Estratificado.
Un metodo para producir un estratificado primario que incluye un material de lengüeta,
metodo que comprende las etapas de:
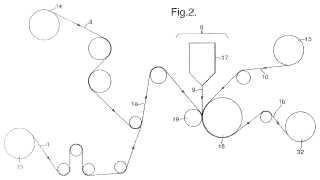
(a) alimentar a una planta de estratificación un estratificado de sellado que incluye un capa termosellable, una capa de hoja metalica y una capa superior de espuma,
(b) alimentar de modo continuo a la planta de estratificación un material de lengueta, que es mas estrecho que el estratificado de sellado, de modo que la cara inferior del material de lengüeta y la capa superior de espuma del estratificado de sellado estan en contacto no adhesivo formando un sustrato primario, cuya cara superior esta compuesta parcialmente de la cara superior del material de lengüeta y parcialmente de la capa superior de espuma del estratificado de sellado antes de que lleguen a la planta de estratificación,
(c) alimentar de modo continuo a la planta de estratificación un material de pelicula de plastico que tiene una superficie superior y una superficie inferior, para que la superficie inferior del material de pelicula de plastico este en contacto con la cara superior del sustrato primario, y
(d) extrudir de modo continuo un adhesivo polimerico que es un copolimero al azar de etileno y acrilato de alquilo que tiene un indice de fluidez en estado fundido en el intervalo de 1 a 10 dg/min (190º C, 2, 16 kg) entre la cara superior del sustrato primario y la superficie inferior del material de pelicula de plastico y enfriar para que la espuma y el material de lengüeta del sustrato primario se adhieran a la pelicula de plastico.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06126645.
Solicitante: SELIG SEALING PRODUCTS, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 342 East Wabash Street Forrest, IL 61741 ESTADOS UNIDOS DE AMERICA.
Inventor/es: MCLEAN,ANDREW FENWICK, SACHS,VICTOR, THORNHILL,CRAIG WARREN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B27/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Productos estratificados compuestos esencialmente de resina sintética.
- B65D51/20 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 51/00 Cierres no previstos en otro lugar (cubiertas o cierres similares como elementos mecánicos para recipientes a presión en general F16J 13/00). › Capuchones, tapas o cubiertas que funcionan con un cierre interno dispuesto para ser abierto perforando, cortando o desgarrando.
PDF original: ES-2377333_T3.pdf
Fragmento de la descripción:
Estratificado La presente invención se refiere a un metodo para producir un estratificado que se usa en sistemas de cierre de envases.
En el envasado de una gran diversidad de materiales que varian desde productos farmaceuticos a cafe instantaneo es comun proporcionar un cierre en forma de sellado conectado a la boca del envase y un tap6n roscado que cubre y protege al sellado, lo cual proporciona un tap6n que se puede cerrar despues de separar el sellado para acceder al envase. Frecuentemente el cierre se disefa se modo que la cara inferior del sellado tiene un recubrimiento de adhesivo sensible al calor o una capa de plastico fundible recubierta por una hoja metalica. El sellado se coloca contra la boca del envase e interpuesto contra aquella por el tap6n roscado aplicado. Tras calentar por inducción, la hoja metalica se calienta lo cual activa la capa de adhesivo sensible al calor o funde la capa de plastico por lo que, al enfriar, el sellado se une a la boca del envase.
Un problema encontrado con dichos sellados es la dificultad de separar del envase el sellado. A este respecto, esto ha sido resuelto incluyendo una lengOeta que se extiende lateralmente desde la boca del envase y que puede ser cogida por el consumidor para facilitar la separación del sellado. Un ejemplo de dicho sistema es la estructura denominada "lengOeta superior", descrita detalladamente en la patente de Estados Unidos numero 4.961.986. Este sistema incluye un sustrato de varias capas que se desestratifica parcialmente proporcionando una lengOeta que usualmente esta dentro de la circunferencia de la boca del envase. En la patente de Estados Unidos numero 4.961.986 esto se consigue formando el sustrato de varias capas que se adhieren entre si sólo en una parte de su extensión. La patente de Estados Unidos numero 4.961.986 describe ademas que el tap6n roscado puede incluir algun tipo de cubierta ademas del material de sellado. En dicho sistema de dos componentes, en el que el sellado y la cubierta se proporcionan por separado, los dos componentes tienen que ser acoplados en dos operaciones distintas.
