Dispositivo de encendido para soldaduras exotérmicas, molde para soldaduras exotérmicas para el dispositivo de encendido, y aparato para soldaduras exotérmicas que comprende el molde y el dispositivo.
Dispositivo de encendido para soldaduras exotérmicas, molde para soldaduras exotérmicas para el dispositivo de encendido,
y aparato para soldaduras exotérmicas que comprende el molde y el dispositivo.
Dispositivo de encendido para soldaduras exotérmicas que comprende un casquillo metálico (1) eléctricamente conductor susceptible de alojar una pastilla de un primer material de soldadura (4) en contacto eléctrico con la pared interna de una cámara interna (1c) del casquillo (1), provisto de una tapa (2) eléctricamente aislante y una base inferior (1b) con una abertura (1d) por la que cae el primer material de soldadura (4) en estado incandescente sobre un segundo material de soldadura (4a) dispuesto en un molde de soldadura (7) cuando se ha desencadenado un reacción exotérmica en el primer material de soldadura (4); un electrodo (5) que atraviesa la tapa (2) del casquillo metálico (1) y comprende un contacto superior (5a) conectable a una salida de potencia (24) de un generador de tensión y un contacto inferior en forma de filamento (5b) susceptible de estar en contacto eléctrico con la pastilla del primer material de soldadura (4), siendo el filamento (5b) de un material que tiene una temperatura de fusión superior a la temperatura de ignición del material de soldadura (4); así como un elemento asegurador del contacto (3) guiado en la cámara interna (1c) entre la base inferior (1b) y la pastilla del primer material de soldadura (4).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201230412.
Solicitante: APLICACIONES TECNOLOGICAS, S.A..
Nacionalidad solicitante: España.
Inventor/es: POMAR GARCIA,CARLOS, POMAR PEDRERO,Verónica.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K23/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura aluminotérmica.
Fragmento de la descripción:
Dispositivo de encendido para soldaduras exotérmicas, molde para soldaduras exotérmicas para el dispositivo de encendido, y aparato para soldaduras exotérmicas que comprende el molde y el dispositivo
Campo técnico de la invención
La presente invención se encuadra en el campo técnico de los sistemas empleados para soldaduras exotérmicas que se emplean para soldar, por ejemplo, conductores como pletinas y cables, tales como los empleados en instalaciones de protección contra rayos y tomas de tierra.
Antecedentes de la invención
Las soldaduras exotérmicas, particularmente las soldaduras aluminotérmicas de cobre, tienen su base en la reducción de óxido de cobre por aluminio metálico. La reacción es muy exotérmica, desprendiendo una gran cantidad de calor, pudiendo alcanzarse temperaturas superiores a 10000C. Estas condiciones permiten la fusión de los materiales a soldar, quedando unidos por el resultado del calor generado por la reacción exotérmica.
Si bien la reacción es químicamente aluminotérmica, se le conoce como soldadura exotérmica, produciéndose convencionalmente por medio de un reactivo iniciador que proporciona la energía suficiente para activar el proceso, que transcurre de forma rápida y segura en el interior de un molde, preferentemente de grafito, diseñado específicamente para cada elemento y tipo de soldadura, como por ejemplo para realizar soldaduras de conductores dispuestos en T, linealmente, en paralelo, etc.
Las ventajas que conlleva la soldadura exotérmica son amplias, al tratarse de un proceso que da como resultado la unión molecular y no solo mecánica de los materiales a soldar, garantizando las conexiones no solo entre cables de cobre, sino también para soldar pletinas y piezas metálicas de latón, acero inoxidable, picas de acero recubiertas de cobre, etc. En estas condiciones las soldaduras poseen una conductividad eléctrica superior a la de los propios conductores, no se corroen, oxidan o degradan con el tiempo, son resistentes al par galvánico, capaces de soportar descargas eléctricas de forma repetida, nunca aumentan su resistencia, tienen una resistencia mecánica y a la presión superior a los propios conductores y ofrecen una conexión de baja resistencia especialmente importante para conseguir un resultado duradero y fiable en la realización de cualquier toma de tierra.
