Inspección en línea de recipiente con múltiple sensor.
1. Un aparato (10,100) para probar recipientes flexibles (26),
cuyo aparato comprende:
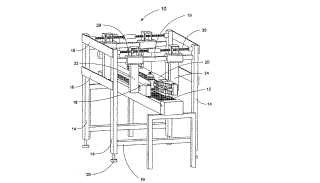
medios instalados en línea (18,20) para aplicar una compresión predeterminada a una pluralidad de recipientes (26), cuyos medios instalados en línea (18,20) aplican la compresión predeterminada durante un período de tiempo predeterminado a los recipientes (26) a medida que éstos se desplazan a lo largo de una cadena (12) de producción sin interrumpir el flujo de recipientes (26) a lo largo de la cadena (12) de producción; y
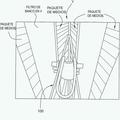
al menos dos sensores (60) separados entre sí en posiciones predeterminadas a lo largo del recorrido realizado por los recipientes (26), estando destinado cada uno de los al menos dos sensores (60) a generar una respuesta que varíe de acuerdo con la presión interna de los recipientes (26) cuando éstos pasan por ese sensor (60);
cuyo aparato (10;100) se caracteriza porque los como mínimo dos sensores (60) miden la presión dentro de cada recipiente (26) causada por la compresión predeterminada, comprendiendo además el aparato (10;100) medios para recibir las respuestas de los sensores (60) y para determinar la presencia de fugas en los recipientes (26) basándose en la diferencia de presión interna detectada por los como mínimo dos sensores en dichas posiciones predeterminadas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2000/028682.
Solicitante: TELEDYNE BENTHOS INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 49 EDGERTON DRIVE NORTH FALMOUTH, MA 02556-2826 ESTADOS UNIDOS DE AMERICA.
Inventor/es: RASPANTE,Frank, ROSE,David V, WORINGER,Charles A, HULSMAN,William H, STARK,Donald R.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G01M3/04 FISICA. › G01 METROLOGIA; ENSAYOS. › G01M ENSAYO DEL EQUILIBRADO ESTATICO O DINAMICO DE MAQUINAS O ESTRUCTURAS; ENSAYO DE ESTRUCTURAS O APARATOS, NO PREVISTOS EN OTRO LUGAR. › G01M 3/00 Examen de la estanqueidad de estructuras ante un fluido. › por detección de la presencia del fluido en el emplazamiento de la fuga.
- G01M3/32 G01M 3/00 […] › en recipientes, p. ej. radiadores.
- G01M3/36 G01M 3/00 […] › por detección de variaciones en las dimensiones de la estructura a ensayar.
PDF original: ES-2378880_T3.pdf
Fragmento de la descripción:
Inspección en línea de recipiente con múltiple sensor.
Esta invención se refiere en general a aparatos y métodos para probar recipientes flexibles. Más específicamente, esta invención se refiere a aparatos y métodos para probar la hermeticidad a los fluidos o la integridad del cierre hermético de los recipientes y en especial, pero sin carácter exclusivo, está destinado para el uso en pruebas de recipientes que comprende un cuerpo de recipiente que tiene una abertura u orificio que está cerrado herméticamente por una tapa o cubierta.
En muchas industrias, es importante probar la hermeticidad a los fluidos y la integridad del cierre hermético de los recipientes. Por ejemplo, en la industria alimentaria, es importante asegurar que los recipientes en los que se envasan los productos alimenticios están totalmente cerrados herméticamente, para garantizar que su contenido está en buen estado, exento de moho, bacterias, y otros organismos patógenos, para que sean seguros cuando los usen los consumidores. Similarmente, la industria farmacéutica requiere que los recipientes para medicinas, especialmente las soluciones destinadas para inyección o administración intravenosa, se protejan contra la contaminación, o de lo contrario podría resultar un grave riesgo para la salud pública.
