Procedimiento para la optimización del tiempo de ciclo de una máquina de termoconformado para la embutición profunda de piezas de una hoja continua termoplástica calentada.
Procedimiento para la optimización del tiempo de ciclo de una máquina de termoconformado para la embutición profunda de piezas conformadas (10) de una hoja continua (5) termoplástica calentada,
con un dispositivo de transporte (4) para la hoja continua (5) y estaciones de mecanizado con al menos un dispositivo (11, 12, 17, 19) realizado de forma desplazable respecto a la hoja continua (5), desarrollándose el al menos un movimiento de este dispositivo (11, 12, 17, 19) de forma solapada con el movimiento del dispositivo de transporte (4) y/o de los movimientos de dispositivos de otras estaciones de mecanizado de la máquina de termoconformado,caracterizadoporque los datos de geometría (K, K1, K2, L, M, N) de la pieza conformada (10) se introducen en el programa de cálculo mediante entrada o aceptación de datos CAD de la pieza conformada (10) y el control de la máquina de termoconformado calcula una solapadura (O, P, Q, R, W, Z) optimizada teniendo en cuenta las velocidades de traslación (V1 a V9) y los recorridos de los dispositivos (11, 12, 17, 19) que han de ser movidos y del dispositivo de transporte (4).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07001357.
Solicitante: ILLIG MASCHINENBAU GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: ROBERT-BOSCH-STRASSE 10 74081 HEILBRONN ALEMANIA.
Inventor/es: KAISER, RALF, Kärcher,Gottfried.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C51/46 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › Medida, control o regulación.
PDF original: ES-2378223_T3.pdf
Fragmento de la descripción:
Procedimiento para la optimización del tiempo de ciclo de una máquina de termoconformado para la embutición profunda de piezas de una hoja continua termoplástica calentada.
La invención se refiere a un procedimiento para la optimización del tiempo de ciclo de una máquina de termoconformado para la embutición profunda de piezas de una hoja continua termoplástica calentada según el preámbulo de la reivindicación principal.
Por el documento DE 10152891 se conoce un dispositivo genérico que presenta varias estaciones. Un dispositivo de transporte conduce la hoja continua por todas las estaciones hasta que las piezas conformadas se hayan arrancado de la hoja continua y se hayan apilado. A continuación, se arrolla la rejilla restante o se conduce directamente a un dispositivo de molienda, como también es conocido. Los dispositivos des este tipo presentan al menos una estación de conformado con una herramienta de conformado de dos piezas, cuyas mitades se apoyan respectivamente en una mesa de conformado, de las que al menos una es desplazable en altura. Para distintos desarrollos del procedimiento están previstos bastidores tensores desplazables en altura, según las necesidades, arriba y/o abajo. La estación de conformado puede estar realizada como estación combinada de conformado y estampado, aunque el estampado también puede realizarse en una estación separada, como está representado, con herramientas de estampado desplazables en altura. Según la forma de las piezas, para ello debe haber dos mesas de estampado desplazables.
Como es conocido, algunos movimientos se desarrollan como control automático de secuencia. El dispositivo de transporte realiza un paso de avance y transporta un tramo calentado de la hoja continua a la estación de conformado. A continuación, se cierran los bastidores tensores y cuando los mismos hayan alcanzado su posición final, las mesas de conformado que han de ser movidas inician su movimiento. Las posiciones finales de los dispositivos movidos son detectadas por sensores y se indican al control que a continuación activa un comando para el siguiente movimiento. El inconveniente de este control automático de secuencia es que se generan tiempos muertos que prolongan el total del tiempo de ciclo. Al usar un servomotor como accionamiento para el dispositivo de transporte para la hoja continua, es conocido iniciar movimientos de los bastidores tensores y/o de las mesas de conformado ya antes de haber terminado el movimiento de avance de la hoja continua. Esto se realiza de forma manual especificándose un valor que corresponde al recorrido restante de la hoja continua. Mediante el transmisor del servoaccionamiento, este valor puede ser calculado por el control. No obstante, este ajuste y la determinación son costosos y no representan una solución óptima de las solapaduras posibles.
También es conocido proveer los dispositivos genéricos de un cálculo con un llamado ajuste base de la máquina. Gracias a la especificación del material de la hoja continua, del espesor de la hoja continua, del avance, de la altura de la pieza conformada, el control del dispositivo calcula datos determinados como el ajuste de la calefacción, la distancia entre las estaciones, las carreras mínimas de las mesas de conformado, aunque siempre basándose en un control automático de secuencia que tiene lugar a continuación, es decir, sin movimientos solapados. De este modo no se consigue un tiempo de ciclo óptimo.
