PROCEDIMIENTO DE FABRICACIÓN DE UN MATERIAL EN HOJA.
Procedimiento de fabricación de un material en hoja (1) que comprende por lo menos dos capas (2,
5) fibrosas yuxtapuestas una sobre la otra, comprendiendo dicho procedimiento las etapas siguientes: - realizar una primera capa (2) de papel, que comprende por lo menos una zona alargada de espesor nulo (4), mediante filtración de una suspensión acuosa de fibras sobre la tela de una primera forma redonda (R1) o de un formador, - realizar una segunda capa (5) de papel sobre la tela de una segunda forma redonda (R2) de manera que forme por lo menos un vaciado (6) en la segunda capa (5), - disponer por lo menos un elemento por lo menos parcialmente transparente (10) entre las dos capas (2, 5) todavía húmedas y reunir las dos capas de manera que dicho por lo menos un vaciado (6) de la segunda capa (5), dicho por lo menos un elemento por lo menos parcialmente transparente (10) y dicha por lo menos una zona alargada de espesor nulo (4) de la primera capa (2) estén situados unos frente a los otros, - secar la estructura así obtenida, caracterizado porque dicho por lo menos un elemento por lo menos parcialmente transparente (10) es una banda continua y presenta la misma longitud que dicha por lo menos una zona alargada de espesor nulo (4) de la primera capa (2)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2008/051321.
Solicitante: ARJOWIGGINS SECURITY.
Nacionalidad solicitante: Francia.
Dirección: 21-23 BOULEVARD HAUSSMAN 75009 PARIS FRANCIA.
Inventor/es: DOUBLET, PIERRE, CAMUS, MICHEL.
Fecha de Publicación: .
Fecha Solicitud PCT: 11 de Julio de 2008.
Clasificación Internacional de Patentes:
- D21F9/04B
Clasificación PCT:
- D21F11/08 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21F MAQUINAS DE FABRICAR PAPEL; METODOS DE PRODUCCION DEL PAPEL. › D21F 11/00 Procedimientos de fabricación de longitudes continuas de papel o de cartón o de red húmeda para la producción de cartón de pasta de madera, sobre las máquinas de papel. › papel o cartón compuesto de dos capas o más.
- D21H21/40 D21 […] › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 21/00 Materiales no fibrosos añadidos a la pasta, caracterizados por su función, su forma o sus propiedades; Materiales de impregnación o de revestimiento del papel, caracterizados por su función, su forma o sus propiedades. › Agentes que facilitan un test de autenticidad o que impiden una modificación fraudulenta, p. ej. para papel de seguridad (filigranas B41M 3/10, D21F 1/44; impresión de papeles-valor B41M 3/14; características de información o de seguridad de tarjetas de soporte de información o estructuras de tipo hoja, p. ej. para prevenir la falsificación B42D 25/30).
- D21H21/42 D21H 21/00 […] › Cintas o tiras (filamentos D21H 15/06).
- D21H21/44 D21H 21/00 […] › Elementos de seguridad latentes, es decir, que pueden ser detectados o hacerse aparentes solamente por utilización de métodos o de dispositivos especiales de verificación o de alteración.
- D21H27/30 D21H […] › D21H 27/00 Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas. › con varias capas (para la cobertura de superficies D21H 27/18).
- D21H27/32 D21H 27/00 […] › con materiales aplicados entre las hojas (ensamblado de hojas en papel o en cartón B31F 5/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2373510_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de un material en hoja.
La presente invención se refiere a un procedimiento de fabricación de un material en hoja que comprende por lo menos una ventana, así como a un documento de seguridad obtenido mediante dicho procedimiento.
Se conocen, en el estado de la técnica, diferentes hojas de seguridad provistas de ventanas pasantes o no, que permiten en particular observar un elemento de seguridad dispuesto a nivel de la ventana. Generalmente, estas ventanas son unas aberturas practicadas en la hoja de seguridad y recubiertas de un elemento de seguridad parcialmente transparente, como una lámina o un parche, que puede contener un elemento de seguridad.