Como la hermeticidad a los fluidos y la integridad del cierre hermético de los recipientes no se aseguran fácilmente por una simple inspección visual, se han hecho varios intentos para proveer aparatos para probar estas propiedades (de ahora en adelante, por comodidad, se denominarán "aparatos de detección de fugas") . Por ejemplo, el documento US- A- 4 862 732 describe un "aparato de aplastamiento" para probar la hermeticidad a los fluidos o la integridad del cierre hermético de las botellas de plástico, como en las que se venden comúnmente los detergentes de las lavadoras. Este aparato crea una presión dentro de la botella aplastándola por medio de un cilindro neumático. El aparato monitoriza la posición del pistón de este cilindro; si la botella no tiene fugas, el pistón se detiene tan pronto como la presión en el interior de la botella aumenta lo suficiente como para equilibrar la fuerza del pistón. Tras el equilibrio, la presión continuada causada por el aplastamiento disminuye cuando el gas presurizado contenido en la botella se escapa por ser forzado a pasar a través de un orificio para fugas, y por tanto el pistón del cilindro neumático se desplaza más que en el caso de una botella sin fugas.
El aparato descrito en esta patente da buenos resultados en las condiciones comerciales con las botellas para las que se ha diseñado.
El documento US-A- 5-767-392 describe un método y un aparato para probar las fugas de un recipiente cerrado mediante la aplicación de una fuerza de compresión al recipiente, la liberación de la fuerza de compresión, y la medida de la recuperación del recipiente tras un período predeterminado después que se haya liberado la fuerza de compresión. La recuperación se correlaciona con la presencia o ausencia de fugas. Esta patente parece adolecer de la incapacidad de hacerse cargo de las variaciones en la temperatura del recipiente y en las propiedades físicas del recipiente y de su contenido.
Se conocen varias modalidades de aparatos de detección de fugas que no se basan en el aplastamiento del recipiente. En una modalidad de dicho aparato, el recipiente que se va a probar se coloca en una cámara hermética a los fluidos, se varía la presión dentro de la cámara desde un valor de presión atmosférica hasta por encima o por debajo de la presión atmosférica, y se monitoriza el efecto de esta variación de presión sobre el recipiente. Por ejemplo, el documento US- A-3 751 972 describe un detector de fugas para probar recipientes herméticamente cerrados fabricados de un material flexible o semi-rígido. El recipiente que se vaya a probar se coloca en una cámara que a continuación se presuriza a una presión claramente diferente de la presión interna del recipiente, por lo cual al recipiente se le causa una distorsión física. Se detecta primero una dimensión del recipiente antes de que se presurice la cámara para producir una primera señal que represente la dimensión resultante de la diferencia entre la presión interna del recipiente y la presión atmosférica, reteniéndose esta primera señal. Cuando el recipiente se ha sometido a presión en la cámara y ha transcurrido un intervalo de tiempo predeterminado, se vuelve a medir la dimensión del recipiente para producir una segunda señal que represente la dimensión como resultado de la diferencia ente la presión interna y la presión de la cámara. Se comparan la primera señal retenida y la segunda señal, y si la disparidad entre ellas indica un cambio significativo en la dimensión, el recipiente se acepta, mientras que si hay una pequeña disparidad entre las señales, el recipiente se rechaza.
Similarmente, el documento US-A- 5 105 654 describe un aparato que es generalmente similar al del documento US-A-3 751 972, pero en el que al menos una parte del recipiente que se prueba comprende un material eléctricamente conductor, y la cámara está provista de un sensor de desplazamiento de corrientes parásitas para detectar la posición del material conductor del recipiente.
El documento US-A- 5 365 774 describe también un aparato que es generalmente similar al del documento US-A-3 751 972, pero en el que la cámara está dotada de una copa de succión en el extremo de una tubería de succión. Esta copa de succión se coloca por encima de la tapa flexible del recipiente que se va a probar. Cuando se reduce la presión contenida en la cámara, la tapa se abomba y bloquea la copa de succión. Si el cierre hermético entre la tapa y el cuerpo del recipiente no es eficaz, la tapa ni se abomba ni bloquea la copa, permitiendo de ese modo que se detecte la ineficacia del cierre hermético.