Como esto es costoso e incrementa la complejidad del proceso de acoplamiento, el problema se ha enfocado al desarrollo de un sistema de sellado y cubierta de un solo componente que evite la necesidad de dos operaciones distintas de acoplamiento. Por ejemplo, la solicitud de patente EP-A-1472153 describe un sistema de sellado y cubierta de un solo componente, para unirlo a un tap6n roscado, que incluye una lengOeta. En el producto detallado, la porción de sellado del sistema se adhiere a la porción de cubierta por medio de una capa desprendible de modo que el sellado y la cubierta se separan con una fuerza de separación en el intervalo de 20 a 90 g y a una velocidad de 1.500 mm/min en una muestra de 25 mm de ancho.
Otro sistema de lengOeta es el exitoso sistema comercial "Lift "n" Peel"®. Este puede comprender un sellado primario y una cubierta secundaria o sólo un sellado primario y usualmente es sólo un sellado primario. La lengOeta se forma interponiendo una capa de poli (tereftalato de etileno) en el sellado primario que se extiende sólo sobre una porción de la superficie de la cubierta. La capa de poli (tereftalato de etileno) esta interpuesta entre una capa de espuma y una capa superior de EVA/PET [EVA = copolimero de etileno-acetato de vinilo; PET = poli (tereftalato de etileno) ]. Al calentar, el EVA se adhiere a la capa interpuesta y a una porción de espuma todavia expuesta y, debido a la capa de plastico interpuesta, se forma una lengOeta que esta completamente dentro del contorno de la cubierta.
En la solicitud de patente WO 97/02997 se describe un metodo para incluir una lengOeta en un estratificado de sellado primario. En este caso se pasan tres alimentaciones a un rodillo frio en contacto con un rodillo de presión. La primera alimentación que formara la capa superior del estratificado de sellado primario es una capa de barrera de etileno-alcohol vinilico interpuesta entre dos capas de polipropileno. La segunda alimentación es un miembro aislante que puede ser PET y la tercera alimentación es material de lengOeta extrudido, por ejemplo, polipropileno, que forma una capa por todo el ancho del estratificado que forma la capa superior. Las tres alimentaciones se ponen en contacto en el punto en el que contactan el rodillo frio y el rodillo de presión. El rodillo frio enfria el material de lengOeta extrudido maximizando sus propiedades amorfas y originando la estratificación de las tres capas.
Un problema que se puede identificar con dichos sistemas es que al unir el sistema que incluye la lengOeta a un envase que se ha de sellar, se obtiene un nivel no uniforme de unión al envase, tendiendo a formarse uniones mas fuertes debajo de la porción con lengOeta de la cubierta en comparación con la porción sin lengOeta. Existe el riesgo adicional de que, al calentar la hoja metalica de un sistema de inducción, se puede quemar la capa superior del sellado cuando el calor transferido a esta capa es demasiado grande.
Otro problema encontrado con dichos sellados es que cuando se usan en envases que se han de almacenar a temperaturas bajas, por ejemplo, en aplicaciones de industrias lacteas, despues de almacenar a dichas temperaturas, la unión entre el sellado sustrato y la lengOeta tiene tendencia a fallar. Esto significa que, cuando al abrir se separe del envase el sellado, como falla la unión, la lengOeta se separa del sellado sustrato dejando a este adherido al envase en lugar de separarlo.
Por lo tanto, es evidente que se necesita un metodo sencillo y econ6mico para incluir un material de lengOeta en un estratificado de sellado primario, que resuelva los problemas de necesitar producir una lengOeta eficaz y conseguir un nivel uniforme de unión al envase que se ha de sellar.
La solicitud de patente WO 2006/108853 describe un metodo para producir un estratificado primario que incluye un material de lengOeta y que comprende las etapas de:
alimentar a una planta de estratificación un estratificado de sellado que incluye una capa termosellable, una capa de hoja metalica y una capa superior de poliester, alimentar de modo continuo a la planta de estratificación un material de lengOeta que es mas estrecho que el estratificado de sellado de modo que la capa inferior del material de lengOeta y la cara superior del estratificado de sellado estan en contacto no adhesivo formando un sustrato primario cuya cara superior esta compuesta parcialmente de la cara superior del material de lengOeta y parcialmente de la cara superior del estratificado de sellado, alimentar de modo continuo a la planta de estratificación un material de pelicula de plastico que tiene una superficie superior y una superficie inferior de modo que la superficie inferior del material de pelicula de plastico esta en contacto con la cara superior del sustrato primario, y extrudir de modo continuo un adhesivo polimerico entre la cara superior del sustrato primario y la superficie inferior del material de pelicula de plastico y enfriar para que la capa superior del estratificado de sellado y la pelicula de plastico se adhieran entre si. Se puede unir al estratificado primario un material de sellado secundario, que forma finalmente una junta dentro de un tap6n roscado para sellar un envase parcialmente vacio. Este material de sellado secundario puede comprender una capa de espuma.
