Aparato de moldeo por coinyección y boquilla de canal caliente asociada.
Aparato de moldeo por coinyección (100) que comprende:
un colector (112) que comprende un canal de masa fundida del colector (128),
un segundo canal demasa fundida del colector (130), y un orificio de guía (132);
una boquilla (116) que tiene un cuerpo (204) que comprende un orificio longitudinal (218) alineado conel orificio de guía (132), estando acoplado el cuerpo de la boquilla (204) al colector (112);
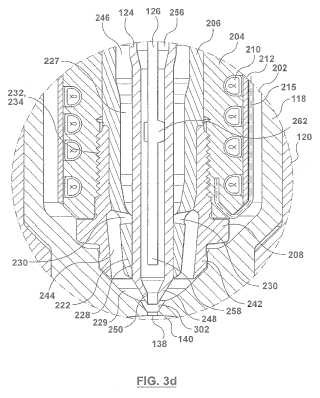
un casquillo (124) dispuesto dentro del orificio longitudinal, comprendiendo el casquillo (124) una partede punta (248) que comprende una abertura (250), y presentando el casquillo (124) una sección hueca(245) y una sección más estrecha (247) que el orificio longitudinal (218) definiéndose de este modo uncanal de masa fundida exterior (246) entre el casquillo (124) y el cuerpo de la boquilla (204),comunicando el canal de masa fundida exterior (246) con el primer canal de masa fundida del colector(128), estando dispuesto el casquillo (124) de manera deslizante en el orificio de guía (132) para abriry cerrar la comunicación de la masa fundida del canal de masa fundida exterior (246) hacia unaentrada a la cavidad (138) por la parte de la punta (248) del casquillo (124);
un pivote (126) dispuesto en el interior de la sección hueca (245) del casquillo (124) y que comprendeuna punta (258), presentando el pivote una sección (254) más estrecha que la sección hueca (245) delcasquillo (124) definiendo de este modo un canal de masa fundida interior (256) entre el pivote (126) yel casquillo (124), comunicando el canal de masa fundida interior (256) con el segundo canal de masafundida del colector (130), estando dispuesto el pivote (126) de manera deslizante en el casquillo (124)para abrir y cerrar la comunicación de la masa fundida del canal de masa fundida interior (256) haciala abertura (250) del casquillo (124) por la punta (258) del pivote (126); y
caracterizado por el hecho de que comprende, además, una punta de la boquilla (206) acoplada al cuerpo de laboquilla (204) y que comprende un canal de masa fundida de la punta de la boquilla (227) en comunicación con elorificio longitudinal (218) y formando parte del canal de masa fundida exterior (246), comprendiendo, además, lapunta de la boquilla (206) una parte de alineamiento (222) en contacto con el casquillo (124), alineando la parte dealineación (222) la parte de la punta (248) del casquillo (124) con la entrada a la cavidad (138) a lo largo del alcancede deslizamiento del casquillo (124).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07019728.
Solicitante: MOLD-MASTERS LIMITED.
Nacionalidad solicitante: Canadá.
Dirección: 233 ARMSTRONG AVENUE GEORGETOWN ON L7G 4X5 CANADA.
Inventor/es: Fairy,Fabrice.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Fabricación de objetos multicapas o multicolores.
- B29C45/28 B29C 45/00 […] › Dispositivos de cierre para ellos.
PDF original: ES-2386958_T3.pdf
Fragmento de la descripción:
Aparato de moldeo por coinyección y boquilla de canal caliente asociada
Campo de la invención
Esta invención se refiere en general a un aparato de moldeo por coinyección que controla el flujo de diferentes materiales de moldeo a través de una entrada y hacia una cavidad.
Antecedentes de la invención
Es bien conocido en la técnica la coinyección de diferentes masas fundidas de plástico al mismo tiempo, y también es conocido inyectar secuencialmente diferentes masas fundidas una tras otra.
En el pasado, el control del flujo de dos o más líquidos a través de una entrada y hacia una cavidad se ha realizado girando un pivote de válvula para alinear diferentes canales de fluido o realizando un movimiento alternativo axialmente de un pivote de válvula y uno o más elementos casquillos de válvula, que rodean el pivote de válvula, entre una posición abierta retirada y una posición cerrada hacia adelante. Por ejemplo, puede girarse un pivote de válvula entre diferentes posiciones para realizar un moldeo por coinyección o moldeo por inyección secuencial.