El documento US-A- 5 513 516 describe un método y un aparato en el que un envase flexible o semiflexible se aloja dentro de una cavidad de prueba que se puede cerrar, y se establece una diferencia de presión entre el interior del recipiente y un espacio cerrado dentro del exterior de la cavidad de prueba del recipiente. La cavidad de prueba que se puede cerrar comprende una pared flexible cuya forma se adapta a la forma del recipiente, al menos cuando se establezca la diferencia de presión. La pared flexible compensa ventajosamente por las variaciones del espacio de cabeza y la forma de los envases, como cuando el contenido no está uniformemente distribuido dentro del envase. La pared flexible puede contactar con cierre hermético con una parte del recipiente separada de un cierre hermético de recipiente para permitir la detección de fugas. Se puede emplear una pantalla flexible y permeable a los gases entre el recipiente y la pared flexible para permitir la detección de fugas en el recipiente por debajo de la pared flexible.
Similarmente, el documento US- A- 4 055 984 (Marx) describe un dispositivo para detectar fugas en un artículo que tiene unas paredes fácilmente deformables. Este dispositivo tiene disposiciones convencionales para realizar una detección de fugas por sobrepresión o por vacío, y tiene una pared de protección deformable para su acoplamiento con las paredes del artículo. La pared de protección, en su cara orientada hacia el artículo, está configurada de tal manera que entre ella y el artículo se obtenga un espacio coherente hermético a los fluidos que se pueda evacuar.
Los dispositivos de detección de fugas que se acaban de describir adolecen de un grave problema cuando se usen en ambientes comerciales. Los envases de alimentos para ventas al por menor, y los envases similares de un precio relativamente bajo, normalmente se llenan en cadenas de envasado continuas que discurren a grandes velocidades, típicamente como mínimo a 30 envases por minuto, y es muy conveniente llevar a cabo el procedimiento de detección en línea con la cadena de envasado. La retirada de uno o dos envases de dicha cadena de envasado, su colocación dentro de una cámara de vacío, el re-cierre hermético y la aplicación de un vacío a la cámara, la realización de la medida prevista en el envase (o en los envases) , el restablecimiento de la presión de la cámara hasta la presión atmosférica, la apertura de la cámara y la retirada del envase (o de los envases) , durarán como mínimo varios segundos. Es decir, es difícil llevar a cabo el procedimiento de detección de fugas con una producción suficiente para mantenerse sincronizados con la cadena de envasado. Aunque, por supuesto,... [Seguir leyendo]
Reivindicaciones:
1. Un aparato (10, 100) para probar recipientes flexibles (26) , cuyo aparato comprende:
medios instalados en línea (18, 20) para aplicar una compresión predeterminada a una pluralidad de recipientes (26) , cuyos medios instalados en línea (18, 20) aplican la compresión predeterminada durante un período de tiempo predeterminado a los recipientes (26) a medida que éstos se desplazan a lo largo de una cadena (12) de producción sin interrumpir el flujo de recipientes (26) a lo largo de la cadena (12) de producción; y al menos dos sensores (60) separados entre sí en posiciones predeterminadas a lo largo del recorrido realizado por los recipientes (26) , estando destinado cada uno de los al menos dos sensores (60) a generar una respuesta que varíe de acuerdo con la presión interna de los recipientes (26) cuando éstos pasan por ese sensor (60) ;
cuyo aparato (10;100) se caracteriza porque los como mínimo dos sensores (60) miden la presión dentro de cada recipiente (26) causada por la compresión predeterminada, comprendiendo además el aparato (10;100) medios para recibir las respuestas de los sensores (60) y para determinar la presencia de fugas en los recipientes (26) basándose en la diferencia de presión interna detectada por los como mínimo dos sensores en dichas posiciones predeterminadas.
2. Un aparato según la reivindicación 1, caracterizado porque los medios instalados en línea (18, 20) comprenden dos miembros móviles (50, 52, 54) sustancialmente paralelos separados entre sí y destinados a sujetar a la pluralidad de recipientes (26) entre ellos, y a mover la pluralidad de recipientes (26) a lo largo de la cadena (12) de producción al mismo tiempo que aplican la compresión predeterminada a la pluralidad de recipientes.
3. Un aparato según la reivindicación 2, caracterizado por unos medios de ajuste (28, 30;108a, 108b) para ajustar la separación entre los miembros móviles (50, 52, 54) con el fin de permitir que el aparato (10;100) opere sobre recipientes (26) de tamaños diferentes.
4. Un aparato según la reivindicación 2, caracterizado porque los miembros móviles (50, 52, 54) tienen la forma de correas sinfín.
