de AIRBUS ESPAÑA S.L.: Dispositivo y procedimiento para la fabricación de elementos de material compuesto.La invención se refiere a un dispositivo para la fabricación de elementos […]
 PERFECCIONAMIENTOS INTRODUCIDOS EN LOS MOLDES PARA LA ELABORACION DE PIEZAS MOLDEADAS, del 13 de Mayo de 2011, de VILA ENFEDAQUE, RAMON: Perfeccionamientos introducidos en los moldes para la elaboración de piezas moldeadas.Consisten en estructurar un molde para vacío y presión […]
PERFECCIONAMIENTOS INTRODUCIDOS EN LOS MOLDES PARA LA ELABORACION DE PIEZAS MOLDEADAS, del 13 de Mayo de 2011, de VILA ENFEDAQUE, RAMON: Perfeccionamientos introducidos en los moldes para la elaboración de piezas moldeadas.Consisten en estructurar un molde para vacío y presión […]
 UNION POR CONSOLIDACION DE CONDUCTOS TERMOPLASTICOS LAMINADOS, del 11 de Febrero de 2010, de THE BOEING COMPANY: Un aparato para unir por consolidación una preforma termoplástica para formar un conducto que tiene una junta de consolidación longitudinal y define un paso, […]
UNION POR CONSOLIDACION DE CONDUCTOS TERMOPLASTICOS LAMINADOS, del 11 de Febrero de 2010, de THE BOEING COMPANY: Un aparato para unir por consolidación una preforma termoplástica para formar un conducto que tiene una junta de consolidación longitudinal y define un paso, […]
Método y molde para la fabricación de piezas de material compuesto, del 15 de Abril de 2020, de AIRBUS OPERATIONS, S.L: Método para la fabricación de piezas de material compuesto, en el que al menos una primera pieza de material compuesto se une a una segunda […]
Proceso para la fabricación de productos de material compuesto empleando un molde con cojinetes, del 19 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Proceso para la fabricación de productos elaborados de materiales compuestos, caracterizado por comprender las siguientes fases operativas: - la disposición de uno […]
Método y dispositivo para la fabricación de plástico reforzado con fibra, del 19 de Febrero de 2020, de TORAY INDUSTRIES, INC.: Un método de producción para un plástico reforzado con fibra, en el que una preforma hecha de un sustrato de fibra de refuerzo y que tiene una forma tridimensional y […]
Molde elaborado de un material compuesto y proceso para su fabricación, del 12 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Molde para la fabricación de productos elaborado de materiales compuestos, en donde el molde comprende al menos una porción funcional (24, […]