El material de soldadura empleado en las soldaduras exotérmicas suele ser una mezcla de óxidos de cobre, aluminio en polvo y aleantes metálicos compatibles con los elementos a soldar. Si bien la reacción del material de soldadura no se produce de forma espontánea, una vez iniciada se desencadena totalmente el proceso sin mayor suministro de energía, y se obtiene cobre fundido y escoria.
Para suministrar la energía necesarias para desencadenar la reacción exotérmica, convencionalmente se empleaba un reactivo iniciador en polvo (material iniciador) de composición similar al material de soldadura pero algo diferente, en especial el aluminio utilizado, más fino y reactivo, que requiere de una mínima fuente de energía para reaccionar y transferir entonces al material de soldadura la energía necesaria para que se inicie la reacción entre el óxido metálico y el aluminio presentes en la reacción principal. Una secuencia conocida para realizar la soldadura exotérmica convencional aplicada a una soldadura entre conductores comprende los siguientes pasos:
1. Colocación de los conductores a soldar una vez limpios y secos en el molde.
2. Cierre del molde, para evitar fugas de material y colocación de un platillo soporte, para contener el material de soldadura antes de la reacción
3. Vertido del material de soldadura.
4. Vertido del reactivo iniciador de forma que aproximadamente el 50% queda esparcido por la superficie que deja el material de soldadura mientras que la otra mitad se vierte en forma de mecha desde el borde del molde hasta el material de soldadura, con el objetivo de facilitar la ignición
5. Ignición con un Chisquero o pistola de chispas que aporta la energía suficiente para producir la reacción del Reactivo iniciador.
6. La energía que produce este reactivo desencadena la reacción principal que se mantiene hasta que reacciona todo el material de soldadura, que funde el platillo soporte, produciendo cobre fundido que cae hasta donde están alojados los conductores realizando en la unión molecular por soldadura exotérmica y fusionándose.
7. Tras esperar unos segundos por seguridad se abre el molde y se obtiene la soldadura, volviendo a las labores de limpieza del molde para realizar si procede, una nueva conexión.
Los métodos convencionales para reacciones exotérmicas presentan algunos inconvenientes que era deseable reducir o eliminar. Así, el platillo soporte y el material de soldadura en polvo vertido, pueden presentar algún problema dependiendo de las condiciones de uso o cuando se desgasta el molde y el canal de bajada de la tolva se ensancha. Esto hace que la estabilidad del platillo no sea correcta y que el material de soldadura pase como polvo a la cámara de soldadura, donde su reacción provocará una escoria que no llega a separarse del fundido de cobre. Además, la disposición adecuada del material iniciador y del material de soldadura en la tolva del crisol o tolva del molde de soldadura requiere tiempo de preparación relativamente extenso.
Asimismo, los problemas en el uso y el transporte del reactivo iniciador hacen muy recomendable su eliminación ya que las condiciones ambientales (aire, temperatura, humedad) influyen en la facilidad de encendido del mismo, mientras que por sus características químicas, el transporte del mismo está restringido en algunas ocasiones y según países importadores. En la invención que se propone además, este reactivo iniciador en polvo (material iniciador) anteriormente citado, es sustituido por un primer material de soldadura en un nuevo formato de pastilla compactada y con unos parámetros físico-químicos caracterizadores preferibles que eliminan la problemática expuesta, facilitando y asegurando de forma óptima la reacción exotérmica con un segundo material de soldadura principalmente en aquellos casos en que éste último está materializado también en forma de pastilla sólida. Tales pastillas presentan la ventaja de mantener la concentración de reactivos en todo su volumen estacionario evitando los problemas de diferencias de concentración causados por diferentes pesos moleculares de los componentes del material de soldadura.