Se conoce a partir de la patente GB 1 552 853 un billete de banco que comprende una capa de papel en la que se incorpora un hilo de seguridad. La capa de papel presenta unas ventanas enfrentadas que dejan aparecer el hilo de seguridad. Estas ventanas se pueden realizar con la ayuda de un láser capaz de eliminar material de la capa de papel dejando al mismo tiempo el hilo de seguridad intacto. Las ventanas pueden, como variante, ser realizadas de manera mecánica, por recorte o abrasión.
Se conoce a partir de la solicitud de patente EP 229 645 un papel de seguridad que comprende dos capas de papel entre las cuales se interpone un hilo de seguridad. En por lo menos una de las capas de papel se realizan unos orificios con la ayuda de relieves sobre la tela de formación de esta capa de papel.
Se conoce asimismo a partir de la solicitud de patente EP 0 687 324 un procedimiento de fabricación de una hoja de papel de billete que comprende por lo menos una zona de espesor reducido con respecto al espesor del resto de la hoja. Se obtiene así una zona prácticamente transparente sin tener que perforar el papel en esta zona.
Se conoce asimismo a partir de la solicitud WO 95/09274 una hoja de papel de seguridad, constituida por dos capas que comprenden cada una, una zona de espesor nulo enfrentadas una a la otra y a una banda de material transparente revestida en la hoja de papel, de manera que la banda de material transparente queda enfrente de las zonas de espesor nulo. Se obtiene así una ventana transparente.
Sin embargo, las hojas así obtenidas adolecen del inconveniente de presentar en sus caras unas diferencias de espesor, en particular unos sobreespesores a nivel de la banda insertada, de modo que por poco que las zonas de espesor reducido o nulo tengan una superficie importante, la hoja resulta industrialmente difícil de manipular. En efecto, con el fin de poder almacenar o transportar las hojas, éstas se apilan en grandes cantidades, de manera que las zonas de espesor reducido se superponen, lo cual provoca un desequilibrio en la pila.
La solicitud WO 2004/001130 describe un procedimiento para realizar un sustrato de papel que consiste en llevar, en contacto con una tela de formación del papel, un hilo de seguridad, presentando la tela unos relieves que permiten realizar sobre el sustrato unas ventanas a través de las cuales es visible un borde del hilo de seguridad. Este procedimiento no está adaptado para la incorporación en el sustrato de papel de un hilo de seguridad que tenga una anchura relativamente importante. En efecto, cuando se incorpora un hilo ancho, pueden aparecer unos defectos visibles como la falta de material en la superficie de la capa de papel.
Se conoce asimismo, a partir de las solicitudes de patente EP 0 860 298 y EP 0 625 431, un procedimiento para fabricar un papel de seguridad en el que se incorpora un hilo de seguridad en una primera capa de papel según la técnica denominada "window thread" descrita en la solicitud de patente EP 0 059 056. Esta capa de papel presenta sobre una cara una pluralidad de ventanas que dejan aparecer el hilo de seguridad. En el caso en que el hilo de seguridad presenta una anchura relativamente importante, en particular superior a 2 mm, la primera capa es entonces ensamblada con una segunda capa de papel con el fin de ocultar el o los defectos.
Por otra parte, se conoce a partir de la patente US nº 6.428.051 un papel de seguridad que comprende una capa fibrosa que presenta una ventana recubierta por una lámina, estando la ventana realizada por embutición de la capa fibrosa. Las dimensiones y/o forma de la ventana dependen de la herramienta de punzonado utilizada, lo cual requiere el cambio de la herramienta si se desea formar unas ventanas de dimensiones y/o formas diferentes.
Se conoce a partir de la solicitud DE 10 2005 045 566 un procedimiento de fabricación de una hoja que comprende dos capas de papel, pudiendo una presentar una zona alargada de espesor nulo en la que está dispuesto un elemento de seguridad y pudiendo la otra presentar uno o varios vaciados.
Se conoce asimismo a partir de la solicitud FR 2 891 761 un procedimiento de fabricación de un material en hoja que comprende dos capas de papel que presentan unas ventanas realizadas por proyección de por lo menos un chorro de fluido a presión después de la unión de las dos capas de papel.