Un elemento de pivote de válvula y un casquillo de válvula pueden realizar un movimiento alternativo axialmente para realizar la coinyección o inyección secuencial de por lo menos dos masas fundidas diferentes, aunque esto no está exento de problemas, tales como imprecisiones en el movimiento alternativo, dificultades para mantener las diferentes masas fundidas adecuadamente separadas, y los problemas de simplificar la fabricación, el montaje y el funcionamiento del aparato. Otro problema es que resulta difícil alinear un casquillo de válvula o un pivote de válvula con una entrada a la cavidad, siendo importante dicha alineación para mejorar la técnica de inyección y reducir el desgaste de la entrada.
El documento de la técnica anterior más cercana, DE 35 19 921 A1 describe un aparato de moldeo por coinyección de canal caliente genérico que tiene un bloque de colectores con dos canales de masa fundida del colector que comunican con dos canales de masa fundida de la boquilla formados por el casquillo de válvula y el pivote de válvula alojados en el casquillo de válvula. US 5.238.378 describe una boquilla de inyección de válvula con entradas para inyectar un material fundido en una cavidad y soplar la masa fundida con aire a presión para formar un producto hueco. EP 1 602 466 A1 muestra una boquilla de válvula con entradas para un único material fundido que tiene una punta de boquilla que forma un canal de fusión anular para mezclar el material fundido y un orificio de alineamiento del pivote de válvula para regular el pivote de válvula.
DESCRIPCIÓN RESUMIDA DE LA INVENCIÓN
El problema de mejorar el mecanismo de la válvula de coinyección para cerrar una entrada a la cavidad se resuelve con las características de la reivindicación 1.
Otras realizaciones de la invención se describen en las características de las reivindicaciones dependientes.
De acuerdo con una realización de la presente invención, un aparato de moldeo por coinyección incluye un colector, un cuerpo de boquilla acoplado al colector, un casquillo dispuesto dentro del cuerpo de boquilla y definiendo un canal de masa fundida exterior entre el casquillo y el cuerpo de boquilla, un pivote dispuesto dentro del casquillo y definiendo un canal de masa fundida interior entre el pivote y el casquillo, y una punta de la boquilla que presenta una parte de alineación en contacto con el casquillo. El casquillo se acciona para abrir y cerrar la comunicación del canal de masa fundida exterior y una entrada a la cavidad. El pivote se acciona para abrir y cerrar la comunicación del canal de masa fundida interior y una abertura del casquillo. La parte de alineación alinea el casquillo con la entrada a la cavidad a lo largo del alcance de accionamiento del casquillo.
BREVE DESCRIPCIÓN DE LAS FIGURAS
Se describirán ahora con mayor detalle realizaciones de la presente invención con referencia a los dibujos que se acompañan en los cuales:
La figura 1 es una vista en sección de un aparato de moldeo por inyección según la invención; La figura 2 es una vista en sección principalmente de la boquilla de la figura 1; Las figuras 3a-d son vistas en sección del accionamiento del casquillo y el pivote de la figura 1, y Las figuras 4a-d son vistas en sección del accionamiento de los actuadores y la placa orientable de la figura 1.
Descripción detallada de la invención
La figura 1 muestra una vista en sección de un aparato de moldeo por coinyección 100. El aparato de moldeo por coinyección 100 comprende una placa de refuerzo 101, unas placas de moldeo 102, 104, 106, 108, una placa de cavidades 110, una placa orientable 113, y un colector 112. La placa de refuerzo 101, las placas de moldeo 102, 104, 106, 108, 110 y la placa de cavidades se encuentran apiladas. La placa orientable 113 está rodeada por la placa de moldeo 102 y la placa de refuerzo 101. El colector se encuentra situado sobre la placa de moldeo 104 mediante un anillo localizador 114 y separado de la placa de moldeo 102 mediante unos discos de válvula 115. El aparato de moldeo por coinyección 100 comprende, además, un par de boquillas 116, correspondiendo cada una a un inserto de molde 118, un segundo inserto de molde 120, y un tercer inserto de molde 122, que están dispuestos dentro de las placas de moldeo 106, 108. Cada boquilla 116 está adaptada para recibir un casquillo 124 y un pivote 126 (no sombreado en las figuras) . En la placa orientable 113 se disponen dos actuadores 117, accionando cada uno el pivote 126 de la respectiva boquilla 116. En la placa de refuerzo 101 se disponen dos actuadores 119 para el accionamiento de la placa orientable 113, en el que se fijan las partes superiores de los casquillos 124. La placa de refuerzo 101 comprende por lo menos un canal de fluido 121 para la alimentación de los actuadores conectados 119, y la placa orientable 113 comprende por lo menos un canal de fluido 123 para alimentar los actuadores conectados 117.
