Dispositivo y procedimiento para la producción continua generativa.
Procedimiento para la fabricación de productos de geometría individual,
en particular prótesis dentaleso piezas auxiliares dentales, con los siguientes pasos:
- fabricación de varios productos sobre la superficie de una placa de sustrato (10, 110a-c, 210a-c) mediante elendurecimiento selectivo, en especial mediante la sinterización o fusión selectiva,
- aplicación de un material endurecible en capas sucesivas,
- endurecimiento selectivo de una o varias zonas predeterminadas después de cada aplicación de capa medianteuna radiación de alta energía (41) y unión de estas zonas con una o varias zonas de la capa situada debajo,
- determinándose previamente la zona o las zonas predeterminadas por medio de una geometría de seccióntransversal del producto en la respectiva capa,
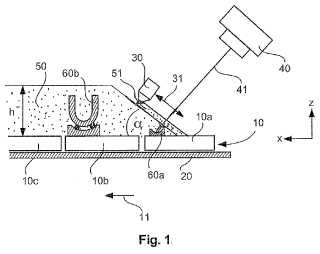
caracterizado porque las capas sucesivas se aplican en planos de capa orientados de forma inclinada respecto a lasuperficie de la placa de sustrato (10, 110a-c, 210a-c).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09168560.
Solicitante: BEGO MEDICAL GMBH.
Nacionalidad solicitante: Alemania.
Dirección: Wilhelm-Herbst-Strasse 1 28359 Bremen ALEMANIA.
Inventor/es: UCKELMANN,INGO, Schwartz,Andreas.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61C13/00 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61C TECNICA DENTAL; APARATOS O METODOS PARA HIGIENE ORAL O DENTAL (cepillos dentales no accionados mecánicamente A46B; preparaciones para la técnica dental A61K 6/00; preparaciones para la limpieza de los dientes o enjuagado de la boca A61K 8/00, A61Q 11/00). › Prótesis dentales; Su fabricación (coronas dentales para recubrir los dientes A61C 5/70; implantes dentales A61C 8/00).
- B29C67/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00.
PDF original: ES-2386602_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento para la producción continua generativa
La invención se refiere a un procedimiento para la fabricación de productos de geometría individual, en particular prótesis dentales o piezas auxiliares dentales, con los siguientes pasos: fabricación de varios productos sobre la superficie de una placa de sustrato mediante el endurecimiento selectivo, en especial mediante la sinterización o fusión selectiva, durante la que el material se aplica en capas sucesivas, y después de cada aplicación de capa, una
o varias zonas predeterminadas de la capa aplicada se endurecen de manera selectiva mediante una radiación de alta energía y se unen con una o varias zonas de la capa situada debajo, determinándose previamente las zonas predeterminadas por medio de una geometría de sección transversal del producto en la respectiva capa. Otro aspecto de la invención es un dispositivo para la ejecución de este tipo de procedimiento.
El documento EP1358855 da a conocer un procedimiento según el preámbulo de la reivindicación 1 y un dispositivo según el preámbulo de la reivindicación 13.
Los procedimientos de producción generativa, es decir, los procedimientos de producción, en los que un material se moldea en forma de un producto individual en un proceso de fabricación aditiva, se usan en el sector de la fabricación de prototipos y se han usado entretanto también en la fabricación de productos, en particular en la producción de productos moldeados individualmente o de series limitadas. Del documento EP1021997B1 se conoce, por ejemplo, la fabricación de prótesis dentales moldeadas individualmente o piezas auxiliares dentales mediante un proceso selectivo de sinterización por láser con determinados parámetros.
Además de este tipo de procedimiento selectivo de sinterización por láser o fusión por láser (SLS, SLM) para polvos metálicos, que es especialmente adecuado para prótesis dentales, pueden resultar adecuados también para otros productos otros procedimientos de producción generativa, por ejemplo, procedimientos, en los que un granulado u otro material sólido se sinteriza o se funde mediante un rayo de alta energía, por ejemplo, un rayo láser o rayo de electrones, y se une y endurece de esta forma, o procedimientos, en los que un plástico en estado sólido o líquido se endurece de manera selectiva mediante un rayo de alta energía, por ejemplo, un rayo láser o un rayo de luz concentrado mediante fotopolimerización.
