Dispositivo y procedimiento para conformar piezas de trabajo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09013252.
Solicitante: Repkon Machine and Tool Industry and Trade Inc.
Nacionalidad solicitante: Turquía.
Dirección: Selahattin Pinar Sok. 4/3 Kalamis 34726 Istanbul TURQUIA.
Inventor/es: Özsoy,Ahmet Neset, Biro,Cem Denizhan.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › sobre mandriles o patrones de conformación.
PDF original: ES-2388122_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento para conformar piezas de trabajo
La presente invención se refiere a un dispositivo para conformar piezas de trabajo según el preámbulo de la reivindicación 1, así como un método para la conformación de piezas de trabajo según el preámbulo de la reivindicación 9 (véase, por ejemplo, el documento DE-A-35 45 506) .
Por ejemplo, se conocen métodos en los que piezas de trabajo se hacen rotar y luego se conforman mediante herramientas de conformación acercadas a las piezas de trabajo desde el exterior de las que normalmente se tratan de cilindros o rodillos. Frecuentemente estas piezas de trabajo están configuradas por completo o parcialmente como pieza hueca. En estos casos resulta problemático la fabricación de zonas de transición entre las superficies de envoltura de diferentes diámetros. Es especialmente difícil generar en este caso grosores de pared uniformes y definidos. La reducción del diámetro exterior con zonas de transición cónicas hacia diámetros más pequeños por lo tanto según el estado de la técnica actual se realiza por prensas hidráulicas. Esta técnica tiene la desventaja que en caso de piezas de trabajo de paredes finas solamente se puede aplicar de forma limitada. No son posibles diferentes grosores de pared en esta conformación.
Es la tarea de la invención indicar un dispositivo y un método que no presentan las desventajas mencionadas.
Se resuelve esta tarea mediante un dispositivo con las características de la reivindicación 1 y un método con las características de la reivindicación 9.
Según la invención está prevista al menos una herramienta de conformación que ataca en el contorno interior de la pieza de trabajo, que se apoya en un pistón. Por esto se posibilita el mecanizado en ambos lados del contorno interior y el contorno exterior. Por el actuación simultanea de las herramientas de conformación en el contorno interior y el contorno exterior es posible la fabricación de grosores de pared finos. Por el apoyo en el pistón las herramientas de conformación que atacan en el contorno interior de la pieza de trabajo solamente hay que guiarlas en la dirección axial. La forma del contorno interior de la pieza de trabajo conformada en este caso puede estar predefinida por el contorno exterior del pistón.
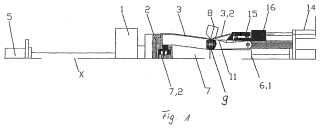
La invención se describe a continuación más en detalle de forma esquemática con la ayuda de las Figuras 1 a 3.
Figura 1 muestra una representación de un dispositivo según la invención durante el mecanizado de una pieza de trabajo, Figura 2 muestra una representación del dispositivo según la invención al final del mecanizado de una pieza de trabajo, Figura 3 muestra una representación en corte de una pieza de trabajo elaborada con un dispositivo según la invención.El dispositivo representado presenta un pistón 7 previsto de forma giratoria y paralela con respecto al eje longitudinal x del dispositivo y uno o varios soportes 10 en su caso deslizables de forma axial en la dirección longitudinal en los que están fijadas de forma basculante o de otra manera con distancia variable respecto al eje x una o varias herramientas de transformación 9. En el caso de las herramientas de transformación, por ejemplo, se puede tratar de rodillos. Existe la posibilidad de prever una cantidad de herramientas de transformación 9 que atacan en el contorno interior de la pieza de trabajo 3 que corresponde a la cantidad de las herramientas de transformación 8 que atacan en el contorno exterior de la pieza de trabajo 3. Las herramientas de transformación 8 que atacan en el contorno exterior de la pieza de trabajo 3 se pueden mover de forma preferente a lo largo de un contorno predefinido de forma relativa con respecto a la pieza de trabajo 3. Puede estar previsto un alojamiento de herramienta 2 que aloja la pieza de trabajo 3 y en el caso dado también la centra. Una forma de realización ventajosa también prevé un soporte de pieza de trabajo 13 que se tensa en contra del extremo libre de la pieza de trabajo 3 o lo soporta de otro modo. Este puede estar colocado de forma giratoria contra la pieza de trabajo 3, por ejemplo, mediante cojinetes de bolas 15 y/o puede estar móvil en el sentido axial mediante un dispositivo de apriete, por ejemplo, un cilindro de apriete 14.
El pistón 7 dispone de un contorno exterior que de forma idónea corresponde al contorno interior de la pieza de trabajo conformada 4. Sobre este contorno del pistón 7 se apoyan la o las herramientas de conformación 9 que atacan en el contorno interior de la pieza de trabajo 3. En este caso las herramientas de conformación 9 que atacan en el contorno interior de la pieza de trabajo 3, especialmente en el caso de la realización de las superficies funcionales que entran en contacto con el pistón 7 o la pieza de trabajo 3, están realizadas de una manera que permite rodar o deslizarse sobre el pistón 7 y permite un mecanizado de la pieza de trabajo 3 durante la conformación.
