Procedimiento de laminado por empuje de un rodillo, dispositivo asociado al mismo, y productos fabricados con el mismo.
Banda metálica en una pieza sin cordón de soldadura y de una aleación de acero policristalina,
que comprende al menos una zona en la que las cristalitas están orientadas con una anisotropía relativamente más elevada, y al menos una zona en la que las cristalitas están orientadas con una anisotropía relativamente menos elevada; y en la que los difractogramas θ-2θ de rayos X medidos con radiación CuKα en dos puntos correspondientes de la banda no muestran diferencias estadísticamente significativas respecto a la posición o forma entre los respectivos picos correspondientes.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2009/000033.
Solicitante: DUMONT SWITZERLAND AG.
Nacionalidad solicitante: Suiza.
Dirección: Untermüli 9 6302 Zug SUIZA.
Inventor/es: WALLISER,Anton.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61B17/30 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61B DIAGNOSTICO; CIRUGIA; IDENTIFICACION (análisis de material biológico G01N, p.ej. G01N 33/48). › A61B 17/00 Instrumentos, dispositivos o procedimientos quirúrgicos, p. ej. torniquetes (A61B 18/00 tiene prioridad; dispositivos anticonceptivos, pesarios, dispositivos para su introducción A61F 6/00; cirugía ocular A61F 9/007; cirugía otorrina A61F 11/00). › Pinzas quirúrgicas de pequeño tamaño (clamps para heridas A61B 17/08).
- A61C13/28 A61 […] › A61C TECNICA DENTAL; APARATOS O METODOS PARA HIGIENE ORAL O DENTAL (cepillos dentales no accionados mecánicamente A46B; preparaciones para la técnica dental A61K 6/00; preparaciones para la limpieza de los dientes o enjuagado de la boca A61K 8/00, A61Q 11/00). › A61C 13/00 Prótesis dentales; Su fabricación (coronas dentales para recubrir los dientes A61C 5/70; implantes dentales A61C 8/00). › Fijación por resorte entre la parte superior e inferior de las prótesis.
- A61F2/30 A61 […] › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 2/00 Filtros implantables en los vasos sanguíneos; Prótesis, es decir, elementos de sustitución o de reemplazo para partes del cuerpo; Dispositivos para unirlas al cuerpo; Dispositivos para proporcionar permeabilidad o para evitar que colapsen las estructuras tubulares del cuerpo, p. ej. stents (como artículos cosméticos, ver las subclases apropiadas, p. ej. pelucas o postizos, A41G 3/00, A41G 5/00, uñas artificiales A45D 31/00; prótesis dentales A61C 13/00; materiales para prótesis A61L 27/00; riñones artificiales A61M 1/14; corazones artificiales A61M 60/00). › Articulaciones.
- B21H7/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › Fabricación de artículos no previstos en los grupos B21H 1/00 - B21H 5/00, p. ej. herramientas para la agricultura, tenedores, cuchillos, cucharas (clavos, alfileres B21G 3/30).
- B25B9/02 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25B HERRAMIENTAS O UTILLAJE DE BANCO NO PREVISTOS EN OTRO LUGAR, PARA FIJAR, UNIR, DESENGANCHAR O MANTENER. › B25B 9/00 Herramientas de agarre manuales de tipo distinto a las previstas en el grupo B25B 7/00 (llaves B25B 13/00; especialmente concebidas para trabajos de relojería o análogos G04D). › sin conexiones pivotantes o deslizantes, p. ej. pinzas para el cabello, tenazas de chimenea.
PDF original: ES-2379944_T3.pdf
Fragmento de la descripción:
Procedimiento de laminado por empuje de un rodillo, dispositivo asociado al mismo y productos fabricados con el mismo.
Referencia a registros anteriores
Este registro reclama la prioridad del registro de la patente suiza nº 141/08.
Campo de la invención
La presente invención se refiere a la fabricación de instrumentos de precisión como por ejemplo pinzas.
