Laminado de papel o cartón y método para producir dicho laminado.
Laminado de papel o cartón compuesto por al menos una capa de aumento del volumen específico,
denominada en este documento la capa de volumen específico, y en al menos un lado de la capa de volumen específico al menos una capa secundaria, estando la capa secundaria y la capa de volumen específico unidas entre sí directa o indirectamente básicamente sobre la totalidad de sus superficies enfrentadas entre sí, caracterizado porque el 40-95% de la capa de volumen específico está constituida por fibras de celulosa con una rapidez de drenaje de 550-950 ml CSF, y porque la capa/capas secundarias tiene/tienen una mayor densidad que la capa de volumen específico.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE1999/001501.
Solicitante: STORA ENSO AKTIEBOLAG.
Nacionalidad solicitante: Suecia.
Dirección: ASGATAN 22 791 80 FALUN SUECIA.
Inventor/es: FREDLUND, MATS, NORLANDER, LEIF, KARLSSON, ANNIKA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B29/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Productos estratificados compuestos esencialmente de papel o de cartón.
- B32B37/00 B32B […] › Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos.
- B65D65/40 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 65/00 Envolturas o embalajes flexibles; Material de embalaje de tipo o forma particular (envoltorios o sobres con medios para absorber los golpes B65D 81/03). › Empleo de estratificados para fines especiales de embalaje.
- D21F11/04 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21F MAQUINAS DE FABRICAR PAPEL; METODOS DE PRODUCCION DEL PAPEL. › D21F 11/00 Procedimientos de fabricación de longitudes continuas de papel o de cartón o de red húmeda para la producción de cartón de pasta de madera, sobre las máquinas de papel. › papel o cartón compuesto de dos capas o más.
- D21H11/02 D21 […] › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 11/00 Pasta o papel que comprende fibras de celulosa o de lignocelulosa solamente de origen natural. › Pasta química o mecanicoquímica.
- D21H11/08 D21H 11/00 […] › Pasta mecánica o termomecánica.
- D21H11/10 D21H 11/00 […] › Mezclas de pasta química y mecánica.
- D21H11/18 D21H 11/00 […] › Fibras altamente hidratadas, hinchadas o aptas para ser fibriladas.
- D21H13/14 D21H […] › D21H 13/00 Pasta o papel que comprende fibras sintéticas celulósicas o no celulósicas o materiales que forman napas (aspectos químicos de la fabricación de fibras artificiales D01F). › Polialkenos, p. ej. poliestireno.
- D21H13/24 D21H 13/00 […] › Poliésteres.
- D21H19/04 D21H […] › D21H 19/00 Papel cuché (cartón cuché D21J 1/08 ); Materiales de revestimiento (hojas de registro caracterizadas por el revestimiento usado para mejorar la receptividad de tinta, colorante o pigmento B41M 5/50). › aplicados en forma de hoja.
- D21H19/10 D21H 19/00 […] › Revestimientos sin pigmentos (D21H 19/66 tiene prioridad).
- D21H27/10 D21H […] › D21H 27/00 Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas. › Papel de embalaje (materiales de embalaje de tipo o forma especial B65D 65/38).
- D21H27/32 D21H 27/00 […] › con materiales aplicados entre las hojas (ensamblado de hojas en papel o en cartón B31F 5/00).
- D21H27/38 D21H 27/00 […] › teniendo al menos una de las hojas una composición fibrosa diferente de la de las otras hojas.
PDF original: ES-2386805_T3.pdf
Fragmento de la descripción:
Laminado de papel o cartón y método para producir dicho laminado.
CAMPO TÉCNICO
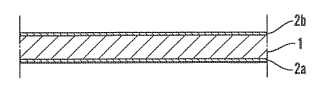
La invención se refiere a un laminado de papel o cartón compuesto por al menos una capa de aumento del volumen específico (bulk) , denominada en este documento capa de volumen específico, y en al menos un lado de la capa de volumen específico al menos una capa secundaria, estando la capa secundaria y la capa de volumen específico unidas entre sí directa o indirectamente básicamente en la totalidad de sus superficies enfrentadas entre sí. La invención también se refiere a un método para producir dicho laminado.
TÉCNICA ANTERIOR
Uno de los atributos más importantes del material de cartón cuando se usa como material de envasado es la rigidez. La rigidez de un laminado de papel o cartón es proporcional a su grosor elevado a la tercera potencia. Esta relación significa que puede conseguirse un ahorro de material considerable reduciendo la densidad de las capas medias menos cargadas en un laminado. La relación se conoce desde hace mucho tiempo, pero una dificultad ha sido producir capas medias suficientemente rígidas y resistentes que al mismo tiempo sean de baja densidad.