Para proteger el contacto de las herramientas de conformación 9 que atacan en el contorno interior de la pieza de trabajo 3 hacia el pistón 7 puede estar previsto un elemento de tensión 11, por ejemplo, un muelle anular. La pieza de trabajo 3 se puede tensar en el alojamiento de herramienta 2, accionado de forma ventajosa, del cabezal fijo
principal 1 desplazable en su caso de forma axial del pistón 7. Para este fin en el pistón 7 se puede prever un cabezal de presión 7, 2 alojado en su caso de forma giratoria.
Las herramientas de conformación 8 que atacan en el contorno exterior se pueden desplazar de un modo que permite la fabricación del contorno exterior deseado de la pieza de trabajo conformada 4. La cantidad de las herramientas de conformación 8 que atacan en el contorno exterior de la pieza de trabajo 3 de forma preferente es idéntica con la cantidad de herramientas de conformación 9 que atacan en el contorno interior de la pieza de trabajo
2. Además, las herramientas de conformación entonces se pueden configurar de tal manera que atacan en cada caso como parejas en el contorno interior y exterior en el mismo lugar de la pieza de trabajo 3. Durante la conformación las herramientas de conformación 8, 9 exteriores e interiores están orientadas entre sí en una posición fija preferentemente en la dirección axial.
Durante la conformación la pieza de trabajo 3 se puede refrigerar desde el interior y/o el exterior mediante medios de refrigeración. La pieza de trabajo 3 sujeta se centra por el alojamiento de herramienta 2 y se presiona en contra de la presión del pistón 7, preferentemente móvil, por ejemplo, debido a un cilindro de avance 6. La sujeción se puede realizar en este caso de forma manual o de forma automática mediante un dispositivo de tensión no representado. La unidad formada de este modo puede desplazar en una posición de transformación apropiada de forma preferente mediante un cilindro de avance 5. Al hacer esto el pistón 7 se apoya en el interior de la pieza de trabajo 3, en su caso a través de un cabezal de presión 7, 2 o bien el fondo de la pieza de trabajo 3 o bien en el tope en el alojamiento de herramienta 2 no representado.
También puede estar prevista una unión giratoria 6, 1 no representa en detalle entre el pistón 7 y un dispositivo de apriete, por ejemplo, una biela de un cilindro de avance 6. Si están previstos dos dispositivos de avance que actúan uno contra el otro, por ejemplo, cilindro hidráulico 5 y 6, entonces la unidad formada por el pistón 7, la pieza de trabajo 3 y el alojamiento de pieza de trabajo 2 se puede mover con un avance controlado por una fuerza mayor de uno de los cilindros de avance.
Las herramientas de conformación provocan que el material de la pieza de trabajo 3 fluya por la presión de apriete, en donde puede ocurrir un flujo de material radial, tangencial y/o axial. La distancia axial entre sí de las superficies de las herramientas de conformación que atacan en cada caso en el contorno exterior e interior define al grosor de pared W a formar de la pieza de trabajo conformada 4. En este caso el diámetro interior de la pieza de trabajo conformada 4 está fijado en todas las posiciones axiales de la zona de avance mediante el diámetro del pistón 7 en la respectiva posición axial y las dimensiones de las herramientas de conformación 9 que atacan en el contorno interior que se apoyan sobre el pistón 7.
El diámetro exterior de la pieza de trabajo de trabajo conformada con el... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para la conformación de una pieza de trabajo (3) , que presenta al menos una herramienta de conformación (8) que rota relativamente con respecto a esta pieza de trabajo y que ataca en el contorno exterior de la pieza de trabajo, caracterizado porque está prevista al menos una herramienta de
conformación (9) adicional que rota relativamente con respecto a la pieza de trabajo (3) que ataca en el contorno interior de la pieza de trabajo (3) y que se apoya en el contorno exterior del pistón (7) y que está alojado de forma variable respecto a su distancia hacia el eje de giro (x) .
2. Dispositivo según la reivindicación 1, caracterizado porque el contorno exterior del pistón (7) corresponde al contorno interior pre-definido de la pieza de trabajo conformada (4) .
10 3. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque al menos una herramienta de conformación (9) que ataca en el contorno interior está colocado de forma basculante en un soporte (10) .
4. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque el pistón (7) está colocado de forma giratoria alrededor del eje de giro (x) .
15 5. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque el pistón (7) se puede desplazar a lo largo del eje de giro (x) relativo con respecto a la pieza de trabajo (3) .
6. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque el pistón (7) forma parte funcional del dispositivo para sujetar de la pieza de trabajo (3) con un alojamiento de pieza de trabajo (2) .
7. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque los contornos de la pieza de
trabajo conformada (4) predeterminados por el contorno del pistón (7) prevén un grosor de pared (W) uniforme o una multitud de grosores de pared (W) diferentes de la pieza de trabajo conformada (4) a lo largo del eje de giro (x) .