Estos procedimientos de producción generativa funcionan regularmente de modo que sobre una placa de sustrato se aplican de forma sucesiva capas del material endurecible, por ejemplo, al sumergirse la placa de sustrato sucesiva o discontinuamente en un baño líquido del material endurecible o al aplicarse de manera superpuesta capas sucesivas sobre la placa de sustrato mediante un dispositivo de aplicación de polvo. Después de cada proceso de aplicación de capa se endurecen de manera selectiva determinadas partes de la capa y se fabrica así el producto por capas. Cuando el producto está terminado mediante el endurecimiento de la última capa, se pueden retirar zonas no endurecidas del material y con frecuencia se pueden volver a usar. El procedimiento SLS o SLM se describe en principio en el documento EP0734842A1, cuya exposición al respecto se incorpora completamente aquí.
Un problema fundamental de los procedimientos de producción generativa es el largo período de tiempo que transcurre entre la elaboración de los datos de producción y la terminación del producto. Es conocido fabricar sobre una placa de sustrato varios productos a la vez de manera generativa con el fin de incrementar de esta forma la cantidad de los productos fabricados en un determinado intervalo de tiempo. Este procedimiento es adecuado especialmente en el caso de productos de dimensiones muy pequeñas en relación con las dimensiones de la placa de sustrato y da lugar a un aumento efectivo de la productividad.
Por el documento EP0734842A1 es conocido reducir el tiempo de parada de un dispositivo de producción al usarse una placa de sustrato fijada de manera separable sobre un soporte y extraer así la placa de sustrato inmediatamente después de terminarse los productos sobre esta placa de sustrato y sustituirla por una placa de sustrato nueva con el fin de iniciar un nuevo proceso de fabricación. Aunque esta configuración permite que el período de tiempo necesario para retirar los productos de la placa de sustrato no se incluya en el tiempo de parada del dispositivo de producción, el dispositivo sigue teniendo la desventaja de que sólo cuando están disponibles los datos de producción de todos los productos que se deben producir sobre una placa de sustrato, se puede iniciar el proceso de producción y, por tanto, el tiempo total de duración para la producción de un producto, en particular una producción individual de muchos productos pequeños, no se puede reducir de manera decisiva.
Por el documento WO2008/128502 se conoce un dispositivo que sigue la misma idea básica y prevé un dispositivo de transporte dentro del dispositivo de producción, con el que se pueden transportar uno o varios depósitos de construcción, así como depósitos de dosificación o almacenamiento para obtener así una manipulación del polvo fácil, rápida y segura dentro del dispositivo de producción. Con este dispositivo se puede llevar a cabo una producción rápida de productos con un material en polvo en un depósito de construcción y a continuación, después de la terminación de estos productos, llevar a cabo la producción de productos con otro material en polvo en un segundo depósito de construcción. Sin embargo, también en el caso de este dispositivo de producción, el proceso de producción requiere al menos la misma cantidad de tiempo que transcurre entre la elaboración de los datos de producción de todos los productos sobre la placa de sustrato y la terminación de los productos, por lo que la producción en relación con cada producto individual de una pluralidad de productos, que se fabrican, sigue necesitando un período de tiempo proporcionalmente largo.
Por el documento WO2004/014636 se conoce un procedimiento para la fabricación generativa por capas de objetos tridimensionales, en el que varios objetos se fabrican simultáneamente en dos zonas de construcción. En este caso, en una zona de construcción se aplica una capa y en otra zona de construcción se logra un endurecimiento selectivo mediante una radiación. Están previstas cuatro cámaras de proceso que pueden estar presentes en forma de cámaras individuales separadas entre sí espacialmente o como zonas parciales de dos cámaras dobles o de una cámara cuádruple. Asimismo, está previsto que un láser se pueda conectar a una de las cámaras de proceso respectivamente mediante un dispositivo de conmutación. El dispositivo descrito y el procedimiento descrito para la fabricación generativa de productos con este dispositivo presentan la desventaja de que se necesita un control por separado del proceso de aplicación en cada una de las cámaras de proceso a fin de realizar la fabricación simultánea, alternando el endurecimiento y la aplicación de capa, en las respectivas cámaras de proceso. Aunque el dispositivo y el procedimiento son adecuados específicamente para la aplicación especial y costosa de una producción de varios productos con diferentes materiales de partida en cámaras de proceso correspondientemente diferentes, el proceso de producción y el dispositivo resultan costosos tanto en la construcción como en el control y, por tanto, se pueden seguir optimizando respecto a su productividad, a su eficiencia para la producción de numerosos productos pequeños y al tiempo que transcurre entre la elaboración de los datos de producción de un producto y la terminación del propio producto.
Mientras que los procedimientos y dispositivos de producción conocidos permiten fabricar sólo productos individuales, cuyo tamaño ocupa aproximadamente la placa de sustrato, tanto con un modo de producción productivo como con un tiempo total de fabricación aceptable para cada producto individual, en el caso de productos, cuyas dimensiones son mucho menores que la placa de sustrato, sólo es posible asegurar la productividad mediante la producción conjunta de varios productos sobre una placa de sustrato, pero el tiempo de producción para un producto individual no se puede reducir en este caso a un intervalo de tiempo corto deseado, sino que aumenta debido a la elaboración de datos de producción de todos los productos que se van a fabricar sobre la placa... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de productos de geometría individual, en particular prótesis dentales
o piezas auxiliares dentales, con los siguientes pasos:
- fabricación de varios productos sobre la superficie de una placa de sustrato (10, 110a-c, 210a-c) mediante el endurecimiento selectivo, en especial mediante la sinterización o fusión selectiva,
- aplicación de un material endurecible en capas sucesivas,
- endurecimiento selectivo de una o varias zonas predeterminadas después de cada aplicación de capa mediante una radiación de alta energía (41) y unión de estas zonas con una o varias zonas de la capa situada debajo,
- determinándose previamente la zona o las zonas predeterminadas por medio de una geometría de sección transversal del producto en la respectiva capa,
caracterizado porque las capas sucesivas se aplican en planos de capa orientados de forma inclinada respecto a la superficie de la placa de sustrato (10, 110a-c, 210a-c) .
2. Procedimiento según la reivindicación 1, caracterizado porque cada una de las capas sucesivas se aplica en un ángulo (a) menor o igual que el ángulo de reposo del material.
3. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la placa de sustrato (10, 110a-c, 210a-c) se desplaza entre dos procesos sucesivos de aplicación de capa con una componente direccional en perpendicular al plano, en el que se aplica la capa.
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la superficie de la placa de sustrato (10, 110a-c, 210a-c) discurre en la zona, en la que se aplican las capas, de manera inclinada a la horizontal respecto a la dirección de la fuerza de gravedad.
5. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque las capas aplicadas se desplazan en una sección de producción contigua configurada como zona de sujeción que se encuentra situada de manera contigua a una sección de fabricación, en la que se aplican las capas, y en la que una superficie superior del material aplicado, formada por las capas aplicadas, se cubre y apoya mediante una superficie inferior de una placa de recubrimiento (28c) que discurre en paralelo a la superficie de la placa de sustrato (10, 110a-c, 210a-c) .
6. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la superficie de la placa de sustrato (10, 110a-c, 210a-c) está subdividida en una primera superficie de un primer segmento de placa de sustrato y en al menos otra superficie de otro segmento de placa de sustrato.
7. Procedimiento según la reivindicación 6, caracterizado porque los segmentos de placa de sustrato están unidos de manera separable entre sí o de manera separable con un soporte de base (20) y cada segmento de placa de sustrato se separa de un segmento contiguo de placa de sustrato o del soporte de base después de fabricarse uno o varios productos sobre su superficie para alimentar el producto o los productos situados aquí a otros pasos de mecanizado.
8. Procedimiento según la reivindicación 6 ó 7, caracterizado porque los segmentos de placa de sustrato se disponen uno al lado de otro en la sección de producción, en la que se aplican las capas, de tal modo que el material no puede pasar entre los segmentos de placa de sustrato.
9. Procedimiento según una de las reivindicaciones precedentes 6 a 8, caracterizado porque los segmentos de placa de sustrato están configurados como segmentos de un dispositivo de transporte continuo (120) .
10. Procedimiento según una de las reivindicaciones precedentes 6 a 9, caracterizado porque entre los segmentos de placa de sustrato se dispone una pared divisoria (61) que separa el espacio constructivo, existente por encima de cada segmento de placa de sustrato, del espacio constructivo existente por encima de un segmento contiguo de placa de sustrato.
11. Procedimiento según la reivindicación precedente 10, caracterizado porque la pared divisoria (61) se fabrica mediante el endurecimiento del material aplicado durante el proceso de fabricación del producto o de los productos.
12. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque antes de cada aplicación de material se lija la superficie de las zonas endurecidas de la capa aplicada previamente.
13. Dispositivo para la fabricación de productos de geometría individual que comprende:
- una placa de sustrato (10, 110a-c, 210a-c) ,
- un dispositivo de aplicación de material para aplicar capas de material sobre la placa de sustrato y por encima de ésta,
- una fuente de radiación (40, 140) para un rayo de gran energía,
- medios de guía de rayo para guiar el rayo hacia zonas predeterminadas de una capa de material aplicada sobre la placa de sustrato,
caracterizado porque el dispositivo de aplicación de material está configurado con el fin de aplicar el material en un plano orientado de manera inclinada, en particular en un ángulo (a) menor o igual que el ángulo de reposo del material, respecto a las superficies de la placa de sustrato, sobre la que se aplica el material.
14. Dispositivo según la reivindicación 13, caracterizado porque
- la placa de sustrato (10, 110a-c, 210a-c) está subdividida en varios segmentos de placa de sustrato, y
- el dispositivo de aplicación de material está configurado para la aplicación simultánea de una capa de material sobre una cantidad de varios segmentos de placa de sustrato.
15. Dispositivo según la reivindicación 14, caracterizado porque los segmentos de placa de sustrato están unidos de manera separable entre sí o de manera separable con un soporte de base (20) .
16. Procedimiento según una de las reivindicaciones precedentes 13 a 15, caracterizado por un control para controlar los medios de guía de rayo del rayo de gran energía, que está configurado para controlar los medios de guía de rayo de modo que se fabrica una pared divisoria (61) durante el proceso de fabricación del producto mediante el endurecimiento del material aplicado.
Patentes similares o relacionadas:
 Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para fabricar una estructura de superficie tridimensional de una herramienta de prensa, del 22 de Julio de 2020, de HUECK RHEINISCHE GMBH: Procedimiento para la fabricación de una estructura de superficie de una herramienta de prensado de gran formato con al menos una longitud de borde de más de […]
Poliéster termoplástico para la fabricación de objetos de impresión en 3D, del 15 de Julio de 2020, de ROQUETTE FRERES: Utilización de un poliéster termoplástico para la fabricación de objetos de impresión en 3D, comprendiendo dicho poliéster: * al menos una unidad de 1,4:3,6-dianhidrohexitol […]
 Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Aparatos de fabricación adicionales y métodos relacionados con estrategias de escaneo especiales, del 29 de Abril de 2020, de RENISHAW PLC: Un aparato de fabricación aditiva por fusión selectiva mediante láser que comprende una cámara de construcción, una plataforma […]
Sistema para fabricar piezas compuestas de manera aditiva, del 29 de Abril de 2020, de THE BOEING COMPANY: Sistema para fabricar de manera aditiva una pieza compuesta , comprendiendo el sistema : un conjunto de suministro , […]
Aleta de orza con núcleo estructurante metálico y envoltura a medida impresa en PLA, del 22 de Abril de 2020, de Seair: Aleta de orza de barco que se fija a un brazo de orza por una carlinga realizado por el ensamblaje de un núcleo de aleta y de una envoltura, el núcleo de […]
Polvo polimérico para procedimiento de fusión de lecho de polvo, del 15 de Abril de 2020, de Evonik Operations GmbH: Polvo polimérico para empleo en un procedimiento de fusión de lecho de polvo, caracterizado por que el polvo polimérico está revestido con una sustancia […]