El cartón corrugado es un ejemplo clásico de un laminado de cartón con buena rigidez flexural en relación con la densidad del laminado. Debido a la microcorrugación de la capa media de aumento del volumen específico, también pueden producirse laminados relativamente finos que, sin embargo, no se considera que cumplan las exigencias máximas planteadas al material de envasado. De este modo, a menudo puede distinguirse el patrón en forma de onda, lo que reduce el valor estético del material.
En el documento “Weyerhaeuser Paper Company introduces HBA (High Bulk Additive) ”, Elston y Graef describen la posibilidad de usar fibras químicamente reticuladas en material de cartón. Añadiendo el 10% de HBA (Aditivo de Alto Volumen Específico) a la suspensión de pasta papelera, el gramaje del material de cartón puede reducirse en un 25%, con una lámina de la misma rigidez flexural que una muestra de control sin la adición de HBA. El grosor de la lámina puede conservarse, reduciéndose la densidad en su lugar, en un ejemplo, de 705 a 500 kg/m3. Se muestra que la rigidez Taber aumenta en aproximadamente el 40% con la adición del 15% de HBA. Sin embargo, esto da como resultado una resistencia a la tracción reducida, aproximadamente -25%. El mezclado se ha realizado inter alia en un laminado de tres capas, estando todo el HBA situado en la capa media.
El documento WO95/26441, del mismo modo, describe el uso de una fibra químicamente reticulada en laminado de papel con dos o más capas. El objeto del uso de la fibra reticulada (HBA) es conseguir una construcción de volumen específico aumentado mientras conserva la resistencia a la tracción. El material de papel de baja densidad (alto volumen específico) normalmente da resistencias a la tracción más bajas. Para reducir este efecto negativo de la baja densidad, se propone el uso de aglutinantes transportados por agua tales como almidón, almidón modificado, acetato de polivinilo y alcohol polivinílico, etc. Se ha propuesto usar estos aglutinantes en porcentajes de entre el 0, 1 y el 6% del peso del material. La rigidez flexural alcanzada se expresa en unidades de Taber. Si se usa el mismo método para convertir la rigidez, tal como se describe a continuación en métodos de ensayo, entonces el resultado en el documento WO95/26441, ejemplo 5, corresponde a un índice de rigidez a la flexión de aproximadamente 1, 6 Nm7/kg3.
La formación en seco en la fabricación de papel se ha descrito en la bibliografía en gran número de artículos y patentes. En el documento “An introduction to dr y forming of paper”, Tappi, 1978, págs. 3-6, entre otros, Swenson describe diversas técnicas para formar una banda usando aire como medio de dispersión para fibras de madera. En este documento se dan ejemplos de productos que se fabrican mediante formación en seco, por ejemplo toallitas de mano suaves, cartón rígido y masonita.
En los documentos GB 1.430.760 y GB 1.435.703 se describe una técnica de formación para producir material de papel con varias capas. Se ha propuesto inter alia combinar capas formadas en seco y en húmedo entre sí. Se ha propuesto que la consolidación de la lámina (constituida por varias capas) se realiza usando aglutinantes, humedad y prensado a alta temperatura. Los atributos del producto para productos secados se caracterizan por alto volumen, cuadratura (es decir, iguales propiedades en diferentes direcciones de la lámina en un plano) y buena estabilidad dimensional. Además, se considera posible conseguir atributos del producto similares a cartón formado de forma convencional. Se considera que la técnica de fabricación reduce los costes de inversión, y el consumo de agua y energía.
En el documento “Where research pays off”, PPI, marzo de 1977, págs. 42-26, Haas describe algunos atributos del producto importantes para cartón formado en húmedo y formado en seco de forma convencional. Haas describe los atributos de las láminas formadas en seco como que tienen una superficie uniforme con una ausencia de marcas de fieltro y alambre y una resistencia al desgarro aprobada. La rigidez se indica usando valores numéricos para las diversas técnicas de fabricación, pero no se comentan en el texto. Los materiales de múltiples capas formados en seco no produjeron una mayor rigidez. Al interpretar el documento, en este documento se ha supuesto que el “%de rigidez” o la “rigidez X” significa la rigidez de las láminas en dirección transversal o longitudinal (TR o MR) . En el caso de conversión para una mejor comparación entre diferentes materiales, el índice de rigidez a la flexión puede calcularse como el valor de la media geométrica de MR y TR (la raíz cuadrada de MR*TR) , siendo un índice de rigidez a la flexión máximo conseguido de acuerdo con los valores presentados por Haas de aproximadamente 1, 2 Nm7/kg3. En este documento se percibe, por lo tanto, que las técnicas de formación en seco tal como se han aplicado no han contribuido a una mayor rigidez flexural. Haas también describe el gramaje y el grosor de las diferentes construcciones de papel, pareciendo que 550 kg/m3 es la densidad más baja producida para las construcciones total o parcialmente formadas en seco.