Estos instrumentos presentan dos brazos que están conectados entre sí en el un extremo, por ejemplo mediante soldadura por puntos. Los otros dos extremos libres de los dos brazos distan uno de otro abriéndose en forma de patas y se puede comprimir de forma elástica. Los dos extremos de los brazos pueden estar conformados, por ejemplo en el caso de una pinza, en puntas finas que se deben adaptar exactamente entre sí para que la pinza satisfaga su función. Ya que los dos brazos se conectan entre sí sólo después de la fabricación de sus puntas libres en el otro extremo, en general las pinzas se deben procesar a continuación a mano para que las puntas se adapten una a otra.
Piezas conformadas metálicas sin final, como por ejemplo, carriles, perfiles o alambres se fabrican por otro lado, según se conoce, mediante unidades de laminado con dos cilindros. Éstos ejercen un efecto un efecto apretando de forma simétrica sobre el metal. Los ejes de la red cristalina de la estructura nuevamente en capas se orientan del centro en la dirección de laminado en forma de estrella hacia los dos lados; se forma delante de los rodillos una así denominada "cuchara de rodillo". El producto laminado crece en este procedimiento de laminado por consiguiente en la longitud, como también en la anchura. El crecimiento en anchura del producto laminado no se puede impedir dado que en los cilindros de laminado se prevén limitaciones o aberturas laterales, puesto que las fuerzas dirigidas lateralmente en el material que se ensancha generarían un efecto de explosión con formación de rebabas. Esto provocaría la ruptura del cilindro de laminado o la ruptura o bloqueo de toda la máquina. Para impedir la extensión del producto de laminado en anchura, en las unidades de laminado de dos cilindros se debe prever un dispositivo de tracción conectado posteriormente que ejerce una gran tracción en el producto de laminado, de manera que durante el proceso de laminado sólo se puede extender ligeramente en anchura.
Estado de la técnica
En el documento EP 1 275 472 A se menciona en el párrafo 5 que los contornos complejos se pueden fabricar mediante laminado con herramientas mecánicas de un rodillo, teniendo lugar el proceso de laminado en un punto activo entre el rodillo y la superficie de la herramienta.
En el documento WO 01/13756 A se da a conocer una pinza de un metal ligero, que está hecha de una pieza y que no presenta puntos de soldadura. Se fabrica por fraccionamiento de un perfil en barra de metal ligero en una multiplicidad de pinzas semejantes sin laminado.
El laminado de las bandas metálicas se conoce también del documento US-A-5 001 918, el US-A-1 898 061, el US-A-3 457 759 y el DE-A-1 527 680.
La presente invención tiene en primer lugar el objetivo de proporcionar un producto intermedio en forma de una banda metálica con nuevas propiedades del material, el cual sea apropiado para la fabricación de los instrumentos del tipo mencionado al inicio. También tiene el objetivo de proporcionar un procedimiento de fabricación y el dispositivo correspondiente para obtener esta banda metálica, en el que este procedimiento en la banda metálica produce en particular las partes elásticas de los brazos de instrumentos del tipo mencionado al inicio. También tiene el objetivo de proporcionar un procedimiento de fabricación para otros objetos metálicos que contienen una zona elástica o presentan formas perfiladas complejas.
Sumario de la invención
El objetivo se resuelve conforme a la invención según la reivindicación 1 mediante una banda metálica en una pieza sin cordón de soldadura y de una aleación de acero policristalina, que comprende al menos una zona en la que las cristalitas están orientadas con una anisotropía relativamente más elevada, y al menos una zona en la que las cristalitas están orientadas con una anisotropía relativamente menos elevada; y en la que los difractogramas θ-2θ de rayos X medidos con radiación CuKα en dos puntos correspondientes de la banda no muestran diferencias estadísticamente significativas respecto a la posición o forma de los respectivos picos correspondientes. La orientación de cristalitas relativamente más anisotrópica de la una zona es en comparación a la orientación de cristalitas relativamente menos anisotrópica de la otra zona.
Esta zona con orientación de cristalitas relativamente más anisotrópica, que es elástica, se obtiene por un procedimiento de laminado para la deformación de un cuerpo metálico conformado inicial de una aleación de acero policristalina según la reivindicación 4.