5. Un aparato según la reivindicación 2, caracterizado porque las superficies de los miembros móviles (50, 52, 54) que contactan con la pluralidad de recipientes (26) están texturadas y no son planas.
6. Un aparato según la reivindicación 1, que comprende además una superficie de soporte para la pluralidad de recipientes (26) , cuya superficie de soporte tiene una primera sección separada de los medios instalados en línea (18, 20) y una segunda sección dispuesta junto a los medios instalados en línea (18, 20) , cuya segunda sección está más baja que la primera sección, de tal manera que los recipientes (26) descansen en contacto con la primera sección a medida que se aproximen a los medios instalados en línea (18, 20) fuera de contacto con la segunda sección de la superficie de soporte.
7. Un aparato según la reivindicación 1, caracterizado porque como mínimo uno de los sensores (60) comprende un miembro (66) de contacto y un miembro deformable (62) , cuyo miembro (66) de contacto está destinado a contactar con cada recipiente (26) cuando éste recipiente (26) experimenta una compresión predeterminada por los medios instalados en línea (18, 20) , y el miembro deformable (62) tiene un extremo unido al miembro (66) de contacto y su extremo contrario unido a un miembro fijo (65) , estando provisto el miembro deformable (66) de unos medios de generación de señal destinados a generar una señal representativa de la deformación del miembro deformable (62) causada por el contacto entre el miembro (66) de contacto y cada recipiente (26) .
8. Un aparato según la reivindicación 7, caracterizado porque el miembro (66) de contacto tiene la forma de un rodillo libremente rotatorio que puede rodar sobre la superficie de cada recipiente (26) .
9. Un aparato según la reivindicación 7, caracterizado porque los medios instalados en línea (18, 20) comprenden dos miembros de compresión (50, 52) separados y sustancialmente paralelos destinados a aplicar la compresión predeterminada a cada recipiente (26) , extendiéndose el miembro (66) de contacto entre los miembros de compresión (50, 52) para contactar con los recipientes (26) .
10. Un aparato según la reivindicación 7, caracterizado porque el miembro deformable (62) comprende un medidor de deformación.
11. Un aparato según la reivindicación 1, caracterizado por unos medios de detección (70, 72) para detectar cuándo un recipiente (26) esté en una posición predeterminada con respecto a uno de los sensores (60) .
12. Un aparato según la reivindicación 11, caracterizado porque los medios de detección (70, 72) de recipiente comprenden una fuente luminosa (70) destinada a generar luz y a dirigir un haz de luz hacia el contenedor (26) , unos medios de detección (70) de luz destinados a detectar cuándo el haz es interrumpido por, o reflejado desde, el recipiente (26) .
13. Un aparato según la reivindicación 1, caracterizado porque los medios de recepción y análisis están destinados a detectar, en la respuesta de los como mínimo dos sensores (60) , la presión de pico generada dentro de cada recipiente (26) causada por la compresión predeterminada y a medir la presión dentro del recipiente (26) en una serie de puntos a cada lado de la presión de pico.
14. Un aparato según la reivindicación 13, caracterizado porque los medios de recepción y análisis están destinados a:
(a ) promediar la presión en la serie de puntos, para determinar la relación entre la presión promedio medida por como mínimo dos sensores (60) , y para generar una señal de salida si la relación se encuentra situada fuera de un intervalo predeterminado; y/o (b) generar una señal de salida si la presión de pico generada dentro de cada recipiente (26) se encuentra situada fuera de un intervalo predeterminado.
15. Un aparato (100) según la reivindicación 1 que tiene la forma de una unidad móvil capaz de añadirse a una cadena actual (12) de producción, cuyo aparato (100) se caracteriza por unos medios de soporte (102, 103a, 103b, 104a, 104b) capaces de soportar a los medios instalados en línea (18, 20) y a los como mínimo dos sensores (60) separadamente de la cadena (12) de producción.
16. Un aparato según la reivindicación 1, caracterizado por como mínimo dos pares de sensores (60) dispuestos de tal manera que cada recipiente (26) pase por todos los sensores (60) , estando destinados los medios de recepción y análisis a analizar las lecturas de cada par de sensores (60) con independencia, y a generar una señal de salida si los resultados del análisis de dos pares diferentes de sensores (60) difieren por más de una cantidad predeterminada.
