ÚTIL DE CORTE REVESTIDO CON PIEZA ELEMENTAL SUPERDURA SOLDADA.
Un útil de corte revestido, que comprende: un cuerpo, cuyo cuerpo contiene una cavidad,
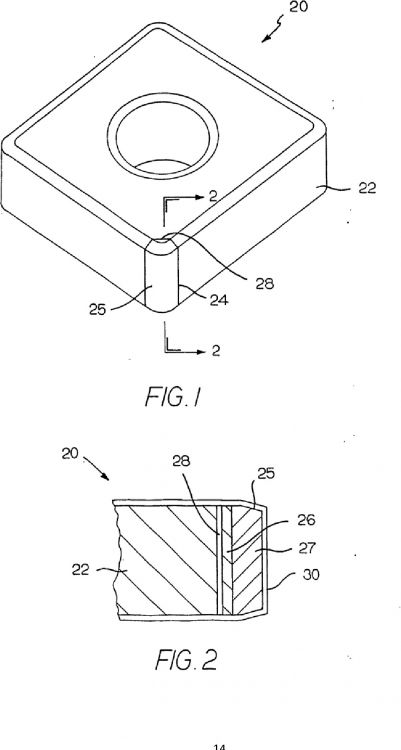
una pieza elemental de nitruro de boro cúbico policristalino, cuya pieza elemental está soldada en la cavidad utilizando una aleación de soldadura; teniendo la aleación de soldadura una temperatura de liquidus de, al menos, unos 900 grados centígrados; y un revestimiento aplicado al útil de corte; caracterizado porque la pieza elemental de nitruro de boro cúbico policristalino incluye, además, un soporte cobre el que está aplicada la capa de nitruro de boro cúbico policristalino
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2004/017989.
Solicitante: KENNAMETAL INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: P.O. BOX 231, 1600 TECHNOLOGY WAY LATROBE, PA 15650-0231 ESTADOS UNIDOS DE AMERICA.
Inventor/es: OLES, EDWARD, J., ALEXANDER,IV,WILLIAM M, GATES,ALFRED,S.,JR, REINER,KENT,R, GENAIN,JEAN-PIERRE.
Fecha de Publicación: .
Fecha Solicitud PCT: 7 de Junio de 2004.
Clasificación Internacional de Patentes:
- H04L12/24 ELECTRICIDAD. › H04 TECNICA DE LAS COMUNICACIONES ELECTRICAS. › H04L TRANSMISION DE INFORMACION DIGITAL, p. ej. COMUNICACION TELEGRAFICA (disposiciones comunes a las comunicaciones telegráficas y telefónicas H04M). › H04L 12/00 Redes de datos de conmutación (interconexión o transferencia de información o de otras señales entre memorias, dispositivos de entrada/salida o unidades de tratamiento G06F 13/00). › Disposiciones para el mantenimiento o la gestión.
- H04L12/24C2
- H04L12/26M
Clasificación PCT:
- B23B27/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 27/00 Herramientas para máquinas de tornear o de escariar (para máquinas de taladrar B23B 51/00 ); Herramientas de tipo similar en general; Accesorios de estas herramientas. › con elementos cortantes fijados rígidamente, p. ej. por soldadura.
- B23K31/02 B23 […] › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 31/00 Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08). › relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
- B23P15/28 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de herramientas de corte (de sierras B23D 63/00, B23D 65/00; de limas o escofinas B23D 73/00).
- C23C16/02 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 16/00 Revestimiento químico por descomposición de compuestos gaseosos, no quedando productos de reacción del material de la superficie en el revestimiento, es decir, procesos de deposición química en fase vapor (pulverización catódica reactiva o evaporación reactiva en vacío C23C 14/00). › Pretratamiento del material a revestir (C23C 16/04 tiene prioridad).
Clasificación antigua:
- B23B27/18 B23B 27/00 […] › con elementos cortantes fijados rígidamente, p. ej. por soldadura.
- B23K31/02 B23K 31/00 […] › relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
- B23P15/28 B23P 15/00 […] › de herramientas de corte (de sierras B23D 63/00, B23D 65/00; de limas o escofinas B23D 73/00).