En el aparato de moldeo por coinyección 100, dos boquillas 116 y dos conjuntos de componentes relacionados sirven simplemente de ejemplo, y pueden utilizarse fácilmente más o menos boquillas y conjuntos de componentes relacionados sin alterar los principios de la invención. Además, la placa de refuerzo 101, las placas de moldeo 102, 104, 106, 108, y la placa de cavidades 110 se muestran a modo de ejemplo. Podrían utilizarse más o menos placas, dependiendo de las aplicaciones específicas. El número de placas, tipos de placas, y materiales de que están hechas las placas no son esenciales para la invención. Igualmente, el inserto del molde 118, el segundo inserto del molde 120, y el tercer inserto del molde 122 también son ejemplos. Otras realizaciones pueden tener más o menos de estos componentes, y una realización puede no tener ninguno, teniendo simplemente en su lugar una cavidad en una placa de moldeo.
En adelante, la dirección del flujo de material de moldeo desde el colector 112 hacia la placa de cavidades 110 se denominará curso abajo, mientras que la dirección contraria se denominará curso arriba. Hacia delante significa el sentido desde la placa de refuerzo 101 hacia la placa de cavidades 110 y hacia atrás significa el sentido contario. Sin embargo, la orientación, la geometría y la estructura del aparato de moldeo por coinyección 100 no están limitadas por estos términos.
Entre las placas de moldeo 102, 104 hay dispuesto un colector 112 que comprende un primer canal de masa fundida del colector 128, un segundo canal de masa fundida del colector 130, y unos orificios de guía 132 donde se disponen unos salientes de disco de válvula cónicos 144 de los discos de válvula 115. Los canales de masa fundida del colector 128, 130 son independientes y no se comunican entre sí, de manera que los diferentes baños fundidos o resinas u otros materiales de moldeo no se mezclan en el colector 112. Los canales de masa fundida del colector 128, 130 son alimentados por uno o más canales de inyección (no mostrados) conectados a una o más máquinas de moldeo (no mostradas) u otras fuentes de materiales de moldeo. Las longitudes, diámetros o anchuras, y la geometría general de la masa fundida los canales de masa fundida del colector 128, 130 dependerán de la aplicación específica y las cantidades y la naturaleza de los materiales de moldeo. En esta realización, ambos canales de masa fundida del colector 128, 130 son unos orificios cilíndricos y el primer canal... [Seguir leyendo]
Reivindicaciones:
1. Aparato de moldeo por coinyección (100) que comprende:
un colector (112) que comprende un canal de masa fundida del colector (128) , un segundo canal de masa fundida del colector (130) , y un orificio de guía (132) ;
una boquilla (116) que tiene un cuerpo (204) que comprende un orificio longitudinal (218) alineado con el orificio de guía (132) , estando acoplado el cuerpo de la boquilla (204) al colector (112) ;
un casquillo (124) dispuesto dentro del orificio longitudinal, comprendiendo el casquillo (124) una parte de punta (248) que comprende una abertura (250) , y presentando el casquillo (124) una sección hueca
(245) y una sección más estrecha (247) que el orificio longitudinal (218) definiéndose de este modo un canal de masa fundida exterior (246) entre el casquillo (124) y el cuerpo de la boquilla (204) , comunicando el canal de masa fundida exterior (246) con el primer canal de masa fundida del colector (128) , estando dispuesto el casquillo (124) de manera deslizante en el orificio de guía (132) para abrir y cerrar la comunicación de la masa fundida del canal de masa fundida exterior (246) hacia una entrada a la cavidad (138) por la parte de la punta (248) del casquillo (124) ;
un pivote (126) dispuesto en el interior de la sección hueca (245) del casquillo (124) y que comprende una punta (258) , presentando el pivote una sección (254) más estrecha que la sección hueca (245) del casquillo (124) definiendo de este modo un canal de masa fundida interior (256) entre el pivote (126) y el casquillo (124) , comunicando el canal de masa fundida interior (256) con el segundo canal de masa fundida del colector (130) , estando dispuesto el pivote (126) de manera deslizante en el casquillo (124) para abrir y cerrar la comunicación de la masa fundida del canal de masa fundida interior (256) hacia la abertura (250) del casquillo (124) por la punta (258) del pivote (126) ; y
caracterizado por el hecho de que comprende, además, una punta de la boquilla (206) acoplada al cuerpo de la boquilla (204) y que comprende un canal de masa fundida de la punta de la boquilla (227) en comunicación con el orificio longitudinal (218) y formando parte del canal de masa fundida exterior (246) , comprendiendo, además, la punta de la boquilla (206) una parte de alineamiento (222) en contacto con el casquillo (124) , alineando la parte de alineación (222) la parte de la punta (248) del casquillo (124) con la entrada a la cavidad (138) a lo largo del alcance de deslizamiento del casquillo (124) .
2. Aparato de moldeo por coinyección (100) según la reivindicación 1, caracterizado por el hecho de que la parte de alineación (222) comprende un orificio de alineamiento (228) a través de la cual desliza el casquillo (124) .
3. Aparato de moldeo por coinyección (100) según la reivindicación la reivindicación 2, caracterizado por el hecho de que la punta de la boquilla (206) comprende, además, un canal de liberación de masa fundida (230) curso arriba del orificio de alineación (228) , comunicando el canal de liberación de masa fundida (230) con el canal de masa fundida de la punta de la boquilla (227) y un canal de masa fundida anular (244) que rodea circunferencialmente una parte de la punta de la boquilla (206) curso abajo del canal de liberación de masa fundida (230) .
4. Aparato de moldeo por coinyección (100) según la reivindicación la reivindicación 2, caracterizado por el hecho de que una superficie interior del orificio de alineación (228) comprende un recubrimiento reductor del rozamiento o un recubrimiento resistente al desgaste.
5. Aparato de moldeo por coinyección (100) según la reivindicación la reivindicación 1, caracterizado por el hecho de que la punta de la boquilla (206) comprende una primera parte tubular (224) acoplada al cuerpo de la boquilla (204) y que define parcialmente el canal de masa fundida exterior (246) , y una segunda parte tubular (226) que comprende un orificio de alineación (228) a través del cual desliza el casquillo (124) , presentando la segunda parte tubular (226) un diámetro menor que la primera parte tubular (224) y estando situada curso abajo de la primera parte tubular (224) .
6. Aparato de moldeo por coinyección (100) según la reivindicación 5, caracterizado por el hecho de que comprende, además, un canal de liberación de baño de fusión (230) situado entre la primera parte tubular (224) y la segunda parte tubular (226) .
7. Aparato de moldeo por coinyección (100) según la reivindicación 1, caracterizado por el hecho de que la punta de la boquilla (206) comprende, además, un canal de liberación de baño de fusión (230) curso arriba de la parte de alineación (222) , comunicando el canal de liberación de baño de fusión (230) con el canal de baño de fusión de la punta de la boquilla (227) y un canal de masa fundida anular (244) que rodea circunferencialmente parte de la punta de la boquilla (206) curso abajo del canal de liberación de baño de fusión (230) .
8. Aparato de moldeo por coinyección (100) según la reivindicación 1 caracterizado por el hecho de que comprende, además, una pieza de retención de la punta (208) conectada al cuerpo de la boquilla (204) y que retiene la punta de la boquilla (206) respecto al cuerpo de la boquilla (204) .
9. Aparato de moldeo por coinyección (100) según la reivindicación 8, caracterizado por el hecho de que la pieza de retención de la punta (208) comprende una zona de sellado (242) en contacto con un inserto del molde (118) o una placa de moldeo.
10. Aparato de moldeo por coinyección (100) según la reivindicación 8, caracterizado por el hecho de que la pieza de retención de la punta (208) está realizada en un material que térmicamente es menos conductor que un material del cual está realizada la punta de la boquilla (206) .
11. Aparato de moldeo por coinyección (100) según la reivindicación 1, caracterizado por el hecho de que el casquillo (124) comprende una abertura lateral (252) entre el segundo canal de masa fundida del colector (130) y el canal de masa fundida interior (256) , permitiendo la abertura lateral (252) que la masa fundida fluya desde el segundo canal de masa fundida del colector (130) hacia el canal de masa fundida interior (256) , y en el que el pivote comprende, además, una parte de cierre (264) de un diámetro exterior sustancialmente igual a un diámetro interior del casquillo (124) en la abertura lateral (252) , obstruyendo parte de cierre (264) la abertura lateral (252) cuando el pivote (126) se encuentra en posición cerrada.
12. Aparato de moldeo por coinyección (100) según la reivindicación 1, caracterizado por el hecho de que los canales de masa fundida exterior e interior (246, 256) presentan secciones transversales sustancialmente anulares.