17. Un aparato según la reivindicación 16, caracterizado por como mínimo dos medios separados instalados en línea, uno de cuyos medios instalados en línea efectúa la compresión de cada recipiente (26) cuando el recipiente pasa por uno de los pares de sensores, y otro de los medios instalados en línea efectúa la compresión de cada recipiente (26) cuando cada recipiente pasa por otro de los pares de sensores.
18. Un método para probar recipientes flexibles (26) , cuyo método comprende:
aplicar una compresión predeterminada a la pluralidad de recipientes (26) ;
mientras se aplica la compresión predeterminada a cada recipiente (26) , contactar el recipiente con un sensor (60) para generar una respuesta que varía de acuerdo con la presión interna del recipiente cuando éste pasa por el sensor (60) , aplicándose la compresión predeterminada a cada recipiente (26) durante un período de tiempo predeterminado a medida que los recipientes (26) se desplazan a lo largo de una cadena (12) de producción sin interrumpir el flujo de recipientes (26) a lo largo de la cadena (12) de producción; y cada recipiente (26) es contactado con al menos dos sensores separados entre sí en posiciones predeterminadas a lo largo del camino de desplazamiento de los recipientes (26) mientras los recipientes (26) tienen aplicada la compresión predeterminada por los medios instalados en línea (18, 20) ;
cuyo método se caracteriza por analizar las respuestas de los sensores (60) en cuanto a la presencia de fugas en los recipientes (26) basándose en la diferencia de presión interna detectada por los como mínimo dos sensores en dichas posiciones predeterminadas.
Patentes similares o relacionadas:
Método y aparato para la detección de fugas en tanques de almacenamiento cilíndricos horizontales, del 17 de Junio de 2020, de Mass Technology Corporation: Un aparato de detección de masa para detectar fugas en un tanque de almacenamiento de líquido que comprende: un controlador […]
Indicador de tapa de aire detector de la humedad en caso de fallo del tanque de expansión, del 6 de Mayo de 2020, de AMTROL LICENSING INC: Un tanque de expansión de membrana , que comprende: Una carcasa que comprende una pared de extremo superior , una pared lateral y […]
Monitorización de la condición de un componente o una estructura utilizando un flujo de fluido, del 6 de Noviembre de 2019, de STRUCTURAL MONITORING SYSTEMS LTD: Un aparato configurado de modo que mida la conductividad al flujo de aire de una cavidad sellada formada en una superficie de una estructura o […]
 Método y aparato para la exploración de un lecho filtrante de banco en V, del 29 de Mayo de 2019, de Camfil USA, Inc: Sonda para someter a ensayo por exploración un filtro de banco en V, caracterizada por un cuerpo hueco que tiene un volumen interior, un […]
Método y aparato para la exploración de un lecho filtrante de banco en V, del 29 de Mayo de 2019, de Camfil USA, Inc: Sonda para someter a ensayo por exploración un filtro de banco en V, caracterizada por un cuerpo hueco que tiene un volumen interior, un […]
TUBERIA CON DETECCIÓN DE FUGAS AUTOMÁTICA, del 24 de Mayo de 2019, de NOGUERA IRLES, Guillermo: 1. Tubería con detección de fuga automática está caracterizada por estar formada a partir de una tubería y una camisa con pared con […]
Sensor de humedad y procedimiento para la medición de humedad., del 1 de Mayo de 2019, de BAM BUNDESANSTALT FUR MATERIALFORSCHUNG UND -PRUFUNG: Procedimiento de medición de humedad para un sensor de fibra óptica 200, que comprende (a) proporcionar datos de medición de retrodispersión […]
Dispositivo de prueba de presurización para manguera, del 6 de Febrero de 2019, de Allgotech AB: Dispositivo de prueba de presurización adaptado para la recepción y presurización de manguera mediante un medio, en el que el dispositivo de prueba […]
Procedimientos para la detección y la localización de fugas de gas en zonas pobladas mediante análisis horizontal, del 25 de Octubre de 2018, de Picarro, Inc: Un procedimiento de detección y localización de fugas de gas, donde el procedimiento comprende: realizar una o más mediciones de concentración de gas a partir de un […]