Para superar alguno de los inconvenientes anteriormente indicados, se ha tratado de incluir un envase de material fungible, total o parcialmente, como recipiente de reacción, colocado en el crisol o tolva del molde de soldadura. Este envase conteniendo el material de soldadura en polvo incorpora un sistema de ignición que elimina el uso de iniciador en polvo. Así, en la EP1472037 se describe un dispositivo de encendido que comprende un contenedor (envase) que tiene paredes laterales y tan solo su parte inferior fundible, un material de soldadura exotérmico incluido en el interior del envase, un dispositivo de ignición extendido en el envase para la ignición del material exotérmico y una cubierta o tapa adherida al contenedor sellando la abertura superior para prevenir la introducción de contaminantes en el interior del material de soldadura, que se caracteriza por presentar un revestimiento de material refractario en las paredes laterales del envase, donde el material refractario es una película (hoja) de grafito que es una línea de separación insertada dentro de las paredes laterales del envase y donde dichas paredes laterales del envase tienen una forma cónica e incluyen metal.
Los envases del tipo anteriormente descritos y los sistemas de ignición correspondientes son susceptibles de provocar combustiones y residuos no deseados en la escoria o incluso en la soldadura final, incrementan ostensiblemente el volumen del producto al tener el envase la misma forma que la tolva. Igualmente, se incrementa la escoria generada, pues el envase, de no consumirse, pasa a ser residuo y de consumirse pasa a formar parte de la soldadura con los problemas de composición del fundido que deberían hacer variar la mezcla inicial, lo que supone un problema adicional. Por otra parte, si el envase no se agita, con el tiempo los componentes más pesados de la mezcla podrían ir acumulándose en la parte inferior del envase, lo cual conduce a variaciones en la composición parcial del material de soldadura que afectan a la reacción principal.
La soldadura exotérmica, por su propia naturaleza genera muy altas...
Reivindicaciones:
1. Dispositivo de encendido para soldaduras exotérmicas que comprende un contenedor metálico alojable al menos parcialmente en un molde de soldadura, comprendiendo el contenedor metálico una base superior obturada por una tapa, una base inferior y una cámara interna para alojar un primer material de soldadura que tiene una temperatura de ignición, y medios de ignición para desencadenar una primera reacción exotérmica en el primer material de soldadura destinado a desencadenar una segunda reacción exotérmica en un segundo material de soldadura alojado en el molde de soldadura, caracterizado porque el contenedor metálico es un casquillo metálico (1) eléctricamente conductor, conectable a un primer polo (24a) de una salida de potencia (24) de un generador de tensión;
la tapa (2) del casquillo metálico (1) es de un material eléctricamente aislante:
la base inferior (1b) del casquillo metálico (1) presenta una abertura (1d) por la que cae el primer material de soldadura (4) en estado incandescente hacia el segundo material de soldadura (4a) alojado en el molde de soldadura (7) cuando se ha desencadenado la primera reacción exotérmica;
la cámara interna (1c) comprende una pared interna dimensionada para alojar el primer material de soldadura (4) en forma de pastilla sólida y adaptada para poner la pastilla del primer material de soldadura (4) en contacto eléctrico con la pared interna de la cámara interna (1c) ;
los medios de ignición comprenden un electrodo (5) que atraviesa la tapa (2) del casquillo metálico (1) y comprende un contacto superior (5a) conectable a un segundo polo (24b) de la salida de potencia (24) del generador de tensión y un contacto inferior en forma de filamento (5b) susceptible de estar en contacto eléctrico con la pastilla del primer material de soldadura (4) ;
el filamento (5b) es de un material que tiene una temperatura de fusión superior a la temperatura de ignición del primer material de soldadura (4) ;
sobre la base inferior (1b) del casquillo metálico (1) se apoya un elemento asegurador del contacto (3) de la pastilla del primer material de soldadura (4) con el filamento (5b) .
2. Dispositivo de encendido, según la reivindicación 1, caracterizado porque el segundo material de soldadura (4a) tiene forma de pastilla sólida.
3. Dispositivo de encendido, según una cualquiera de las reivindicación anteriores, caracterizado porque la composición del primer y/o segundo material de soldadura (4, 4a) comprende entre u.
4. 60% de un óxido de un metal reactante obtenido de un metal de partida en polvo con una granulometría no superior a 1000 micras, densidad aparente comprendida entre 1, 25 y 1, 9 gr/cm³ y una pureza no inferior al 99, 5%, aptas para su compactado.
4. Dispositivo de encendido, según la reivindicación 3, caracterizado porque el metal de partida en polvo es cobre, preferiblemente cobre electrolítico.
5. Dispositivo de encendido, según una cualquiera de las reivindicaciones 3 a 4, caracterizado porque el óxido del metal reactante comprende adicionalmente una cantidad del metal de partida que no supera u.
2. 25% de la composición total del primer y/o segundo material de soladura (4, 4a) .
6. Dispositivo de encendido, según una cualquiera de las reivindicaciones 3 a 5, caracterizado porque la composición del primer y/o segundo material de soldadura (4, 4a) comprende unos materiales aptos para provocar la reacción y unos aleantes que de manera preferente no superan 1 mm. de diámetro y un fundente cuyo tamaño de partícula debe ser adecuado al del metal de partida en polvo, no superando el fundente el 10% en peso de la mezcla final.
7. Dispositivo de encendido, según una cualquiera de las reivindicaciones anteriores, caracterizado porque el elemento asegurador de contacto (3) comprende un muelle helicoidal (3) guiado en el perímetro interno de la cámara interna (1c) y comprimido por la pastilla del material de soldadura (4) cuando ésta está alojada en la cámara interna (1c) del casquillo metálico (1) antes de la reacción exotérmica y que se libera cuando el material de soldadura (4) va cayendo en estado incandescente hacia el molde de soldadura (7) por la abertura (1d) de la base inferior (1b) del casquillo metálico (1) .
8. Dispositivo de encendido, según una cualquiera de las reivindicaciones anteriores, caracterizado porque el casquillo metálico (1) es cilíndrico.
9. Dispositivo de encendido, según una cualquiera de las reivindicaciones anteriores, caracterizado porque la cámara interna (1c) es anular.
10. Dispositivo de encendido, según una cualquiera de las reivindicaciones anteriores, caracterizado porque la base superior (1a) del casquillo metálico (1) comprende un ala perimetral (6) de apoyo.
11. Dispositivo de encendido, según una cualquiera de las reivindicaciones anteriores, caracterizado porque el material del filamento (5b) está seleccionado entre metales de transición del grupo 6, aleaciones de los mismos y aleaciones de al menos un metal de transición con al menos otro elemento que no es un metal de transición.
12. Dispositivo de encendido, según una cualquiera de las reivindicaciones anteriores, caracterizado porque el material del filamento (5b) es de un material que tiene una temperatura de fusión entre 2.5000C y 4.0000C.
13. Dispositivo de encendido, según la reivindicación 12, caracterizado porque el material del filamento (5b) es de un material que tiene una temperatura de fusión de 3.5000C+2000C.
14. Dispositivo de encendido, según la reivindicación 12 ó 13, caracterizado porque el material del filamento (5b) está seleccionado entre tungsteno y aleaciones que comprenden tungsteno.
15. Dispositivo de encendido, según una cualquiera de las reivindicaciones anteriores, caracterizado porque el filamento (5b) es de un material que llega a su temperatura de fusión cuando se le aplica una corriente entre 4 y 10 amperios.