En el documento “Dr y forming of paperboard: a look at its histor y and technology”, Pulp and Paper, 54, 1980:4, págs. 120-123 Attwood describe experimentos inter alia con construcciones de papel que combinan capas formadas en seco y formadas en húmedo. Los resultados descritos con respecto a rigidez y grosor (al mismo gramaje) apuntan a grandes diferencias en rigidez en la dirección de la máquina (MR) y en la dirección transversal a la máquina (TR) . La rigidez máxima convertida como la raíz cuadrada de la rigidez MR*TR se obtuvo para un material que se había producido con capas externas formadas en húmedo y capas medias formadas en seco, no habiéndose conseguido valores por encima de 1 Nm7/kg3, sin embargo. Además, Attwood describe diversas propuestas para métodos de diseño de un proceso que combine capas medias formadas en seco con capas externas formadas en húmedo. Attwood también describe el gramaje y grosor de las diferentes construcciones de papel, pareciendo que aproximadamente 600 kg/m3 es la densidad más baja producida para las construcciones total o parcialmente formadas en seco.
El documento US 4.914.773 describe métodos de producción de material de cartón rígido usando fibras expuestas en seco con una rapidez de drenaje “freeness” de 500 CSF. Las fibras que se van a formar en la capa media en una lámina tienen que dispersarse en espuma. Esto tiene el objeto de impedir que se humedezcan con agua en una medida demasiado elevada. La adición de diferentes tipos de aglutinante tales como látex, almidón, gomas etc., se especifica como condiciones previas necesarias para conseguir la resistencia adecuada de la lámina. Cuando las rigideces flexurales descritas se convierten, queda claro que el índice de rigidez a la flexión máximo conseguido es de aproximadamente 1, 8 Nm7/kg3.
DESCRIPCIÓN DE LA INVENCIÓN
Sorprendentemente, ha resultado que usando fibras con una rapidez de drenaje de 550-950 ml CSF, preferentemente fibras con un valor de rapidez de drenaje superior a 600 ml CSF, mejor superior a 650 pero inferior a 850 ml CSF, y en el mejor de los casos... [Seguir leyendo]
Reivindicaciones:
1.
4. 95% de la capa de volumen específico está constituida por fibras de celulosa con una rapidez de drenaje d.
55. 950 ml CSF, y porque la capa/capas secundarias tiene/tienen una mayor densidad que la capa de volumen específico.
2. Laminado de papel o cartón de acuerdo con la reivindicación 1, caracterizado porque al menos el 60% de la capa de volumen específico está constituido por fibras con un valor de rapidez de drenaje superior a 600 ml CSF.
3. Laminado de papel o cartón de acuerdo con la reivindicación 2, caracterizado porque al menos el 60% de la capa de volumen específico está constituido por fibras con un valor de rapidez de drenaje superior a 650 CSF, pero inferior a 850 ml CSF.
4.
5. 300 kg/m3.
5. Laminado de papel o cartón de acuerdo con la reivindicación 1, caracterizado porque dichas capas secundarias tienen una densidad que es al menos dos veces tan grande como la densidad de la capa de volumen específico.
6.
30. 1500 kg/m3.
7.
10. 500 kg/m3.
8.
20. 400 kg/m3.
9.
30. 500 kg/m3.
10. Laminado de papel o cartón de acuerdo con la reivindicación 1, caracterizado porque las fibras de celulosa en la capa de volumen específico están constituidas principalmente por fibras de celulosa producidas por medio de un método de producción de pasta que es, por definición, mecánico, termomecánico o quimiotermomecánico.
11. Laminado de papel o cartón de acuerdo con la reivindicación 10, caracterizado porque las fibras de celulosa en la capa de volumen específico están constituidas principalmente por fibras de pasta TMP y/o CTMP con dicho valor de rapidez de drenaje.