13. Aparato de moldeo por coinyección (100) según la reivindicación 1, caracterizado por el hecho de que el pivote
(126) comprende, además, por lo menos una aleta (262) que queda en contacto con una pared interior de la sección hueca (245) del casquillo (124) para alinear el pivote (126) dentro del casquillo (124) .
14. Aparato de moldeo por coinyección (100) según la reivindicación 1, caracterizado por el hecho de que el colector
(112) o la boquilla (116) comprende, además, un calentador eléctrico.
15. Aparato de moldeo por coinyección (100) según la reivindicación 1, caracterizado por el hecho de que comprende, además un primer actuador (119) que comprende un pistón acoplado al casquillo (124) y un segundo actuador (117) que comprende un pistón acoplado al pivote (126) .
16. Aparato de moldeo por coinyección (100) según la reivindicación 15 caracterizado por el hecho de que comprende, además, una placa orientable (113) a la cual están unidos el casquillo (124) y el pistón del primer actuador (119) , en el que un cuerpo del primer actuador (119) está fijado a una placa de refuerzo (101) .
17. Aparato de moldeo por coinyección (100) según la reivindicación 16, caracterizado por el hecho de que un cuerpo del segundo actuador (117) está unido a la placa orientable (113) y se mueve con la placa orientable (113) .
18. Aparato de moldeo por coinyección (100) según cualquiera de las reivindicaciones 1 a 12, que comprende:
una placa orientable móvil (113) ;
un actuador (117) que comprende un cuerpo fijado a la placa orientable (113) y un pistón móvil dispuesto en el cuerpo;
el casquillo (124) está conectado a la placa orientable (113) y puede moverse a través del orificio de guía (132) para abrir y cerrar la comunicación de la masa fundida del canal de masa fundida exterior
(246) hacia la entrada a la cavidad (138) por la parte de la punta (248) del casquillo (124) ;
el pivote (126) está conectado al pistón del actuador (117) para abrir y cerrar la comunicación de la masa fundida interior (256) hacia la abertura (250) del casquillo (124) con la punta (258) del pivote (126) , en el que el pivote (126) comprende, además, por lo menos una aleta (262) que hace contacto con una pared interior de la sección hueca (245) del casquillo para alinear la punta (258) del pivote
(126) por la abertura (250) del casquillo (124) .
Patentes similares o relacionadas:
Procedimiento para la producción de una pieza de plástico en el procedimiento de inyección de dos componentes, del 15 de Abril de 2020, de Z-WERKZEUGBAU-GMBH: Procedimiento para la producción de una pieza de plástico en el procedimiento de inyección de dos componentes con una herramienta de inyección de plástico […]
Método para controlar el llenado de al menos una cavidad, del 15 de Abril de 2020, de PRIAMUS SYSTEM TECHNOLOGIES AG: Método para regular el llenado de al menos una cavidad en un dispositivo para fabricar un objeto, en particular en una máquina de moldeo por inyección, […]
Dispositivo de control para instalación de moldeado por inyección, del 11 de Marzo de 2020, de CEMA Technologies: Dispositivo de control para instalación de moldeado por inyección, que comprende una tobera caliente axial para el suministro de materia plástica […]
Dispositivo de válvula para al menos un componente de plástico líquido, del 7 de Agosto de 2019, de HENKEL AG & CO. KGAA: Dispositivo de válvula para al menos un componente de plástico líquido o plástico líquido, que comprende un dispositivo de cierre que presenta una aguja […]
Sistema de mando de un obturador de un sistema de inyección de material plástico, del 5 de Junio de 2019, de RUNIPSYS EUROPE: Sistema de mando de un obturador dispuesto en deslizamiento en una boquilla de inyección de material plástico, que comprende: - un cilindro […]
Casquillo de guiado para un dispositivo de moldeo por inyección, del 26 de Febrero de 2019, de GÜNTER Heisskanaltechnik GmbH: Casquillo de guiado para el paso y obturación de una aguja de cierre de una boquilla de cierre por aguja de un dispositivo de moldeo por […]
Boquilla de entrada lateral para aparato de moldeo por inyección, del 6 de Febrero de 2019, de OTTO MANNER INNOVATION GMBH: Una boquilla de canal caliente para entrada lateral para una máquina de moldeo por inyección, que puede conectarse a una abertura de salida de sustancia fundida […]
Util de moldeo por inyección de canal caliente con tobera de válvula de aguja, del 6 de Febrero de 2019, de EWIKON Heißkanalsysteme GmbH: Útil de moldeo por inyección de canal caliente a. con una tobera de canal caliente , que presenta un canal de circulación , […]