16. Molde para soldaduras exotérmicas que comprende
Una zona de alojamiento superior (7c) para alojar al menos parcialmente un contenedor metálico (1) de un dispositivo de encendido para soldaduras exotérmicas que contiene un primer material de soldadura (4) , un alojamiento inferior (7d) para alojar un segundo material de soldadura (4a) y conectado con la zona de alojamiento superior (7c) para recibir el primer material de soldadura (4) en estado incandescente después de que el dispositivo de encendido ha desencadenado una primera reacción exotérmica de manera que el primer material de soldadura (4) incandescente desencadene una segunda reacción exotérmica al caer sobre el segundo material de soldadura (4a) ;
una zona de soldadura (7e) inferior diseñada para disponer conductores a soldar (26) mediante soldadura exotérmica;
un paso vertical inferior (7f) que conecta el alojamiento inferior con la zona de soldadura (26e) , para permitir que el material de soldadura (4, 4a) fundido por la segunda reacción exotérmica caiga sobre los conductores a soldar (26) ;
caracterizado porque la zona de alojamiento superior (7c) está diseñada para alojar al menos parcialmente el contenedor metálico (1) del dispositivo de encendido definido en una cualquiera de las reivindicaciones 1 a 15.
17. Molde para soldaduras exotérmicas, según la reivindicación 16, caracterizado porque el alojamiento inferior (7d) está diseñado para alojar el segundo material de soldadura (4a) en forma de pastilla sólida de dimensiones mayores que la pastilla del primer material de soldadura (4) .
18. Molde para soldaduras exotérmicas, según la reivindicación 17, caracterizado porque el alojamiento inferior (7d) comprende una base anular inferior (7g) en la que se apoya la pastilla sólida del segundo material de soldadura (4a) y que comprende una abertura (7h) en la que desemboca el paso vertical inferior (7f) hacia el alojamiento inferior (7d) .
19. Molde para soldadura exotérmicas, según la reivindicación 16, 17 ó 18, caracterizado porque comprende una tapa superior (27) eléctricamente conductora diseñada para rodear y contactar el casquillo metálico (1) del dispositivo de encendido, y que es, conectable al primer polo (24a) de la salida de potencia (24) del generador de tensión.
20. Aparato para soldaduras exotérmicas que comprende un molde y un dispositivo de encendido caracterizado porque el molde es el molde (7) para soldaduras exotérmicas definido en una cualquiera de las reivindicaciones 16 a 19;
el dispositivo de encendido es el dispositivo de encendido para soldaduras exotérmicas definido en una cualquiera de las reivindicaciones 1 a 15.
21. Aparato para soldaduras exotérmicas, según la reivindicación 20, caracterizado porque comprende
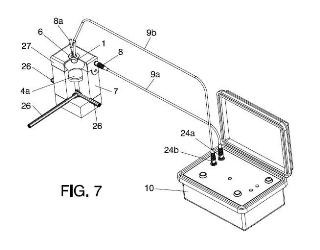
un dispositivo electrónico de ignición (10) remoto que integra el generador de tensión con la salida de potencia (24) conectable por dicho primer polo (24a) al casquillo metálico (1) mediante un primer cable conductor (9a) y al contacto superior (5a) del electrodo (5) mediante un segundo cable conductor (9b) , estando el dispositivo electrónico de ignición (10) diseñado para ser capaz de suministrar una intensidad de corriente suficiente durante un tiempo suficiente para fundir el filamento (5b) del dispositivo de encendido.
22. Aparato para soldaduras exotérmicas, según la reivindicación 21, caracterizado porque el dispositivo electrónico de ignición (10) comprende una batería (25) con un contacto negativo (25a) conectable al primer polo (24a) y un contacto positivo (25b) conectado al segundo polo (24b) de la salida de potencia (24) , y una resistencia (11) interconectada entre el contacto positivo (25b) y dicho segundo polo (24b) ;
un dispositivo de carga (12) conectable a una fuente de alimentación externa (13) ;
un relé (23) interconectado entre el contacto positivo (25b) de la batería (25) , la resistencia (11) y el dispositivo de carga (12) , para conectar el contacto positivo (25b) de la batería (25) selectivamente al dispositivo de carga (12) para cargar la batería (25) , o al segundo polo (24b) de la salida de potencia (24) para suministrar energía al filamento (5b) ;
un microcontrolador (22) conectado al contacto positivo (25b) de la batería (25) , al dispositivo de carga (12) y al relé (23) para controlar la carga de la batería (25) y la energía saliente por la salida de potencia (24) , comprendiendo el microcontrolador (22) un temporizador destinado a mantener el suministro de energía a la salida de potencia (24) durante un tiempo de suministro suficiente para lograr la fusión del filamento (5b) y desencadenar la primera reacción exotérmica en el primer material de soldadura (4) .