12. Laminado de papel o cartón de acuerdo con la reivindicación 11, caracterizado porque la capa de volumen específico, aparte de fibras de al menos pasta TMP y/o CTMP de alto rendimiento, contiene un total del 40% como máximo, calculado en peso seco, de pasta química y/o fibras batidas principalmente deshidratadas de un laminado de papel y cartón.
13. Laminado de papel o cartón de acuerdo con la reivindicación 11 ó 12, caracterizado porque las fibras en la capa de volumen específico, aparte de fibras de al menos pasta TMP y/o CTMP de alto rendimiento, comprenden un máximo del 30% de porcentaje en peso de fibra elástica sintética y/o un máximo del 30% de fibras de madera blanda reticuladas químicamente.
14. Laminado de papel o cartón de acuerdo con la reivindicación 1, caracterizado porque al menos una de dichas capas secundarias está constituida principalmente por pasta química blanqueada o no con sulfato, sulfito o disolvente orgánico.
15. Laminado de papel o cartón de acuerdo con la reivindicación 14, caracterizado porque dichas capas secundarias están constituidas principalmente por pasta de celulosa química, blanqueada o no, producida a partir de una materia prima de celulosa constituida principalmente por madera blanda y/o madera dura.
16. Laminado de papel o cartón de acuerdo con la reivindicación 1, caracterizado porque el laminado, al menos en un lado de la capa de volumen específico, tiene una capa secundaria, que está formada por un material de papel permeable al vapor, formado a partir de una suspensión de pasta papelera con una resistencia a la deshidratación superior a 20º SR pero inferior a 65º SR, y porque el laminado en el lado opuesto de la capa de volumen específico tiene al menos una tercera capa que está constituida por un material que es considerablemente menos permeable al vapor que dicha capa secundaria de material de papel permeable al vapor formado a partir de una pasta papelera con dicha resistencia a la deshidratación.
17. Laminado de papel o cartón de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque al menos una de dichas capas secundarias está formada de un material de papel que ha sido formado y prensado en una o más fases diferentes antes de que se una a la capa de volumen específico.
18. Laminado de papel o cartón de acuerdo con la reivindicación 16, caracterizado porque dicha al menos tercera capa está formada por una película polimérica, papel metalizado o película polimérica metalizada.
19. Laminado de papel o cartón de acuerdo con la reivindicación 18, caracterizado porque dicha tercera capa está formada por una película polimérica de un polímero seleccionado entre el grupo constituido por polietileno, polipropileno, polibuteno, poliéster, cloruro de polivinilo y/o cloruro de polivinilideno, alcohol polivinílico, copolímero de polietileno alcohol vinílico, copolímero de etileno acetato de vinilo o ésteres de celulosa.
20. Laminado de papel o cartón de acuerdo con la reivindicación 19, caracterizado porque dicha tercera capa está formada por una película polimérica que tiene un punto de deformación plástica que supera los 130ºC, realizándose la laminación de la película polimérica directamente con la capa de volumen específico.
21.
3. 300 g/m2, porque dicha al menos una capa secundaria tiene un gramaje de 30150 g/m2 y porque el laminado tiene un gramaje d.
5. 500 g/m2.
22.
4. 80 g/m2.
23.
7. 120 g/m2.
24. Laminado de papel o cartón de acuerdo con la reivindicación 21, caracterizado porque la capa de volumen específico tiene un grosor de 0, 1-6 mm.
25.
5. 500 g/m2.
26. Laminado de papel o cartón de acuerdo con cualquiera de las reivindicaciones 1-25, caracterizado porque dicha al menos una capa secundaria tiene un grosor que supone el 5-20% del grosor de la capa de volumen específico.
27. Laminado de papel o cartón de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque la capa de volumen específico está unida a la otra capa/capas incluidas en el laminado en prensado, realizándose este prensado de modo que la capa de volumen específico retiene o adquiere una densidad dentro de dichos límites de densidad para la capa de volumen específico.
28. Laminado de papel o cartón de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque la capa de volumen específico está formada por medio de formación en seco.
29. Laminado de papel o cartón de acuerdo con cualquiera de las reivindicaciones 1-27, caracterizado porque la capa de volumen específico está formada por medio de formación en húmedo.
30. Laminado de papel o cartón de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque la capa de volumen específico también comprende al menos un aglutinante en un porcentaje del 1-30% del peso del laminado, calculado como peso seco.
