DISPOSITIVO DE FUSIÓN DEL VIDRIO QUE COMPRENDE DOS HORNOS.
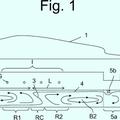
Dispositivo de preparación de un vidrio final que comprende un horno principal (1) con quemadores aéreos y/o electrodos alimentado de materiales vitrificables principales que genera un vidrio principal fundido,
y un horno auxiliar (2) de combustión sumergida que genera un vidrio auxiliar fundido, siendo alimentado el citado horno auxiliar (2) de materiales vitrificables auxiliares, estando caracterizado el citado dispositivo porque el vidrio auxiliar fundido alimenta al horno principal (1) aguas arriba en el primer tercio (12) de su longitud.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2008/050471.
Solicitante: SAINT-GOBAIN GLASS FRANCE
SAINT-GOBAIN ISOVER.
Nacionalidad solicitante: Francia.
Dirección: 18 AVENUE D'ALSACE 92400 COURBEVOIE FRANCIA.
C03B5/04QUIMICA; METALURGIA. › C03VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 5/00 Fusión en hornos; Hornos especialmente adaptados a la fabricación del vidrio. › en hornos de tanque.
Dispositivo de fusión del vidrio que comprende dos hornos. La invención se refiere a un dispositivo de fusión de materiales vitrificables que comprende un horno de fusión clásico y un horno de combustión sumergido, siendo mezclados los flujos de vidrio aguas arriba del horno clásico. Los hornos de fusión clásicos son dispositivos cuya energía térmica proviene mayoritariamente de quemadores aéreos y/o de electrodos. Estos hornos son de gran tamaño (la superficie del baño de vidrio fundido puede ir de 6 m 2 a 600 m 2 , y en el caso de hornos de quemadores aéreos más generalmente de 20 m 2 a 600 m 2 ) y presentan una gran inercia. Por ello, estos funcionan sin interrupción varios años seguidos. En los documentos WO2004/078664 y WO03045859 se ha propuesto ya añadir a uno de estos hornos clásicos un horno de quemador sumergido. Los flujos de vidrio, de naturalezas diferentes, son mezclados aguas abajo de los dos hornos, especialmente en una célula de mezcla provista de agitadores, o el flujo de vidrio que proviene del horno de quemador sumergido alimenta directamente al horno clásico en su parte aguas abajo. En este caso, es indispensable un dispositivo de afinado específicamente para el flujo de vidrio que proviene del horno de quemador sumergido, porque si no el flujo final contiene demasiadas burbujas y/o partículas no fundidas. En efecto, los hornos de quemador sumergido son conocidos para producir vidrios espumosos muy ricos en gases y necesitan al menos dos cubas en serie para digerir el conjunto de las materias primas. Se ha tenido ahora la idea de introducir el flujo de vidrio que proviene del horno de combustión sumergido en el horno clásico y aguas arriba de éste, con el fin de aprovechar la zona de afinado aguas abajo del horno clásico para los dos flujos de vidrios mezclados. En efecto, un horno clásico comprende siempre una zona de afinado más o menos importante en su parte aguas abajo, lo que contribuye a eliminar las burbujas que inevitablemente se forman durante la fabricación de un vidrio, así como a acabar de « digerir » las partículas todavía no fundidas. Se ha tenido ahora la idea de utilizar esta zona aguas abajo del horno clásico especialmente para eliminar a la vez los gases que provienen de los materiales vitrificados fundidos del horno clásico y los gases contenidos en el vidrio que proviene del horno de combustión sumergida. Es posible que las burbujas grandes producidas en el vidrio del horno auxiliar ayuden a la eliminación de las burbujas pequeñas creadas en el vidrio del horno principal por un fenómeno de coa- lescencia. Así, de modo paradójico, la producción de más burbujas conduce a una mejor eliminación de las burbujas. Además, la zona aguas abajo del horno principal se utiliza para acabar de fundir o « digerir » las partículas no fundidas y las impurezas (especialmente metales) contenidas en el vidrio que proviene del horno auxiliar y para homogeneizar los dos flujos de vidrio desde el punto de vista de sus redox cuando esto sea necesario. En el marco de la presente solicitud, se denomina « horno principal » al horno clásico y « horno auxiliar » al