Formas de realización preferidas de la banda metálica según la invención, su procedimiento de fabricación y el dispositivo correspondiente se deducen de las reivindicaciones dependientes. También son objeto de la invención el dispositivo de laminado para la realización del procedimiento según la invención y pinzas, implantes de sostén y prótesis articulares, que se obtienen utilizando el procedimiento según la invención.
Descripción detallada de la invención
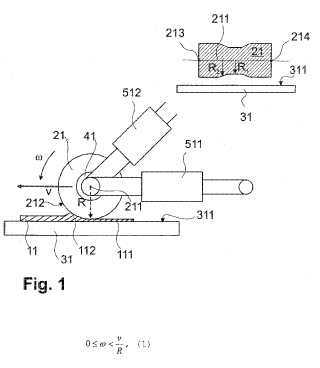
La "velocidad de laminado v" en la fórmula (1) arriba mencionada es la velocidad con la que se mueve un punto imaginario, que se encuentra en el eje de rotación del rodillo en el centro entre los puntos de intersección del eje de rotación con las dos superficies frontales del rodillo, respecto al cuerpo conformado inicial antes de su entrada en la zona de laminado entre el rodillo y el soporte.
El procedimiento según la invención se lleva a cabo de manera que en al menos un punto de la superficie del rodillo que entra en contacto de laminación con el cuerpo conformado inicial, la velocidad angular ω del rodillo es menor que v/R, teniendo v y R el significado que se ha definido anteriormente. Este punto de laminado puede ser aquel punto, o pueden ser aquellos puntos, cuya(s) distancia(s) R respecto al eje de rotación es o son mínimas en comparación a las distancias R de los restantes puntos de laminado de la superficie del rodillo. Es preferible si para cada punto de laminado de la superficie del rodillo se aplica que ω es menor que v/R, teniendo v y R el significado según se ha descrito anteriormente. Estas características se distinguen de un procedimiento de laminado convencional con dos rodillos en sentido opuesto, donde para cada punto de laminado de las superficies del rodillo de los dos rodillos se aplica que la velocidad angular ω del rodillo en cuestión es mayor que el cociente v/R, teniendo v y R el significado según se ha definido anteriormente.
La velocidad angular ω es aquel ángulo (medido en radianes) que rota el rodillo por unidad de tiempo. La unidad de la velocidad angular ω es así s-1.
La velocidad angular ω es preferiblemente del 30 al 95% del cociente v/R, más preferiblemente 50 al 80%.
La velocidad angular ω reducida en el procedimiento de laminado según la invención se puede conseguir como sigue el rodillo se presiona sobre el cuerpo conformado inicial a laminar, situado sobre el soporte con una fuerza normal F que es suficientemente grande para deformar el cuerpo conformado inicial. El rodillo se empuja o tira luego en el estado así presionado con una velocidad de laminado v deseada sobre el cuerpo conformado inicial. Para que según la invención la velocidad angular ω permanezca menor que v/R se impide o frena al mismo tiempo la rotación del rodillo. Debido a la rotación frenada del rodillo no se lamina sencillamente en plano el cuerpo conformado inicial, sino que durante el procedimiento según la invención se constituye delante del rodillo un abultamiento de material recalcado que se acerca por empuje como una onda de presión del rodillo.
El impedimento o frenado mencionados de la rotación del rodillo se puede realizar, por un lado, mediante un dispositivo de frenado apropiado que actúa sobre el rodillo durante el proceso de laminado. Por otro lado, también el mismo abultamiento de material actúa frenando la velocidad angular ω del rodillo. Siempre y cuando los parámetros del procedimiento... [Seguir leyendo]
Reivindicaciones:
1. Banda metálica en una pieza sin cordón de soldadura y de una aleación de acero policristalina, que comprende al menos una zona en la que las cristalitas están orientadas con una anisotropía relativamente más elevada, y al menos una zona en la que las cristalitas están orientadas con una anisotropía relativamente menos elevada; y en la que los difractogramas θ-2θ de rayos X medidos con radiación CuKα en dos puntos correspondientes de la banda no muestran diferencias estadísticamente significativas respecto a la posición o forma entre los respectivos picos correspondientes.