Además, se conocen a partir de las solicitudes WO 00/39391 y WO 2005/0512249 unos procedimientos de formación de una hoja de papel formada por una sola capa sobre una única forma redonda.
Un objetivo de la presente invención es proporcionar un procedimiento que permita obtener un material en hoja con una ventana que comprenda un elemento de seguridad, preferentemente bastante ancho, y en particular que no presente ningún sobreespesor notable.
Así, la invención tiene por objeto un procedimiento de fabricación de un material en hoja según la reivindicación 1.
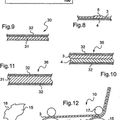
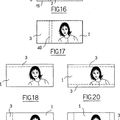
Se obtiene así un material en hoja cuya estructura comprende, en la zona de superposición de la zona alargada de espesor nulo que comprende un elemento por lo menos parcialmente transparente de la primera capa y un vaciado de la segunda capa, una ventana transparente.
Una ventaja de la invención es que al insertar un elemento alargado por lo menos parcialmente transparente entre las dos capas todavía húmedas durante la fabricación del material en hoja, la fijación del elemento por lo menos parcialmente transparente con el material en hoja está reforzada, y los riesgos de deslaminado de la estructura disminuyen en gran medida. Además, el hecho de insertar el elemento por lo menos parcialmente transparente durante la formación del material en hoja y no después de su fabricación dificulta mucho la reproducción del material en hoja, reduciendo al mismo tiempo los costes de fabricación.
Según un modo de realización de la invención, las fibras comprenden fibras de celulosa.
Según un modo de realización preferido de la invención, el elemento por lo menos parcialmente transparente presenta una anchura superior a la de la zona alargada de espesor nulo de la primera capa, de manera que, durante la inserción del elemento por lo menos parcialmente transparente en el seno del material en hoja, entre las dos capas fibrosas se insertan dos bordes de dicho elemento alargado por lo menos parcialmente transparente. Preferentemente, el elemento alargado por lo menos parcialmente transparente presenta una anchura superior en 4 a 10 mm a la de la zona alargada de espesor nulo en la que está dispuesto.
Cada zona alargada de espesor nulo de la primera capa presenta una anchura comprendida preferentemente entre 5 y 50 mm, más preferentemente entre 10 y 25 mm.
Cada elemento por lo menos parcialmente transparente presenta una anchura comprendida preferentemente entre 9 y 60 mm, más preferentemente entre 14 y 35 mm.
Según un modo de realización de la invención, el elemento por lo menos parcialmente transparente presenta un espesor comprendido por ejemplo entre 10 y 50 !m. Ventajosamente, este elemento presenta el mismo espesor que la primera capa, de manera que la superficie exterior de la primera capa es casi plana y no presenta ningún sobreespesor notable. Por ejemplo, la primera capa de la hoja tiene un espesor de 20 !m, y una banda continua del mismo espesor está dispuesta en la zona de espesor nulo de la primera capa.
Con respecto a las hojas de seguridad de una capa de la técnica anterior, el procedimiento según la invención presenta la ventaja de que, estando el material en hoja compuesto por varias capas, se puede adaptar el espesor de la primera capa al espesor del elemento transparente, lo cual permite así obtener una hoja plana, sea cual sea la elección... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de un material en hoja (1) que comprende por lo menos dos capas (2, 5) fibrosas yuxtapuestas una sobre la otra, comprendiendo dicho procedimiento las etapas siguientes:
- realizar una primera capa (2) de papel, que comprende por lo menos una zona alargada de espesor nulo (4) , mediante filtración de una suspensión acuosa de fibras sobre la tela de una primera forma redonda (R1) o de un formador,
- realizar una segunda capa (5) de papel sobre la tela de una segunda forma redonda (R2) de manera que forme por lo menos un vaciado (6) en la segunda capa (5) ,
- disponer por lo menos un elemento por lo menos parcialmente transparente (10) entre las dos capas (2, 5) todavía húmedas y reunir las dos capas de manera que dicho por lo menos un vaciado (6) de la segunda capa (5) , dicho por lo menos un elemento por lo menos parcialmente transparente (10) y dicha por lo menos una zona alargada de espesor nulo (4) de la primera capa (2) estén situados unos frente a los otros,
- secar la estructura así obtenida,
caracterizado porque dicho por lo menos un elemento por lo menos parcialmente transparente (10) es una banda continua y presenta la misma longitud que dicha por lo menos una zona alargada de espesor nulo (4) de la primera capa (2) .