horno de combustión sumergida. Más del 50% e incluso más del 80% de la energía térmica aportada al horno principal, es por medio de quemadores aéreos o de electrodos o por estos dos medios. Más del 50% e incluso más del 80% de la energía térmica aportada al horno auxiliar, es por medio de una combustión sumergida. La materia prima vitrificable introducida en el horno principal es denominada materia prima vitrificable principal y la materia prima vitrificable introducida en el horno auxiliar es denominada materia prima vitrificable auxiliar. La materia prima vitrificable principal conduce a un flujo principal de un vidrio principal y la materia prima vitrificable auxiliar conduce a un flujo auxiliar de un vidrio auxiliar. Estos dos vidrios son mezclados en la parte aguas arriba del horno principal para producir un flujo final de un vidrio final. Por « parte aguas arriba » del flujo principal, se entiende el primer tercio aguas arriba de la longitud de la superficie del baño de vidrio, estando situada la citada longitud en el eje horizontal y longitudinal del horno. Generalmente, el horno principal tiene una longitud mayor que su anchura, pudiendo ir la relación entre la longitud y la anchura de 1,5 a 6. Los términos « aguas arriba » y « aguas abajo » se refieren a la dirección de salida del vidrio, discurriendo este último de aguas arriba a aguas abajo. La parte aguas arriba comprende la zona de introducción de los materiales vitrificables. La parte aguas abajo comprende la zona de salida del vidrio final hacia el exterior del horno principal. Preferentemente, el vidrio auxiliar penetra en el horno principal por intermedio de un desagüe o de un nicho un poco retirado con respecto a la pared lateral del horno principal, pudiendo comprender el citado nicho una barrera de protección (pared descendente del techo y que penetra un poco en el vidrio fundido para constituir un obstáculo para los materiales sólidos que sobrenadan) para impedir a la composición de material vitrificable entrar en el nicho. El vidrio auxiliar penetra preferentemente lo más aguas arriba posible en el horno principal, especialmente preferentemente en el primer cuarto aguas arriba de la longitud del horno principal. Se reduce así el riesgo de que las partículas no fundidas que provengan del vidrio auxiliar perduren en el transcurso de la travesía del horno principal. Así, la invención se refiere en primer lugar a un dispositivo de preparación de un vidrio final que comprende un horno principal de quemadores aéreos y/o electrodos alimentado de materiales vitrificables principales que generan un vidrio principal fundido, y un horno auxiliar de combustión sumergido, siendo alimentado el citado horno auxiliar con materiales vitrificables, alimentando el vidrio auxiliar fundido al horno principal aguas arriba en el primer tercio de su longitud. La invención presenta interés de modo más particular cuando se desea aumentar temporalmente la tirada (« furnace pull » en inglés) del horno principal. Este caso se produce cuando puntualmente debe fabricarse un vidrio en mayor cantidad. Así, durante la producción continua de vidrio final, el horno auxiliar puede funcionar menos tempo que el 2 E08775725 15-11-2011 horno principal mientras que la duración de funcionamiento del horno principal es idéntica a la duración de la producción de vidrio final. Así, la duración de funcionamiento del horno auxiliar puede ser inferior a la del horno principal. De acuerdo con la invención, en el horno auxiliar se produce un vidrio auxiliar de sensiblemente igual composición que el vidrio principal. La tirada de vidrio final es la suma de la tirada del vidrio principal y de la tirada del vidrio auxiliar. El hecho de que los dos vidrios sean idénticos elimina el problema de la homogeneización desde el punto de vista de la composición química. La tirada del vidrio auxiliar puede representar más del 2% e incluso más del 4% de la tirada del vidrio final. La tirada del vidrio auxiliar puede representar hasta el 10% e incluso hasta el 25% e incluso hasta el 40% de la tirada del vidrio final. El horno auxiliar, gracias a su tecnología fundada en la combustión sumergida presenta una flexibilidad