2. Banda metálica según la reivindicación 1, caracterizada porque la aleación de acero es un acero ferrítico, martensítico o mezclado ferrítico/martensítico que cristaliza en la red cristalina cúbica centrada en el cuerpo, preferiblemente un acero de composición Cr 12,50-14,50% en peso, C 0,42-0,50% en peso, Si máx. 1,00% en peso, Mn máx. 1,00% en peso, P máx. 0,045% en peso, S máx. 0,030% en peso, y el resto es esencialmente hierro e impurezas inevitables.
3. Banda metálica según una de las reivindicaciones 1 a 2, caracterizada porque la zona con una orientación de cristalitas relativamente más anisotrópica presenta también una inhomogeneidad de la estructura relativamente más elevada que la zona con una orientación de cristalitas relativamente menos anisotrópica.
4. Procedimiento de laminado para la deformación de un cuerpo metálico conformado inicial (11, 12) de una aleación de acero policristalina, en el que el proceso de laminado se realiza entre por un lado un rodillo (21, 221, 222) con un eje de rotación (211, 2211, 2221) y con una superficie del rodillo (212, 2212, 2222) y por otro lado un soporte (31, 32) con una superficie de soporte (311, 321, 322), caracterizado porque la velocidad angular ω del rodillo se controla de manera que

se aplica en al menos un punto de la superficie del rodillo (212, 2212, 2222) que entra en contacto de laminado con el cuerpo conformado inicial (11, 12), en cuya fórmula v es la velocidad de laminado con la que un punto imaginario que se encuentra sobre el eje de rotación (211, 2211, 2221) del rodillo (21, 221, 222) en el centro entre los puntos de intersección del eje de rotación (211, 2211, 2221) con las dos superficies frontales del rodillo (21, 221, 222), se mueve respecto al cuerpo conformado inicial (11, 12) antes de su entrada en la zona de laminado entre el rodillo (21, 221, 222) y soporte (31, 32); y R es la distancia medida perpendicularmente al eje de rotación (211, 2211, 2221) del rodillo (21, 221, 222) entre el eje de rotación (211, 2211, 2221) y dicho punto de la superficie del rodillo (212, 2212, 2222), y porque la temperatura del cuerpo conformado inicial y de la banda metálica laminada no supera los 100ºC en ningún lugar durante todo el proceso de laminado.
5. Procedimiento según la reivindicación 4, caracterizado porque la velocidad angular ω del rodillo se controla de manera que

se aplica en cada punto de la superficie del rodillo (212, 2212, 222) que entra en contacto de laminado con el cuerpo conformado inicial (11, 12), teniendo ω, v y R el mismo significado que en la reivindicación 4.
6. Procedimiento según la reivindicación 4 ó 5, caracterizado porque el cuerpo conformado inicial (12) está doblado en forma de U, de manera que presenta dos brazos (121, 122), porque el soporte (32) presenta una primera superficie de soporte (321) y una segunda superficie de soporte (322), porque el primer brazo (121) se lamina entre una primera superficie del rodillo (2212) de un primer rodillo (221) y la primera superficie de soporte (321), y al mismo tiempo el segundo brazo (122) se lamina entre una segunda superficie del rodillo (2222) de un segundo rodillo (222) y la segunda superficie de soporte (322).
7. Procedimiento según una de las reivindicaciones 4 a 6, caracterizado porque la velocidad angular ω de cada rodillo (21, 221, 222) se sitúa en el rango del 30 al 95%, preferiblemente 50 al 80% del cociente v/R.
8. Procedimiento según una de las reivindicaciones 4 a 7, caracterizado porque el frenado del rodillo o de los rodillos (21, 221, 222) se efectúa mediante un freno por fricción, por ejemplo, un freno de disco (41) o un freno de tambor (421, 422) o mediante un freno por corrientes parásitas, o porque el control de la velocidad angular del rodillo se efectúa a través de la velocidad de rotación de un motor eléctrico o hidráulico.
9. Procedimiento según una de las reivindicaciones 4 a 8, caracterizado porque el cuerpo conformado inicial (11, 12) está hecho de una aleación de acero ferrítico, martensítico o mezclada ferrítico/martensítico, más preferiblemente de un acero de composición Cr 12,50-14,50% en peso, C 0,42-0,50% en peso, Si máx. 1,00% en peso, Mn máx. 1,00% en peso, P máx. 0,045% en peso, S máx. 0,030% en peso, y el resto es esencialmente hierro e impurezas inevitables.