2. Procedimiento según la reivindicación 1, caracterizado porque dicho por lo menos un elemento por lo menos parcialmente transparente (10) presenta una anchura superior a la anchura de dicha por lo menos una zona alargada de espesor nulo (4) que lo comprende.
3. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la anchura de dicha por lo menos una zona de espesor nulo (4) de la primera capa (2) está comprendida entre 5 y 50 mm, preferentemente entre 10 y 25 mm.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la anchura de dicho por lo menos un elemento por lo menos parcialmente transparente (10) está comprendida entre 9 y 60 mm, preferentemente entre 14 y 35 mm.
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque dicho por lo menos un elemento por lo menos parcialmente transparente (10) presenta un espesor superior a 10 !m, preferentemente comprendido entre 10 y 50 !m.
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque dicho por lo menos un elemento por lo menos parcialmente transparente (10) presenta el mismo espesor que dicho primer chorro (2) .
7. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque dicho por lo menos un elemento por lo menos parcialmente transparente (10) comprende por lo menos un medio de segurización seleccionado de entre un dispositivo con efecto óptico variable, interferencial en particular iridiscente y/o difractivo, con cristales líquidos, un sistema de lentes, un holograma, un revestimiento magnético, metálico o cristalino, unas fibras magnéticas, unos trazadores detectables por resonancia magnética, unos trazadores detectables por fluorescencia X, unos biomarcadores, unos barnices o una tinta, unos trazadores luminiscentes, en particular fluorescentes, o unos compuestos fotocrómicos, termocrómicos, electroluminiscentes y/o piezocrómicos y/o tribométricos y/o que cambian de color en contacto con uno o varios productos predeterminados y/o un chip.
8. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque dicho primer chorro (2) comprende además por lo menos una falta de material por lo menos parcial en por lo menos una zona de espesor no nulo.
9. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque dicho primer chorro (2) y/o dicho segundo chorro (5) comprende un elemento de seguridad (12) .
10. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque se realiza dicha por lo menos una zona alargada de espesor nulo (4) de la primera capa (2) mediante supresión de la filtración sobre por lo menos una zona de la tela (T) de la primera forma redonda (R1) o del formador mediante el depósito de zonas de enmascarado (M) sobre el perímetro de dicha primera forma redonda (R1) o de dicho formador.
11. Procedimiento según una de las reivindicaciones 1 a 9, caracterizado porque se realiza dicha por lo menos una zona alargada de espesor nulo (4) de la primera capa (2) mediante la extracción de material por medio de una proyección de un chorro de fluido a presión, antes de su ensamblaje con la segunda capa (5) , y porque dicho chorro
de fluido a presión es un chorro de agua o un chorro de aire.
12. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque dicho por lo menos un vaciado
(6) en la segunda capa (5) se realiza mediante el gofrado de la tela de la segunda forma redonda (R2) . 5
13. Procedimiento según una de las reivindicaciones 1 a 11, caracterizado porque dicho por lo menos un vaciado (6) en la segunda capa (5) se obtiene por medio de la fijación en la tela de la segunda forma redonda (R2) de piezas que impiden la filtración.
14. Procedimiento según cualquiera de las reivindicaciones 1 a 11, caracterizado porque dicho por lo menos un vaciado (6) en la segunda capa (5) se obtiene mediante la extracción de material por medio de una proyección de un chorro de fluido a presión, en particular un chorro de agua, en la segunda capa (5) todavía húmeda, antes de su ensamblaje con la primera capa (2) .