extraordinaria, un tamaño reducido, al tempo que permite tiradas más altas. El horno de combustión sumergida es agitado de modo natural por los gases que provienen de los quemadores, de manera que resulta inútil la presencia de agitadores mecánicos. El horno de combustión sumergida puede comprender de 1 a 30 quemadores sumergidos según la tirada y la potencia requerida. Generalmente, la superficie del baño de vidrio fundido del horno auxiliar presenta una superficie que va de 0,5 m 2 a 15 m 2 (suma de las superficies internas de todas las cubas de combustión sumergida, generalmente en número de una o dos, que componen el horno auxiliar). Su tirada va generalmente de 2 a 150 toneladas al día. Generalmente, la relación entre la superficie del baño fundido del horno principal y la del baño fundido del horno auxiliar va de 10 a 1000. El dispositivo de acuerdo con la invención puede ir seguido de una instalación de conformado de vidrio plano o de vidrio hueco o de vidrio conformado en fibras. El horno principal puede ir seguido de un recipiente de afinado, pero generalmente esto no es necesario, siendo realizado suficientemente el afinado en el propio horno principal, incluso para la aplicación de vidrio plano, lo que es importante. En efecto, para la aplicación de vidrio plano, el nivel de burbujas en el vidrio final debe ser inferior a 0,5 burbujas por litro. El vidrio final puede estar destinado entonces a alimentar una instalación de conformado en vidrio plano, especialmente del tipo de flotación... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de preparación de un vidrio final que comprende un horno principal (1) con quemadores aéreos y/o electrodos alimentado de materiales vitrificables principales que genera un vidrio principal fundido, y un horno auxiliar (2) de combustión sumergida que genera un vidrio auxiliar fundido, siendo alimentado el citado horno auxiliar (2) de materiales vitrificables auxiliares, estando caracterizado el citado dispositivo porque el vidrio auxiliar fundido alimenta al horno principal (1) aguas arriba en el primer tercio (12) de su longitud. 2. Dispositivo de acuerdo con la reivindicación precedente, caracterizado porque la superficie del baño fundido del horno principal (1) va de a 6 m 2 a 600 m 2 . 3. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la superficie del baño fundido del horno auxiliar (2) va de 0,5 m 2 a 15 m 2 . 4. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la relación entre la superficie del baño fundido del horno principal (1) y la del baño fundido del horno auxiliar (2) va de 10 a 1000. 5. Dispositivo de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el horno principal (1) no está equipado con agitador mecánico. 6. Procedimiento de fabricación de un vidrio final por el dispositivo de una de las reivindicaciones precedentes, siendo el vidrio auxiliar sensiblemente de la misma composición que el vidrio principal. 7. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la duración de funcionamiento del horno auxiliar (2) es inferior la del horno principal (1). 8. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la tirada de vidrio auxiliar representa del 2% al 40% de la tirada de vidrio final. 9. Procedimiento de acuerdo con la reivindicación precedente, caracterizado porque la tirada de vidrio auxiliar representa del 4% al 25% de la tirada de vidrio final. 10. Procedimiento de acuerdo con una de las reivindicaciones precedentes de procedimiento, caracterizado porque el horno auxiliar (2) es alimentado de combustible de tipo materiales biológicos o residuos orgánicos. 11. Procedimiento de acuerdo con la reivindicación precedente, caracterizado porque el combustible del tipo de materiales biológicos o residuos orgánicos participa entre el 5% y el 100% de la energía total de combustión sumergida generada en el horno auxiliar. 12. Procedimiento de acuerdo con una de las reivindicaciones precedentes de procedimiento, caracterizado porque cualquier óxido presente en el vidrio principal en más del 1% en peso, está presente en el vidrio principal y en el vidrio auxiliar en contenidos tales que la diferencia de su porcentaje en peso en dos vidrios no es superior al 1% de su contenido en el vidrio principal. 