23. Aparato para soldaduras exotérmicas, según la reivindicación 22, caracterizado porque el dispositivo electrónico de ignición (10) comprende un pulsador de encendido/apagado (20) conectado al contacto positivo (25b) de la batería (25) y al microcontrolador (22) para selectivamente encender y apagar el dispositivo electrónico de ignición;
al menos un pulsador activador (21a, 21b) conectado al contacto positivo (25b) de la batería (25) y al microcontrolador (22) para selectivamente activar el suministro de energía a la salida de potencia (24) .
24. Aparato para soldaduras exotérmicas, según la reivindicación 23, caracterizado porque el dispositivo electrónico de ignición (10) comprende dos pulsadores activadores (21a, 21b) conectados en paralelo que activan el suministro de energía a la salida de potencia (24) sólo cuando son pulsados simultáneamente.
25. Aparato para soldaduras exotérmicas, según una cualquiera de las reivindicaciones 22 a 24, caracterizado porque el dispositivo electrónico de ignición (10) comprende al menos un indicador luminoso seleccionado entre
un indicador luminoso de espera (15) conectado al microcontrolador (22) que se ilumina cuando el dispositivo electrónico de ignición (10) está encendido;
un indicador luminoso de activación (18) conectado al microcontrolador (22) que se ilumina cuando el suministro de energía a la salida de potencia (24) está activado;
un indicador luminoso de carga (17) conectado al dispositivo de carga (12) que se ilumina cuando el dispositivo de carga (12) está cargando la batería (25) ;
un indicador luminoso de estado de carga (16) conectado al microcontrolador (22) que se ilumina cuando el microcontrolador (22) detecta que la carga de batería (25) está por debajo de un umbral de carga predeterminado.
26. Aparato para soldaduras exotérmicas, según la reivindicación 25, caracterizado porque al menos un indicador luminoso es un diodo emisor de luz.
27. Aparato para soldaduras exotérmicas, según una cualquiera de las reivindicaciones 22 a 26, caracterizado porque el dispositivo electrónico de ignición (10) comprende al menos un avisador de alerta (19) , seleccionado entre avisadores luminosos, avisadores sonoros y combinaciones de los mismos, conectado al microcontrolador (22) , que se activa cuando se inicia el suministro de energía a la salida de potencia (24) y se mantiene activado hasta al menos cuando la primera y la segunda reacción exotérmica del material de soldadura (4, 4a) han finalizado.
28. Aparato para soldaduras exotérmicas, según la reivindicación 27, caracterizado porque el microcontrolador (22) está programado para mantener activado el avisador de alerta (19) durante un periodo de tiempo de seguridad posterior a la finalización de la primera y de la segunda reacción exotérmica, correspondiente a un tiempo de enfriamiento que precisa el molde hasta enfriarse hasta una temperatura segura que no implica riesgo de daños para una persona que se acerque al molde.
29. Aparato para soldaduras exotérmicas, según la reivindicación 27 ó 28, caracterizado porque el microcontrolador
(22) está programado para mantener activado el avisador de alerta (19) hasta que un sensor de temperatura detecta, después de la finalización de la primera y segunda reacción exotérmica, una temperatura segura del molde que no implica riesgo de daños para una persona que se acerque al molde.
30. Aparato para soldaduras exotérmicas, según una cualquiera de las reivindicaciones 22 a 29, caracterizado porque la batería (25) tiene una tensión nominal de 3 a 12V.