10. Procedimiento según una de las reivindicaciones 4 a 9, caracterizado porque el rodillo es un rodillo perfilado.
11. Dispositivo de laminado para la realización del procedimiento según la reivindicación 4, que comprende un rodillo (21, 221, 222) con un eje de rotación (211, 2211, 2221) y una superficie del rodillo (212, 2212, 2222), un soporte (31, 32) con una superficie de soporte (311, 321, 322) y un freno (41 ó 421 ó 422) que está capacitado para el frenado del rodillo (21 ó 221 ó 222) durante el laminado.
12. Dispositivo según la reivindicación 11, caracterizado porque presenta una primer rodillo (221) con un primer eje de rotación (2211) y una primera superficie del rodillo (2212), un primer freno (421), un segundo rodillo (222) con un segundo eje de rotación (2221) y una segunda superficie del rodillo (2222), un segundo freno (422) y un soporte (32) con una primera superficie de soporte (321) y una segunda superficie de soporte (322), porque el primer rodillo (221) está capacitado para la realización de un proceso de laminado sobre la primera superficie de soporte (321), y el segundo rodillo (222) está capacitado para la realizador simultánea de un proceso de laminado sobre la segunda superficie de soporte (322), y porque el primer freno (421) está capacitado para el frenado del primer rodillo (221) y el segundo freno (422) para el frenado del segundo rodillo (222).
13. Pinza (13, 14, 15, 16) hecha de una banda metálica según la reivindicación 1 con un punto de doblado en U (133, 143, 153, 163) y dos brazos (131/132, 141/142, 151/152, 161/162) elásticos, en la que cada brazo (131 ó 132 ó 141 ó 142 ó 151 ó 152 ó 161 ó 162) presenta un extremo (1311 ó 1321 ó 1411 ó 1421 ó 1511 ó 1521 ó 1611 ó 1621) distal, caracterizada porque los brazos (131 ó 132 ó 141 ó 142 ó 151 ó 152 ó 161 ó 162) presentan al menos cada vez una zona (1312 ó 1322 ó 1412 ó 1422 ó 1512 ó 1522 ó 1612 ó 1622), que se puede obtener por el procedimiento de laminado según una de las reivindicaciones 4 a 10, o en el que la orientación de cristalitas es relativamente más anisotrópica, el punto de doblado de la pinza (133, 143, 153, 163) es una zona en la que la orientación de cristalitas es relativamente menos anisotrópica, y los difractogramas θ-2θ de rayos X medidos con una radiación CuKα en dos puntos cualquiera de la pinza no muestran diferencias estadísticamente significativas respecto a la posición o forma de los respectivos picos correspondientes.
14. Pinza (15) según la reivindicación 13, caracterizada porque los extremos (1511 ó 1521) distales presentan una hoja (15111 ó 15211) y porque el primer brazo (151) presenta un punto de pivotación (1513), de manera que durante la apriete de los brazos (151, 152) el segundo brazo (152) está capacitado para bascular sobre el punto de pivotación (1513), los extremos (1511, 1521) están capacitados para el movimiento de aproximación, y las hojas (15111, 15211) están capacitadas para el deslizamiento de cizallamiento una contra otra durante este movimiento de aproximación.
15. Pinza según una de las reivindicaciones 13 a 14, en la que la aleación de acero es un acero ferrítico, martensítico, o mezclado ferrítico/martensítico, más preferiblemente un acero de composición Cr 12,50-14,50% en peso, C 0,42-0,50% en peso, Si máx. 1,00% en peso, Mn máx. 1,00% en peso, P máx. 0,045% en peso, S máx. 0,030% en peso, y el resto es esencialmente hierro e impurezas inevitables.
16. Implante de sostén para una articulación que comprende un extremo de hueso distal y uno proximal, en el que estos extremos de hueso están conectados entre sí de forma articulada, y en la que el implante de sostén comprende una banda metálica según una de las reivindicaciones 1 a 3 o está hecho de ésta.