15. Material en hoja (1) que comprende:
- por lo menos dos capas (2, 5) fibrosas yuxtapuestas una sobre la otra,
- una primera capa (2) de papel, que comprende por lo menos una zona alargada de espesor nulo (4) , 20
- una segunda capa (5) de papel,
- por lo menos un vaciado (6) en la segunda capa (5) ,
- por lo menos un elemento por lo menos parcialmente transparente (10) entre las dos capas (2, 5) , estando dicho por lo menos un vaciado (6) de la segunda capa (5) , dicho por lo menos un elemento por lo menos parcialmente transparente (10) y dicha por lo menos una zona alargada de espesor nulo (4) de la primera capa (2) situados unos frente a los otros, caracterizado porque dicho por lo menos un elemento por lo menos parcialmente transparente (10) es una banda continua y presenta la misma longitud que dicha por lo menos una zona alargada de espesor nulo (4) de la primera capa (2) .
Patentes similares o relacionadas:
 MATERIAL EN HOJA QUE COMPRENDE POR LO MENOS UNA FILIGRANA CON UN MATIZ COLOREADO, del 20 de Octubre de 2010, de ARJOWIGGINS SECURITY: Material en hoja que comprende:
- por lo menos una primera capa que presenta por lo menos un primer color,
- por lo menos una segunda capa […]
MATERIAL EN HOJA QUE COMPRENDE POR LO MENOS UNA FILIGRANA CON UN MATIZ COLOREADO, del 20 de Octubre de 2010, de ARJOWIGGINS SECURITY: Material en hoja que comprende:
- por lo menos una primera capa que presenta por lo menos un primer color,
- por lo menos una segunda capa […]
 ESTRUCTURA TRICOTADA DESTINADA A SER INCORPORADA EN UN MATERIAL EN HOJA, del 8 de Marzo de 2010, de ARJOWIGGINS SECURITY: Material en hoja , caracterizado porque incorpora por lo menos una estructura tricotada , comprendiendo la estructura tricotada por lo menos dos hilos […]
ESTRUCTURA TRICOTADA DESTINADA A SER INCORPORADA EN UN MATERIAL EN HOJA, del 8 de Marzo de 2010, de ARJOWIGGINS SECURITY: Material en hoja , caracterizado porque incorpora por lo menos una estructura tricotada , comprendiendo la estructura tricotada por lo menos dos hilos […]
Sistema de presentación de imágenes y de seguridad micro-óptico, del 5 de Abril de 2019, de VISUAL PHYSICS, LLC: Sistema micro-óptico de aumento sintético, que comprende: (a) uno o más separadores ópticos; (b) una micro-imagen formada por una matriz plana periódica […]
Elemento multiluminiscente de seguridad y un producto de valor o seguridad que contiene el mismo, del 9 de Enero de 2019, de BUNDESDRUCKEREI GMBH: Elemento multiluminiscente de seguridad , que comprende al menos un primer medio de luminiscencia , que se puede excitar con el propósito de emitir […]
Sistema de presentación de imágenes y de seguridad micro-óptico, del 23 de Octubre de 2018, de VISUAL PHYSICS, LLC: Sistema micro-óptico de aumento sintético, que comprende: uno o más separadores ópticos; una micro-imagen formada por una matriz plana periódica […]
Sistema de presentación de imágenes y de seguridad micro-óptico, del 10 de Enero de 2018, de VISUAL PHYSICS, LLC: Material de película que comprende una matriz bidimensional periódica de reflectores de enfoque , una matriz bidimensional periódica de micro-imágenes , […]
Elemento de seguridad para un documento de seguridad y procedimiento para su fabricación, del 4 de Enero de 2017, de LEONHARD KURZ STIFTUNG & CO. KG: Elemento de seguridad (1, 1', 1'') con al menos una capa estructural (1a, 1a') transparente al menos en algunas zonas con un primer relieve (10a) difractivo dispuesto al […]
 Hoja que presenta un efecto táctil y un efecto interferencial, y documento de seguridad que la comprende, del 15 de Marzo de 2016, de ARJOWIGGINS SECURITY: Hoja que comprende un soporte y un medio de securización que comprende por lo menos una zona que presenta un efecto interferencial, caracterizada […]
Hoja que presenta un efecto táctil y un efecto interferencial, y documento de seguridad que la comprende, del 15 de Marzo de 2016, de ARJOWIGGINS SECURITY: Hoja que comprende un soporte y un medio de securización que comprende por lo menos una zona que presenta un efecto interferencial, caracterizada […]