A este respecto, la presente invención proporciona un metodo para producir un estratificado primario que incluye un material de lengOeta y que comprende las etapas de:
(a) alimentar a una planta de estratificación un estratificado de sellado que incluye una capa de adhesivo de aplicación en estado fundido, una capa de hoja metalica y una capa superior de espuma,
(b) alimentar de modo continuo a la planta de estratificación un material de lengOeta que es mas estrecho que el estratificado de sellado, de modo que la capa inferior del material de lengOeta y la capa superior de espuma del estratificado de sellado estan en contacto no adhesivo formando un sustrato primario, cuya cara superior esta compuesta parcialmente de la cara superior del lengOeta y parcialmente de la capa superior de espuma del estratificado de sellado antes de llegar a la planta de estratificación,
(c) alimentar de modo continuo a la planta de estratificación un material de pelicula de plastico que tiene una superficie superior y una superficie inferior para que la superficie inferior de la pelicula de plastico este en contacto con la cara superior del sustrato primario, y
(d) extrudir de modo continuo entre la capa superior del sustrato primario y la... [Seguir leyendo]
Reivindicaciones:
1. Un metodo para producir un estratificado primario que incluye un material de lengOeta, metodo que comprende las etapas de:
(a) alimentar a una planta de estratificación un estratificado de sellado que incluye un capa termosellable, una capa de hoja metalica y una capa superior de espuma,
(b) alimentar de modo continuo a la planta de estratificación un material de lengOeta, que es mas estrecho que el estratificado de sellado, de modo que la cara inferior del material de lengOeta y la capa superior de espuma del estratificado de sellado estan en contacto no adhesivo formando un sustrato primario, cuya cara superior esta compuesta parcialmente de la cara superior del material de lengOeta y parcialmente de la capa superior de espuma del estratificado de sellado antes de que lleguen a la planta de estratificación,
(c) alimentar de modo continuo a la planta de estratificación un material de pelicula de plastico que tiene una superficie superior y una superficie inferior, para que la superficie inferior del material de pelicula de plastico este en contacto con la cara superior del sustrato primario, y
(d) extrudir de modo continuo un adhesivo polimerico que es un copolimero al azar de etileno y acrilato de alquilo que tiene un indice de fluidez en estado fundido en el intervalo de 1 a 10 dg/min (190º C, 2, 16 kg) entre la cara superior del sustrato primario y la superficie inferior del material de pelicula de plastico y enfriar para que la espuma y el material de lengOeta del sustrato primario se adhieran a la pelicula de plastico.
2. Un metodo de acuerdo con la reivindicación 1, en el que la fuerza de despegado de la unión entre la pelicula de plastico y la capa superior de espuma del estratificado de sellado es mayor que 15 N/12, 5 mm a 330 mm/min cuando el estratificado de pelicula de plastico y el material de lengOeta se despegan a 90º con respecto al borde longitudinal del material de lengOeta con un angulo de separación de 180º C.
3. El metodo de acuerdo con la reivindicación 1 o la reivindicación 2, en el que la capa inferior del material de pelicula de plastico o la superficie superior del material de lengOeta han sido impresas.
4. El metodo de acuerdo con cualquier reivindicación precedente, en el que el material de pelicula de plastico se forma a partir de un material seleccionado de poliester, preferiblemente poli (tereftalato de etileno) , poliamida, polietileno y materiales compuestos de los materiales antes mencionados.
5. El metodo de acuerdo con la reivindicación 4, en el que el material de pelicula de plastico se forma a partir de poli (tereftalato de etileno) .
6. El metodo de acuerdo con cualquier reivindicación precedente, en el que la capa superior de espuma del estratificado de sellado comprende polietileno de media o alta densidad.
7. El metodo de acuerdo con cualquier reivindicación precedente, en el que la capa superior de espuma del estratificado de sellado tiene un espesor en el intervalo de 75 a 300 Im.
8. El metodo de acuerdo con cualquier reivindicación precedente, en el que la capa superior de espuma tiene una densidad en el intervalo de 0, 55 a 0, 75 g/ml.