Patentes similares o relacionadas:
SISTEMA Y PROCEDIMIENTO DE SOLDADURA EXOTÉRMICA, del 24 de Octubre de 2019, de KLK ELECTRO MATERIALES, S.L.U: El sistema comprende un molde que a su vez comprende: cavidad de soldadura ; alojamientos para los componentes a soldar; tolva-crisol comunicada […]
Molde para la soldadura aluminotérmica de raíles de vía férrea, del 15 de Noviembre de 2018, de Pandrol: Molde para la soldadura aluminotérmica de raíles de vía férrea, del tipo que comprende varias piezas de material refractario rígido, susceptibles de ser ensambladas […]
Molde para soldadura aluminotérmica de colada directa, del 26 de Julio de 2017, de RAILTECH INTERNATIONAL: Molde para la soldadura aluminotérmica de vigas/raíles metálicos que comprende por lo menos dos piezas de material refractario […]
CONECTOR PARA UNIR PIEZAS METÁLICAS, del 6 de Octubre de 2016, de ONTIVEROS BALCÁZAR, Alberto Manuel: La presente invención describre un conector de piezas metálicas , que comprende una lámina , preferentemente metálicas; donde dicha lámina a su […]
Dispositivo de encendido de una composición aluminotérmica, crisol que lo incorpora y procedimientos asociados, del 10 de Agosto de 2016, de RAILTECH INTERNATIONAL: Dispositivo para el encendido de una composición aluminotérmica , que comprende: - una resistencia eléctrica que une dos electrodos y destinada […]
DISPOSITIVO DE SUJECIÓN DE MOLDE-CRISOL Y JUNTA PARA CONEXIONES DE CABLE A TUBO, del 1 de Marzo de 2016, de KLK ELECTRO MATERIALES, S.L.U: 1. Dispositivo de sujeción de molde-crisol y junta para conexiones de cable a tubo destinado a permitir la conexión de un cable conductor al tubo […]
 DISPOSITIVO DE ENCENDIDO PARA SOLDADURAS EXOTÉRMICAS, MOLDE PARA SOLDADURAS EXOTÉRMICAS PARA EL DISPOSITIVO DE ENCENDIDO, Y APARATO PARA SOLDADURAS EXOTÉRMICAS QUE COMPRENDE EL MOLDE Y EL DISPOSITIVO, del 26 de Septiembre de 2013, de APLICACIONES TECNOLOGICAS, S.A.: Dispositivo de encendido para soldaduras exotérmicas que comprende un casquillo metálico eléctricamente conductor susceptible de alojar una pastilla de un primer […]
DISPOSITIVO DE ENCENDIDO PARA SOLDADURAS EXOTÉRMICAS, MOLDE PARA SOLDADURAS EXOTÉRMICAS PARA EL DISPOSITIVO DE ENCENDIDO, Y APARATO PARA SOLDADURAS EXOTÉRMICAS QUE COMPRENDE EL MOLDE Y EL DISPOSITIVO, del 26 de Septiembre de 2013, de APLICACIONES TECNOLOGICAS, S.A.: Dispositivo de encendido para soldaduras exotérmicas que comprende un casquillo metálico eléctricamente conductor susceptible de alojar una pastilla de un primer […]
 DISPOSITIVO Y PROCEDIMIENTO PARA ENCENDIDO A DISTANCIA EN SOLDADURA ALUMINOTÉRMICA, del 6 de Mayo de 2013, de KLK ELECTRO MATERIALES, S.A.: Dispositivo y procedimiento para encendido a distancia en soldadura aluminotérmica.
Permite emplear energía muy reducida y un dispositivo fácilmente transportable. […]
DISPOSITIVO Y PROCEDIMIENTO PARA ENCENDIDO A DISTANCIA EN SOLDADURA ALUMINOTÉRMICA, del 6 de Mayo de 2013, de KLK ELECTRO MATERIALES, S.A.: Dispositivo y procedimiento para encendido a distancia en soldadura aluminotérmica.
Permite emplear energía muy reducida y un dispositivo fácilmente transportable. […]