Por el documento DE 10209650 es conocido determinar y fijar los recorridos necesarios como mínimo de determinados dispositivos con ayuda de las medidas de los productos embutidos que han de ser apilados. Por consiguiente, se optimizan recorridos, lo cual no influye forzosamente en el tiempo de ciclo, puesto que es necesario no sólo iniciar el movimiento dentro de este recorrido, sino también detenerlo dentro del mismo. Debido al retardo en la parada, el tiempo se alarga hasta la parada en comparación con el tiempo hasta alcanzarse este punto de parada, cuando se sobrepasa el mismo a plena velocidad y no se frena hasta un momento posterior. Según el tipo de accionamiento de los dispositivos movidos, tampoco es siempre razonable parar en cualquier posición e iniciar el movimiento desde la misma.
En un artículo de la revista "European Plastics News" del 1 de mayo de 2003 se describe una máquina de termoconformado que presenta un ajuste base asistido por ordenador de los datos de ajuste de la máquina. Este ajuste base incluye una optimización de los recorridos de las mesas. Según la entrada del tipo de la hoja continua, de la anchura y del espesor de la misma, del avance, de la altura de la pieza conformada y del programa de operaciones deseado, el control determina un ajuste base para los dispositivos de la máquina y para el ajuste de la temperatura de las calefacciones.
La invención tiene el objetivo de optimizar el tiempo de ciclo en una máquina de termoconformado de modo que se eviten tiempos muertos.
Este objetivo se consigue mediante un procedimiento para la optimización del tiempo de ciclo de una máquina de termoconformado con las medidas indicadas en la parte caracterizadora de la reivindicación principal. En las reivindicaciones subordinadas se indican variantes ventajosas. La invención parte del conocimiento de que con ayuda de la geometría de las piezas conformadas embutidas pueden tener lugar de forma solapada movimientos de dispositivos (dispositivo de transporte, mesas de conformado, bastidores tensores, mesas de estampado, dispositivos de apilado) de tal modo que no tenga lugar ninguna colisión con las piezas conformadas, a pesar de iniciarse estos movimientos lo antes posible. En el cálculo se tienen en cuenta las velocidades de traslación, y dado el caso, las aceleraciones y los recorridos de los dispositivos movidos correspondientes.
Con ayuda de los dibujos esquemáticos se describen detalladamente unos ejemplos de realización de la invención. Muestran:
La Figura 1 una vista lateral de la máquina de termoconformado.
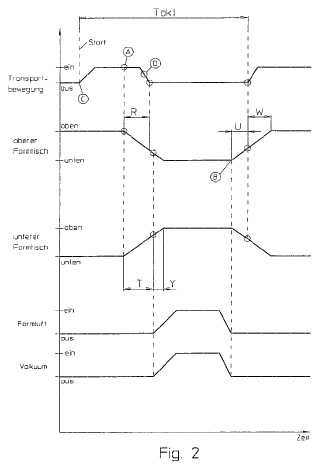
La Figura 2 un diagrama de operaciones de los dispositivos movidos, así como de la alimentación de aire comprimido y del establecimiento de vacío en la estación de conformado sin bastidores tensores accionados.
Las Figuras 3 a 5 un corte transversal de la estación de conformado sin bastidores tensores accionados en las distintas fases del proceso de conformado.
La Figura 6 un diagrama de operaciones de los dispositivos movidos de la estación de conformado con bastidores tensores accionados.
Las Figuras 7 a 11 un corte transversal de la estación de conformado con bastidores tensores accionados en las distintas fases del proceso de conformado.
El procedimiento para la optimización del tiempo de ciclo se aplica en una máquina de termoconformado como está representada, por ejemplo, en la Figura 1. Esta está formada por un armazón 1, una estación de conformado 2, una estación de estampado 3 y un dispositivo de transporte 4 para el transporte intermitente de una hoja continua 5 por la máquina de termoconformado. En caso de desarrollarse esta hoja continua 5 de un rollo 6, está previsto un dispositivo de calefacción 7 para el calentamiento de la hoja continua 5. En caso de alimentarse la hoja continua 5 directamente desde una extrusionadora, dado el caso es posible renunciar a este dispositivo de calefacción 7. A continuación de la estación de estampado 3 está dispuesta una estación de apilado 8 para formar pilas de recipientes 9. La hoja continua restante 21 se arrolla o alimenta a un molino. No obstante, también se conocen otras configuraciones de la máquina de termoconformado para alimentar las piezas conformadas 10 estampadas de la hoja continua 5 a estaciones de mecanizado subsiguiente, p. ej. mediante una cinta transportadora. Entre la estación de conformado 2 y la estación de estampado 3 también puede estar dispuesto un dispositivo de punzonado o una estación de sellado para obtener piezas conformadas 10 llenadas y selladas. En este caso se presenta una máquina de termoconformado ampliada para formar una máquina empaquetadora. Además, el procedimiento puede aplicarse en una máquina de termoconformado en la que la estación de conformado 2 comprende también dispositivos de corte para recortar las piezas conformadas 10, que a continuación se alimentan de forma suspendida en la hoja continua 5 a la estación de apilado 8 o a una estación para el arranque de las mismas.