9. El metodo de acuerdo con cualquier reivindicación precedente, en el que, en la etapa (b) , el material de lengOeta comprende una pluralidad de tiras estrechas de material de lengOeta dispuestas a intervalos regularmente espaciados por todo el ancho del estratificado de sellado.
10. El metodo de acuerdo con cualquier reivindicación precedente, en el que el adhesivo polimerico se extrude para dar un gramaje de recubrimiento en el intervalo de 25 a 45 g/m2.
11. El proceso de acuerdo con cualquier reivindicación precedente, en el que el material de pelicula de plastico tiene un espesor en el intervalo de 20 a 40 Im.
12. El metodo de acuerdo con cualquier reivindicación precedente, en el que el adhesivo polimerico es un copolimero de etileno-acrilato de metilo.
13. El metodo de acuerdo con la reivindicación 12, en el que el copolimero de etileno-acrilato de metilo tiene un indice fluidez en estado fundido (ASTM O1238; 190º C, 2, 16 kg) menor que 8 dg/min, preferiblemente en el intervalo de 1 a 3 dg/min.
14. El metodo de acuerdo con cualquier reivindicación precedente, en el que la capa de hoja metalica es una hoja de aluminio.
15. Uso de un estratificado primario que comprende:
un estratificado de sellado que comprende capas inferiores de contacto con alimentos y que incluye una capa termosellable, una capa de hoja metalica y una capa superior de espuma, un material de lengOeta que es mas estrecho que el estratificado de sellado y que tiene una cara superior y una cara 5 inferior, cuya cara inferior esta en contacto no adhesivo con la capa superior de espuma del estratificado de sellado, y una capa de pelicula de plastico adherida a la cara superior del material de lengOeta y a la capa superior de espuma del estratificado de sellado mediante un adhesivo polimerico extrudido que tiene un indice de fluidez en estado fundido en el intervalo de 1 a 10 dg/min (190º C, 2, 16 kg) , para sellar un envase que contiene un producto comestible, termosellando una unidad de conjunto de cierre del envase del estratificado al envase mediante la citada capa termosellable.
16. Uso de acuerdo con la reivindicación 15, en el que el envase sellado se almacena a una temperatura en el intervalo de -30 a 30º C, preferiblemente de 0 a 6º C.
17. Uso de acuerdo con la reivindicación 15 6 16, en el que el citado termosellado se realiza mediante calentamiento 15 por inducción de la capa de hoja metalica.
Patentes similares o relacionadas:
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Lámina decorativa y panel decorativo, del 24 de Junio de 2020, de TOPPAN PRINTING CO., LTD: Lámina decorativa que comprende: una capa de patrón de imagen formada sobre un material de base de lámina; una primera capa de protección de superficie […]
Material compuesto de aislamiento térmico multicapa, del 3 de Junio de 2020, de Unifrax I LLC: Un material compuesto de aislamiento térmico multicapa que comprende: al menos una capa de superaislamiento que comprende un material de superaislamiento […]
Película de poliéster que tiene una estructura multicapa para laminar un sustrato metálico, sustrato metálico que tiene una película de poliéster y un contenedor que tiene un componente fabricado a partir de este sustrato metálico, del 6 de Mayo de 2020, de Tata Steel IJmuiden B.V: Un sustrato metálico que tiene una película de poliéster laminada en al menos una cara del sustrato metálico para producir un laminado, en donde la película de poliéster es una […]
Película de polietileno metalizada con adhesión metálica mejorada, del 8 de Abril de 2020, de Dow Global Technologies LLC: Una estructura multicapa que comprende: (a) una capa de revestimiento que comprende al menos un 50 % en peso de una composición interpolimérica de etileno/α-olefina […]
Telas de PCM flexibles, del 25 de Marzo de 2020, de smartpolymer GmbH: Tela de PCM flexible con alta densidad de almacenamiento de energía térmica latente, caracterizada por una estructura de soporte bidimensional […]
 Pantalla de invernadero, del 25 de Marzo de 2020, de Aktiebolaget Ludvig Svensson: Una pantalla de invernadero que comprende tiras del material de película que están interconectadas por un sistema de hilo de hebras transversales y hebras […]
Pantalla de invernadero, del 25 de Marzo de 2020, de Aktiebolaget Ludvig Svensson: Una pantalla de invernadero que comprende tiras del material de película que están interconectadas por un sistema de hilo de hebras transversales y hebras […]