31. Laminado de papel o cartón de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque el laminado se consolida mediante la adición de aglutinante principalmente a la capa de volumen específico en un porcentaje del 1-30% del peso del laminado, calculado en peso seco, seguido por prensado y secado.
32.
2. 31, caracterizado porque la capa de volumen específico tiene un gramaje d.
3. 100 g/m2, siendo el porcentaje de aglutinante el 1-5% del peso del laminado, calculado como peso seco.
33.
3. 32, caracterizado porque dicho aglutinante comprende al menos un aglutinante seleccionado entre el grupo constituido por polímeros solubles en agua o polímeros dispersados en agua, o entre el grupo constituido por almidón, carboximetilcelulosa y gomas.
34. Laminado de papel o cartón de acuerdo con la reivindicación 33, caracterizado porque dicho aglutinante entre el grupo constituido por almidón, carboximetilcelulosa y gomas forma un agente adhesivo entre la capa de volumen específico y dicha al menos una capa secundaria.
35. Laminado de papel o cartón de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque el laminado, después de plegarlo, tiene una reducción de grosor permanente de al menos el 10% en la capa de volumen específico en el área del pliegue, lo que hace el hendido más fácil sin que se produzca delaminación en un grado significativo o se produzcan grietas en las capas más externas en relación con el pliegue.
36.
4. 95 por ciento en peso está constituido por fibras de celulosa con una rapidez de drenaje d.
55. 950 ml CSF, capa de volumen específico que está unida al menos en uno de sus lados directa o indirectamente a una capa secundaria (2a, 2b) , que tiene una mayor densidad que la capa de volumen específico, para formar dicho laminado.
37. Método de acuerdo con la reivindicación 36, caracterizado porque dichas fibras de celulosa en la capa de volumen específico tienen un valor de rapidez de drenaje superior a 600 ml CSF pero inferior a 850 ml CSF.
38. Método de acuerdo con la reivindicación 36 ó 37, caracterizado porque seleccionada como al menos cualquier capa secundaria hay un material de papel con una densidad que es al menos dos veces la densidad de la capa de volumen específico.
39.
5. 300 kg/m3.
40.
3. 39, caracterizado porque añadido a la capa de volumen específico y/o la capa/capas secundarias hay un aglutinante en una cantidad del 1-30% del peso del laminado, calculado como peso seco, un momento antes de que las capas se unan entre sí, haciendo que la mayoría de dicho aglutinante penetre y se distribuya en la capa de volumen específico.
41.
3. 100 g/m2.
Patentes similares o relacionadas:
Material moldeado de gran tamaño y peso ligero y procedimiento de fabricación del mismo, del 17 de Junio de 2020, de OrganoClick AB: Material curvado con forma tridimensional de gran tamaño y peso ligero que comprende: un armazón exterior de pasta de pulpa moldeada y un espaciador […]
Procedimiento de fabricación de un documento de seguridad recubierto con una película de protección y documento así obtenido, del 27 de Mayo de 2020, de Oberthur Fiduciaire SAS: Procedimiento de fabricación de un documento de seguridad que comprende una hoja de material fibroso, de la cual por lo menos una de las grandes caras opuestas […]
Núcleo de plegado de una sola capa, del 20 de Mayo de 2020, de Pietsch, Karsten: Procedimiento para la producción de un núcleo de plegado para una estructura ligera, en el que en una primera etapa […]
Método para producir una película multicapa, del 22 de Abril de 2020, de Nordmeccanica SpA: Método para producir una película multicapa (M) que comprende al menos dos capas (S1, S2) unidas por medio de un adhesivo de dos componentes sin disolvente, […]
Tablero laminado, del 15 de Abril de 2020, de SWISS KRONO Tec AG: Tablero laminado, que presenta un núcleo de al menos una capa de un papel impregnado de resina sintética y dos caras externas, caracterizado porque […]
Panel adecuado para montar un revestimiento de suelo o de pared resistente al agua, método para producir un panel, del 8 de Abril de 2020, de Champion Link International Corporation: Panel adecuado para montar un revestimiento de suelo o de pared resistente al agua interconectando una pluralidad de los paneles unos con […]
 Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Procedimiento para la fabricación de pantallas para lámparas y pantalla para lámparas fabricada mediante dicho procedimiento, del 3 de Enero de 2020, de TEIXIDOR CASANOVAS, PEDRO: Procedimiento para la fabricación de pantallas para lámparas y pantalla para lámparas fabricada mediante dicho procedimiento. El procedimiento para […]