El dispositivo de transporte 4 para la hoja continua 5 está formado por dos cadenas transportadoras... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la optimización del tiempo de ciclo de una máquina de termoconformado para la embutición profunda de piezas conformadas (10) de una hoja continua (5) termoplástica calentada, con un dispositivo de transporte (4) para la hoja continua (5) y estaciones de mecanizado con al menos un dispositivo (11, 12, 17, 19) realizado de forma desplazable respecto a la hoja continua (5), desarrollándose el al menos un movimiento de este dispositivo (11, 12, 17, 19) de forma solapada con el movimiento del dispositivo de transporte (4) y/o de los movimientos de dispositivos de otras estaciones de mecanizado de la máquina de termoconformado, caracterizado porque los datos de geometría (K, K1, K2, L, M, N) de la pieza conformada (10) se introducen en el programa de cálculo mediante entrada o aceptación de datos CAD de la pieza conformada (10) y el control de la máquina de termoconformado calcula una solapadura (O, P, Q, R, W, Z) optimizada teniendo en cuenta las velocidades de traslación (V1 a V9) y los recorridos de los dispositivos (11, 12, 17, 19) que han de ser movidos y del dispositivo de transporte (4).
2. Procedimiento según la reivindicación 1, caracterizado porque el programa de cálculo para calcular los valores necesarios para conseguir una solapadura (O, P, Q, R, W, Z) está depositado en el control de la máquina de termoconformado y los datos de geometría (K, K1, K2, L, M, N) de la pieza conformada (10) se introducen directamente en el mismo.
3. Procedimiento según la reivindicación 1, caracterizado porque el programa de cálculo para calcular los valores necesarios para conseguir una solapadura (O, P, Q, R, W, Z) está depositado en un ordenador separado del control de la máquina de termoconformado y los datos de geometría (K, K1, K2, L, M, N) de la pieza conformada (10) se introducen en el ordenador y los valores calculados se transmiten al control de la máquina de termoconformado.
4. Procedimiento según la reivindicación 3, caracterizado porque la transferencia de los valores calculados se realiza mediante soportes de datos.
5. Procedimiento según la reivindicación 3, caracterizado porque la transferencia de los valores calculados se realiza mediante una red.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque existe una solapadura (Y) entre el movimiento de traslación de las mesas de conformado (11, 12) y la conexión adicional del aire de conformado y/o del vacío para el conformado de la pieza conformada (10).
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque los desarrollos de los movimientos de las estaciones de mecanizado (2, 3, 8) se adaptan de tal modo entre sí que todos los desarrollos de movimientos terminan en el mismo momento.
Patentes similares o relacionadas:
Máquina de cierre de bandejas, del 11 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de cierre de bandejas con un dispositivo de control , una estación de sellado , que comprende una parte superior de la herramienta […]
Envasadora con sensor de humedad, del 2 de Octubre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Envasadora que comprende una unidad de control , al menos un equipo de medición , así como varias unidades de trabajo para diferentes procedimientos, […]
Envasadora con función de inicio prematuro con control de procedimiento, del 7 de Agosto de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Envasadora , que comprende una unidad de control , varios equipos de medición así como varias unidades de trabajo para diferentes procedimientos, […]
 Aparato para termo conformar recipientes de plástico, del 28 de Diciembre de 2018, de Mondini S.r.l: Un aparato para termo conformar recipientes de plástico que comprende:
una estación de recogida ;
un alimentador para alimentar […]
Aparato para termo conformar recipientes de plástico, del 28 de Diciembre de 2018, de Mondini S.r.l: Un aparato para termo conformar recipientes de plástico que comprende:
una estación de recogida ;
un alimentador para alimentar […]
Aparato para el termoformado de contenedores de plástico, del 26 de Diciembre de 2018, de Mondini S.r.l: Un aparato para el termoformado de contenedores de plástico que comprende: una estación de recolección ; un alimentador para […]
Método de calentamiento, del 14 de Febrero de 2018, de SARONG SOCIETA'PER AZIONI: Método para calentar partes determinadas de una lámina de material termoconformable a continuación de un tiempo de inactividad de máquina de un […]
Procedimiento y dispositivo de estampado de una superficie no plana de un cuerpo con una capa de transferencia de un film de estampado en caliente, del 5 de Abril de 2017, de LEONHARD KURZ STIFTUNG & CO. KG: Procedimiento de estampado de una superficie no plana de un cuerpo con una capa de transferencia de un film de estampado en caliente […]
Procedimiento para determinar la presencia de características prefijadas de un producto de recipiente y dispositivo para llevar a cabo el procedimiento, del 21 de Septiembre de 2016, de Kocher-Plastik Maschinenbau GmbH: Procedimiento para determinar la presencia de características prefijadas de un producto de recipiente producido mediante un procedimiento […]