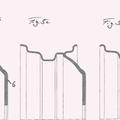
8. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque los contornes de la pieza de trabajo conformada (4) predefinidos por el contorno del pistón (7) presentan una o varias zonas de
transición que están formadas de forma convexas, cóncavas, y/o cónicas y/o presentan al menos una zona cilíndrica que tiene un diámetro menor que una zona contigua.
9. Método para la conformación de una pieza de trabajo (3) en el que al menos una herramienta de conformación (8) que rota relativamente con respecto a esta pieza de trabajo y que ataca en el contorno exterior de la pieza de trabajo (3) , caracterizado porque al menos una herramienta de conformación (9) que
rota relativamente con respecto a la pieza de trabajo (3) ataca en el contorno interior de la pieza de trabajo
(3) y al hacer esto se apoya sobre el contorno exterior de un pistón (7) y se guía con una distancia variable hacia el eje de giro (x) .
10. Método según la reivindicación 9, caracterizado porque para la pieza de trabajo conformada (4) está previsto un contorno interior que corresponde al contorno exterior del pistón (7) .
11. Método según las reivindicaciones 9 o 10, caracterizado porque al menos una herramienta de conformación
(9) que ataca en el contorno interior se guía por un soporte (10) de forma variable en cuanto a la distancia hacia el eje de giro (x) .
12. Método según una de las reivindicaciones 9 a 11, caracterizado porque el pistón (7) rota alrededor del eje de giro (x) .
13. Método según una de las reivindicaciones 9 a 12, caracterizado porque el pistón (7) se desliza relativamente con respecto a la pieza de trabajo (3) a lo largo del eje de giro (x) .
14. Método según una de las reivindicaciones 9 a 13, caracterizado porque la pieza de trabajo (3) se tensa con el alojamiento de la pieza de trabajo (2) por el pistón (7) .
15. Método según una de las reivindicaciones 9 a 14, caracterizado porque para la pieza de trabajo conformada
45 (4) por el contorno del pistón (7) se predeterminan contornos con grosores de pared (W) uniformes y/o contornos con una variedad de grosores de pared (W) diferentes a lo largo del eje de giro (x) .
16. Método según una de las reivindicaciones 9 a 15, caracterizado porque para la pieza de trabajo conformada
(4) por el contorno del pistón (7) están predeterminados contornos con una o varias zonas de transición que
están formadas de forma convexa, cóncava y/o cónica y/o contornos con al menos una zona cilíndrica que 50 tiene un diámetro menor que una zona contigua.
Patentes similares o relacionadas:
Método para la fabricación de un cuerpo moldeado metálico que presenta un buje, así como un dispositivo para realizar el método, del 26 de Febrero de 2020, de WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG: Método para la fabricación de un buje que presenta un cuerpo moldeado de metal, especialmente acero, que presenta una parte inferior […]
Procedimiento y dispositivo para la deformación incremental de una pieza de trabajo metálica, del 7 de Agosto de 2019, de Leifeld Metal Spinning AG: Procedimiento para la deformación incremental de una pieza de trabajo metálica, con - al menos un husillo en el que se sujeta la pieza de trabajo, […]
 Máquina de fluotorneado y procedimiento de conformación para la fabricación de una rueda, del 22 de Octubre de 2018, de Leifeld Metal Spinning AG: Máquina de fluotorneado para la fabricación de una rueda, especialmente de una rueda de vehículo , con una llanta , a partir de una pieza de trabajo , con
[…]
Máquina de fluotorneado y procedimiento de conformación para la fabricación de una rueda, del 22 de Octubre de 2018, de Leifeld Metal Spinning AG: Máquina de fluotorneado para la fabricación de una rueda, especialmente de una rueda de vehículo , con una llanta , a partir de una pieza de trabajo , con
[…]
Un disco de separación para un separador centrífugo y un método para la fabricación del disco de separación, del 17 de Octubre de 2018, de ALFA LAVAL CORPORATE AB: Un disco de separación para un separador centrífugo, siendo el disco de separación de material metálico y estando adaptado para ser comprimido en una […]
Proceso de conformación por rotación y aparato para fabricar artículos mediante conformación por rotación, del 3 de Enero de 2018, de CAMBRIDGE ENTERPRISE LIMITED: Un proceso de conformación por rotación para fabricar un artículo de una forma requerida a partir de una pieza de trabajo , teniendo la pieza de trabajo, […]
Elemento de tubería con superficie de apoyo, ranura y reborde y procedimientos y dispositivos para su fabricación, del 20 de Septiembre de 2017, de VICTAULIC COMPANY: Conjunto que comprende un elemento de tubería , una superficie de apoyo , un reborde y una ranura ; en donde • el elemento de tubería tiene […]
Máquina de conformación para presionar/laminar a presión y procedimiento para presionar/laminar a presión, del 26 de Abril de 2017, de Leifeld Metal Spinning AG: Máquina de conformación para presionar/laminar a presión una pieza de trabajo con una - bancada de máquina , - un cabezal portafresa […]
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo, del 15 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando […]