Procedimiento y dispositivo para el moldeo por soplado de cuerpos huecos con el uso de un motor lineal para el cierre y la abertura de los moldes.
Sistema de moldeo por soplado de cuerpos huecos donde una preforma termoplástica caliente tubularse introduce en el moldeo,
el moldeo se cierra y la preforma caliente se dilata hasta alcanzar la forma del cuerpohueco definitivo mediante la inyección de un gas por compresión y enfriándose a continuación, lo que abarca lassiguientes etapas:
Cerrado del moldeo por soplado (8) mediante un motor eléctrico (4, 5),
desconexión del motor eléctrico (4, 5),
someter el moldeo por soplado (8) a la acción de un mecanismo (9) para mantener el moldeo por soplado (8) en laposición cerrada,
inyección del gas por compresión en la preforma para la formación del cuerpo hueco (9),
aflojamiento de la presión del mecanismo de parada (10),
apertura del moldeo (8) mediante el motor eléctrico (4, 5),
caracterizado porque el motor eléctrico es un motor lineal, el moldeo (8) está sujeto a un carro (6, 7) que está fijadoa un elemento primario (5) del motor lineal (4, 5) y el elemento primario coopera con un elemento secundario (5) delmotor lineal (4, 5), que se encuentra sobre una moldura magnética permanente (4).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04450198.
Solicitante: KOSME GESELLSCHAFT MBH.
Nacionalidad solicitante: Austria.
Dirección: GEWERBESTRASSE 3 2601 SOLLENAU AUSTRIA.
Inventor/es: HOFSTÄTTER,WILHELM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/56 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Medios de apertura, cierre o apriete.
PDF original: ES-2392047_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para el moldeo por soplado de cuerpos huecos con el uso de un motor lineal para el cierre y la abertura de los moldes.
La presente invención se refiere a un sistema de moldeo por soplado de cuerpos huecos donde una preforma termoplástica, caliente y tubular entra en un moldeo por soplado, el moldeo se cierra y la preforma caliente se dilata gracias a la participación de un gas por compresión, tomando la forma definitiva del cuerpo hueco y enfriándose a continuación, lo que implica las siguientes etapas:
conectar el moldeo a un motor eléctrico, desconectar el motor, fijar el moldeo con un mecanismo que lo detenga en su posición cerrada, inyectar el gas por compresión en la preforma para la formación del cuerpo hueco,
aflojar la presión del mecanismo de cerrado, abrir el moldeo mediante el motor eléctrico.
La invención se refiere a un mecanismo de moldeo por soplado de cuerpos huecos desde una preforma termoplástica tubular, lo que comprende la introducción de la preforma en el moldeo por soplado, un impulso para 20 abrir y cerrar el moldeo, un mecanismo para la inyección de un gas por compresión en la preforma para la formación del cuerpo hueco y un mecanismo para mantener el moldeo en la posición de cerrado.
Para la fabricación de cuerpos huecos, en especial recipientes o botellas de polietileno, se utilizan preformas termoplásticas tubulares de paredes gruesas. Por lo general, estas preformas se calientan e inmediatamente se 25 deforman de forma mecánica mediante su extensión en un moldeo, un mecanismo de extensión por soplado que se dispone a la medida de los recipientes o botellas terminadas. Al mismo tiempo, el material de la preforma se estira o bien mediante el empleo de una espiga fija o gracias a la simultánea inyección de un gas por compresión en la preforma caliente, por lo que el tamaño, es decir, la superficie del revestimiento del cuerpo hueco fabricado alcanza una solidez relativamente fina y se enfría en el moldeo, por lo que el recipiente, el cuerpo hueco, mantiene su forma
evitando su posterior modificación en el proceso definitivo de templado.
Para abrir y cerrar un moldeo por soplado se utilizan normalmente impulsos mecánicos mediante una manivela o una palanca y un carro cuyas partes abren y cierran el moldeo desplazándose unas en dirección a las otras y al contrario, por lo que el moldeo se mantiene cerrado para poder inyectarse la presión en la preforma caliente para su
dilatación y conversión en el cuerpo hueco final mientras el mecanismo de parada está manteniendo el moldeo en su posición cerrada para oponer resistencia a las fuerzas activas de la inyección de los gases por compresión en la preforma. Un ejemplo de ese modo de realización podría ser el derivado del documento DE-A 100 04 247.
El modo habitual de abrir y cerrar un moldeo por soplado mediante el accionamiento de una palanca o manivela y la
necesidad de una modificación del moldeo para la fabricación de recipientes o cuerpos huecos distintos conlleva una adaptación del desarrollo del movimiento mediante un movimiento de vaivén del elemento del moldeo y es totalmente necesaria la sustitución del mecanismo de impulso, lo que resulta costoso y desfavorable. Además, el posicionamiento del moldeo y del carro que lleva el moldeo debe ajustarse exactamente al posicionamiento del moldeo en la posición cerrada durante el impulso de la instalación de parada para resistir la presión que se produce
45 durante el proceso de moldeo en sí. Está claro que un sistema de impulso mediante una manivela o palanca no solo es costoso en su mecánica propiamente dicha, sino que además hay que tener en cuenta que con una tasa de rendimiento alta se vería sometido a un gran desgaste mecánico. Por otro lado hay que tener en cuenta igualmente que durante el impulso del moldeo hasta su posición cerrada si no se cuenta con una exacta coordinación del impulso de la palanca con el mecanismo de parada del moldeo, los elementos del impulso por palanca se verán
50 sometidos a un desgaste adicional, con lo que éste se verá sometido de nuevo a un desgaste todavía mayor.
El documento DE-C 100 53 901 se toma una unidad de cierre de una máquina fundidora por inyección, con lo que para un rápido arranque y retroceso se emplea una placa de cierre de una máquina fundidora por inyección y la disposición simultánea de una velocidad lenta mediante la compresión y el desbloqueo de un motor lineal.
55 Además, el documento DE-A 199 09 307 es una máquina de producción de impulsos eléctricos para el empleo en la industria de plásticos como lo son por ejemplo una fundidora por inyección de materia plástica, una máquina de extrusión o una máquina de moldeo por soplado, y lo que pretendemos es una máquina de producción mejorada técnica y económicamente.
La presente invención se refiere al sistema o mecanismo ya mencionado anteriormente para perfeccionar el moldeo por soplado de cuerpos huecos que posibilite la adaptación, en caso de requerirlo, a diferentes moldeos por soplado mediante el cerramiento del moldeo. Además, la presente invención pretende desarrollar un impulso para el moldeo
que evite el desgaste sin interferir en su adecuado funcionamiento.
Para conseguirlo se usará el sistema que se ha mencionado anteriormente con unas características adicionales que se ilustrarán a continuación en el apartado de las reivindicaciones. De este modo, de acuerdo con la invención, se utiliza un impulso lineal, es decir, de un motor lineal para abrir y cerrar el moldeo por soplado renunciando a una 10 tracción costosa y mecánicamente complicada para el movimiento del moldeo según el estado de la técnica. El empleo de un motor lineal para el movimiento del moldeo por soplado hace posible un impulso sin desgaste. Además, la invención prevé que, tras el cerrado del moldeo, el motor lineal se apague con lo que se pueda mantener el moldeo en su posición de cerrado a través de un mecanismo de parada sin influir en el impulso para abrir y cerrar el moldeo. Por consiguiente tiene lugar una desconexión del motor mientras el sistema de parada lo mantiene en su 15 posición cerrada, y el cuerpo hueco se forma gracias a la inyección del gas por compresión en la preforma caliente. Tras la elaboración del cuerpo hueco y su consiguiente enfriamiento si se diera el caso para mantener la forma conseguida, se pone en funcionamiento de nuevo el motor lineal para abrir el moldeo. Entonces, el motor lineal está apagado durante la formación del cuerpo hueco y en ese momento el moldeo impacta contra el mecanismo de parada y se mantiene en la posición cerrada evitando así en ese momento el desgaste. Para un funcionamiento
correcto se propone según la invención que el moldeo debe estar fijado en un elemento primario del motor lineal, el carro sujeto y el elemento secundario del motor lineal en una parte fija del armazón. En un carro de esa índole se pueden crear distintos moldes para fabricar cuerpos huecos diferentes, con lo que, como se menciona anteriormente, un motor lineal debe trabajar para la adaptación a distintos moldes para evitar así los costosos trabajos de ajuste y recambio necesarios en todo sistema de impulsos según el estado de la técnica.
Para cumplir las funciones arriba mencionadas, se ha perfeccionado el mecanismo con las características adicionales según la parte ilustrada de la reivindicación 2, donde se crea un impulso mediante un motor lineal para abrir y cerrar el moldeo de modo que no necesite mantenimiento, y esto se puede conseguir fácilmente mediante la desconexión del motor lineal durante el propio proceso de soplado para evitar la influencia, o mejor dicho, el daño y
en particular el desgaste que el impulso crea en el moldeo durante su parada en la posición de cerrado empleando un mecanismo adicional de compresión. Como ya se ha indicado anteriormente, se puede emplear un carro estandarizado para conseguir distintos moldes y así hacer posible una sencilla y rápida adaptación del mecanismo según el invento para la fabricación de cuerpos huecos distintos.
El sistema correspondiente a la invención y el mecanismo se emplearán según los distintos recipientes o botellas de polietileno que se quieran moldear.
Para un correcto funcionamiento del movimiento de los elementos para cerrar y abrir el moldeo está propuesto además que el desplazamiento... [Seguir leyendo]
Reivindicaciones:
1. Sistema de moldeo por soplado de cuerpos huecos donde una preforma termoplástica caliente tubular se introduce en el moldeo, el moldeo se cierra y la preforma caliente se dilata hasta alcanzar la forma del cuerpo
hueco definitivo mediante la inyección de un gas por compresión y enfriándose a continuación, lo que abarca las siguientes etapas:
Cerrado del moldeo por soplado (8) mediante un motor eléctrico (4, 5) , desconexión del motor eléctrico (4, 5) ,
someter el moldeo por soplado (8) a la acción de un mecanismo (9) para mantener el moldeo por soplado (8) en la posición cerrada, inyección del gas por compresión en la preforma para la formación del cuerpo hueco (9) , aflojamiento de la presión del mecanismo de parada (10) , apertura del moldeo (8) mediante el motor eléctrico (4, 5) ,
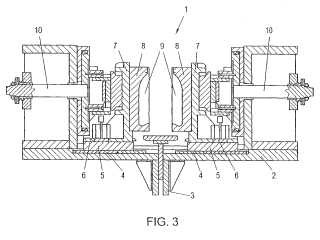
caracterizado porque el motor eléctrico es un motor lineal, el moldeo (8) está sujeto a un carro (6, 7) que está fijado a un elemento primario (5) del motor lineal (4, 5) y el elemento primario coopera con un elemento secundario (5) del motor lineal (4, 5) , que se encuentra sobre una moldura magnética permanente (4) .
2. Dispositivo de moldeo por soplado de cuerpos huecos a partir de preformas termoplásticas tubulares, que incluye un moldeo por soplado (8) de inclusión de la preforma, una activación para abrir y cerrar el moldeo (8) , un mecanismo para la inyección de un gas por compresión en la preforma para la formación del cuerpo hueco (9) y un mecanismo para detener el moldeo (8) en su posición cerrada, caracterizado porque consta de un estímulo de un motor lineal (4, 5) para abrir y cerrar el moldeo (8) , un carro (6, 7) para detener el moldeo (8) fijado en un
elemente principal (5) del motor lineal (4, 5) y que un elemento secundario (5) del motor lineal (4, 5) está desarrollado sobre una moldura magnética permanente y que coopera con el elemento primario (5) .
3. Mecanismo según la reivindicación 2, caracterizado porque las guías (11) desplazan el moldeo (8)
en línea recta. 30
4. Mecanismo según la reivindicación 3, caracterizado porque las guías (11) cooperan con el carro (6) .
5. Mecanismo según cualquiera de las reivindicaciones de la 2 a 4, caracterizado porque el motor lineal
(4, 5) puede desplazarse y presentar diferentes posiciones. 35
6. Mecanismo según cualquiera de las reivindicaciones de la 2 a 5, caracterizado porque los marcadores y/o sensores (12) se encuentran en la zona de las guías (11) para determinar la posición de la parte primaria (5) del motor lineal (4, 5) y/o del carro (6) del moldeo.
7. Mecanismo según la reivindicación 6, caracterizado porque los sensores (12) están enganchados a un dispositivo de control o regulación enganchado a su vez al motor lineal (4, 5) y el dispositivo (10) para impulsar el moldeo por soplado (8) y el carro del moldeo (6, 7) está sujeto al moldeo (8) respectivamente.
8. Mecanismo según cualquiera de las reivindicaciones de la 2 a 7, caracterizado porque los cuerpos 45 huecos son recipientes o botellas de polietileno.
Patentes similares o relacionadas:
Sistema de movimiento de contenedores entre unidades operativas, del 19 de Febrero de 2020, de SMI S.P.A.: Un sistema de movimiento de contenedores hasta y desde una unidad de procesamiento de dichos contenedores, que comprende: - un carrusel rotativo en […]
Dispositivo de moldeo para recipientes de material termoplástico, del 12 de Febrero de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Una máquina de soplado rotativa para recipientes de material termoplástico, adaptada para rotar en torno a un eje de rotación (Z), que comprende una […]
Dispositivo para moldeo por soplado de recipientes, del 1 de Enero de 2020, de Sacmi Imola S.C: Un dispositivo de moldeo por soplado de recipientes, que está provisto de un bastidor de soporte para al menos una estación para moldear preformas por […]
 Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Dispositivo de soplado de recipientes, del 9 de Octubre de 2019, de SERAC GROUP: Dispositivo de soplado de recipientes, que consta de un armazón y una plataforma montada para pivotar sobre el armazón alrededor de un eje […]
Máquina para el moldeo por soplado o por soplado y estiramiento de botellas de material polimérico, del 24 de Abril de 2019, de SMI S.P.A.: Una máquina para el moldeo por soplado o por soplado y estiramiento de botellas o contenedores de material polimérico, que tiene una pluralidad de unidades […]
Unidad de moldeo por soplado y máquina de moldeo por soplado que utiliza la misma, del 11 de Abril de 2018, de NISSEI ASB MACHINE CO., LTD.: Una unidad de moldeo por soplado que comprende: un molde por soplado que incluye un primer y un segundo molde dividido de cavidad de […]
Molde de soplado para el soplado de recipientes de material termoplástico, del 4 de Abril de 2018, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos semimoldes con un dispositivo de apertura y cierre cíclicos que […]