13. Procedimiento de acuerdo con una de las reivindicaciones precedentes de procedimiento, caracterizado porque los humos del horno auxiliar (2) son conducidos a la atmósfera del horno principal (1). 14. Procedimiento de fabricación de vidrio plano que comprende el procedimiento de fabricación de vidrio final de una de las reivindicaciones de procedimiento precedente, siendo el citado vidrio final transformado a continuación en vidrio plano. 15. Procedimiento de acuerdo con la reivindicación precedente, caracterizado porque la diferencia de redox de los dos vidrios auxiliar y principal no rebasa del 20% del redox más bajo. 16. Procedimiento de acuerdo con una de las dos reivindicaciones precedentes, caracterizado porque el vidrio es transformado en vidrio plano en una instalación de flotación en un baño de metal fundido cuya anchura es superior a 2 metros. 17. Procedimiento de fabricación de fibras de vidrio que comprende el procedimiento de fabricación de vidrio final de una de las reivindicaciones 6 a 13, siendo el citado vidrio final transformado a continuación en fibras de vidrio en una unidad de conformado en fibras. 18. Procedimiento de acuerdo con la reivindicación precedente, caracterizado porque el vidrio final no pasa a ningún compartimiento entre el horno principal (1) y la unidad de conformado en fibras. 7 E08775725 15-11-2011 8 E08775725 15-11-2011
Patentes similares o relacionadas:
Horno para vidrio, del 1 de Abril de 2020, de OWENS-BROCKWAY GLASS CONTAINER INC.: Un horno de vidrio que comprende:
una cámara de masa fundida de horno para contener una masa fundida […]
Un método de fusión de materias primas tales como vidrio por medio de un horno de fusión de combustión cruzada, del 4 de Marzo de 2020, de Engie: Un método de fusión de materias primas por medio de un horno de fusión de combustión cruzada que tiene:
- un tanque de fusión para albergar las materias primas […]
Un método de combustión aplicado a materiales de fusión tales como el vidrio en un horno de llama longitudinal, del 4 de Marzo de 2020, de Engie: Un método de fusión de materias primas mediante un horno de fusión de llama longitudinal que tiene:
- un tanque de fusión para recibir […]
Quemadores en ángulo ascendente en hornos de vidrio, del 4 de Abril de 2019, de PRAXAIR TECHNOLOGY, INC.: Un horno que comprende:
(A) una pared posterior y una pared frontal enfrentadas, y dos paredes laterales enfrentadas, las cuatro paredes […]
Proceso y dispositivo para fundir y refinar vidrio, del 13 de Marzo de 2019, de SAINT-GOBAIN GLASS FRANCE: Un proceso para fabricar vidrio fundido en un dispositivo que comprende de aguas arriba a aguas abajo un horno para fundir y refinar vidrio equipado […]
Horno de fusión de materias primas vitrificables con zona optimizada de precalentamiento, del 14 de Diciembre de 2016, de FIVES STEIN: Horno de fusión de materias a vitrificar cuyo equipamiento de calefacción es al menos de oxicombustión,
que comprende:
- una zona de […]
Instalación y método para fundir vidrio, del 10 de Agosto de 2016, de SAINT-GOBAIN ISOVER: Una instalación para fundir vidrio o roca que comprende:
- un primer tanque, referido como un tanque de fundición , con una entrada de […]
Horno de vidrio, en particular para vidrio claro o ultra-claro, con reducción de la recirculación primaria, del 13 de Enero de 2016, de FIVES STEIN: Horno para vidrio para el calentamiento y la fusión de materiales a vitrificar, que comprende:
- una entrada (E) para las materias primas,
[…]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Horno de vidrio, en particular para vidrio claro o ultra-claro, con reducción de la recirculación primaria, del 13 de Enero de 2016, de FIVES STEIN: Horno para vidrio para el calentamiento y la fusión de materiales a vitrificar, que comprende:
- una entrada (E) para las materias primas,
[…]
Horno de vidrio, en particular para vidrio claro o ultra-claro, con reducción de la recirculación primaria, del 13 de Enero de 2016, de FIVES STEIN: Horno para vidrio para el calentamiento y la fusión de materiales a vitrificar, que comprende:
- una entrada (E) para las materias primas,
[…]