17. Prótesis articular para el reemplazamiento total de una articulación, que comprende una banda metálica o está hecha de una banda metálica según una de las reivindicaciones 1 a 3.
18. Prótesis articular según la reivindicación 17 para el reemplazamiento total de una articulación de la mandíbula, en la que la banda metálica presenta una zona en forma de una parte de resorte en láminas (192), la cual presenta una orientación de cristalitas relativamente más anisotrópica o se puede obtener mediante el procedimiento de laminado según una de las reivindicaciones 4 a 10, y cinco zonas con preferiblemente una orientación de cristalitas relativamente menos anisotrópica en forma de una parte de mandíbula superior (191), de una parte de brazo (193) ascendente, de una parte de apoyo (194), de una parte de brazo (195) descendente y de una parte de mandíbula inferior (196), de manera que la parte de resorte en láminas (192) es adyacente a la parte de mandíbula superior (191), la parte de brazo (193) ascendente es adyacente a la parte de resorte en láminas (192), la parte de apoyo (194) es adyacente a la parte de brazo (193) ascendente, la parte de brazo (195) descendente es adyacente a la parte de apoyo (194) y la parte de mandíbula inferior (196) es adyacente a la parte de brazo (195) descendente, y de manera que la parte de resorte en láminas (192) y la parte de brazo (193) ascendente forman un primer bucle cuya abertura indica hacia la parte de mandíbula superior (191), y la parte de brazo (193) ascendente, parte de apoyo (194) y parte de brazo (195) descendente forman un segundo bucle cuya abertura indica en la dirección opuesta, la parte de apoyo (194) y parte de mandíbula superior (191) se pueden tocar de manera que la parte de apoyo (194) se puede desenrollar sobre la parte de mandíbula superior (191) y se puede deslizar a largo de ella, de modo que la prótesis presenta las posibilidades de movimiento de la articulación de la mandíbula debido a la parte de resorte en láminas (192) y el punto de contacto entre parte de mandíbula superior (191) y parte de apoyo (194).
Patentes similares o relacionadas:
Implante de articulación subastragalina, del 15 de Julio de 2020, de Paragon 28, Inc: Un implante de articulación subastragalina para reemplazar una articulación subastragalina natural existente entre los huesos astrágalo y calcáneo de […]
Sistema de implante dental, del 1 de Julio de 2020, de Sonnleitner, Dietmar: Un sistema de implante dental para la regeneración ósea de un sitio de defecto óseo de una mandíbula que incluye - un implante que se ancla […]
Implante dental, del 24 de Junio de 2020, de THE UNIVERSITY OF MELBOURNE: Un implante dental adaptado para implantar dentro de una mandíbula, el implante comprende un cuerpo orientado horizontalmente que tiene una longitud que se […]
Molde para realizar una prótesis temporal de cadera u hombro y procedimiento del mismo, del 3 de Junio de 2020, de G21 S.r.l: Molde para realizar una prótesis temporal de cadera u hombro, cuya prótesis temporal de cadera u hombro comprende un vástago y un cabezal fijado al vástago, en donde el […]
Procedimiento de fabricación de un implante, principalmente vertebral o intervertebral, e implante obtenido por este procedimiento, del 27 de Mayo de 2020, de MEDICREA INTERNATIONAL: Procedimiento de fabricación de un implante , principalmente vertebral o intervertebral, comprendiendo este implante (1, 21, […]
Conjuntos de jaulas intervertebrales extensibles, del 27 de Mayo de 2020, de Robinson, James, C: Una jaula expansible para su inserción en un espacio intervertebral caracterizada porque comprende: un cuerpo de jaula que tiene una porción superior y […]
Prótesis que incluye disposición de bola y cavidad, del 13 de Mayo de 2020, de APTIS MEDICAL, LLC: Una prótesis para sustituir una articulación de mamífero, que comprende: un primer cuerpo , que incluye una bola montada en un eje; un segundo cuerpo , […]
Funda protectora de cono Morse, del 13 de Mayo de 2020, de Joint Innovation Technology, LLC: Dispositivo para proporcionar protección contra contaminación de una superficie de contacto cónica con sangre o partículas de tejido presentes en una […]