- C23C16/02 C23C 16/00 […] › Pretratamiento del material a revestir (C23C 16/04 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
Fragmento de la descripción:
El presente invento se refiere a un útil de corte revestido que utiliza una pieza elemental superdura. Más específicamente, el presente invento pertenece a un útil de corte revestido que hace uso, por ejemplo, de una pieza elemental de nitruro de boro cúbico policristalino soldada. 10 Hasta ahora, se han conocido útiles de corte revestidos que utilizan una pieza elemental superdura como elemento de corte que proporciona un filo. Estos útiles de corte comprenden un cuerpo de útil de corte que contiene una muesca o cavidad. La pieza elemental superdura se suelda en la muesca o cavidad utilizando una aleación de soldadura de manera que se forme una unión soldada entre la pieza elemental superdura y el cuerpo del útil de corte. En una alternativa, la pieza elemental superdura comprende un soporte (por ejemplo, de carburo de wolframio 15 cementado con cobalto) sobre el cual hay una capa de material superduro (por ejemplo, nitruro de boro cúbico policristalino). Como otra alternativa, la pieza elemental está constituida en su totalidad por material superduro. Durante el proceso de eliminación de material, la capa superdura (o material superduro) define un filo que entra en contacto con el material de la pieza de trabajo para eliminar material de la pieza de trabajo con el fin de funcionar como elemento de corte. 20 Durante la operación de eliminación de material, se genera calor (y, algunas veces, un calor considerable) en el punto de contacto entre el filo del material superduro y el material de la pieza de trabajo. Este es el caso, especialmente, cuando el material de la pieza de trabajo es duro tal como, por ejemplo, un acero para herramientas D3. Un material de esta clase tiene una dureza del orden de 60 Rockwell C (AISI D3), pudiendo estar comprendida la dureza tras temple entre unos 64 y unos 66 Rockwell C y estando comprendida la dureza tras revenido entre unos 54 y unos 61 Rockwell 25 C. Debido a la generación de un calor excesivo, el uso de útiles de corte revestidos con una pieza elemental superdura soldada tropieza con el inconveniente de que la pieza elemental superdura se desuelda del cuerpo del útil de corte. Dicho de otro modo, el calor generado en el punto de contacto entre la pieza elemental superdura y el material de la pieza de trabajo pasa a través de la pieza elemental superdura haciendo que la temperatura en la unión soldada 30 llegue a un valor tal que la aleación de soldadura se funde (o se reblandece), reduciéndose, por tanto, la resistencia a la cizalladura de la unión soldada. La disminución de la resistencia a la cizalladura de la unión soldada debilita ésta de forma que las fuerzas de corte ejercidas sobre la pieza elemental superdura pueden hacer que ésta se separe del cuerpo del útil de corte. Los procesos de corte en seco, tales como para la eliminación de material por mecanización de materiales 35 compuestos de carbono:carbono, materiales polímeros reforzados contra la abrasión, y diversos tipos de materiales de madera mediante el uso de útiles de corte que emplean una pieza elemental superdura soldada, también pueden generar temperaturas de corte más elevadas. Como se ha mencionado anteriormente, estas mayores temperaturas de corte tienen como consecuencia una temperatura más alta en la unión soldada. Estas temperaturas más altas de la unión soldada pueden dar como resultado el reblandecimiento o la fusión de la aleación de soldadura, reduciendo por 40 tanto la resistencia a la cizalladura de modo que la pieza elemental superdura llegue a separarse o desunirse del cuerpo del útil de corte bajo la influencia de las fuerzas de corte ejercidas sobre la pieza elemental superdura. El grado de las fuerzas de corte ejercidas sobre los útiles de corte teniendo en cuenta la temperatura de corte, la temperatura en la unión soldada, la temperatura de liquidus (temperatura mínima a la que la aleación de soldadura está completamente en estado líquido) de la aleación de soldadura y la resistencia a la cizalladura de la aleación de 45 soldadura parecen influir sobre la capacidad de la pieza elemental superdura para ser retenida en la cavidad del útil de corte durante la operación de eliminación de material. Cuando la temperatura en la unión soldada llega a un cierto valor, se inicia una reducción de la resistencia a la cizalladura de la unión soldada. Cuando la resistencia a la cizalladura de la unión soldada es inferior a la necesaria para mantener su integridad en contra de las fuerzas de corte ejercidas sobre la pieza elemental superdura, la pieza elemental superdura llega a separarse del cuerpo del útil de corte. Como puede 50 apreciarse, la prematura (o catastrófica) separación o desunión de la pieza elemental superdura del cuerpo del útil de corte, es un resultado indeseable. El documento SU 1144800 A describe un miembro de broca giratoria que tiene un ánima cilíndrica con una inserción cilíndrica fabricada de un material sintético policristalino superduro. Para taladrar aceros para la construcción, la broca es de un acero para alta velocidad con una inserción policristalina dura, cilíndrica, de nitruro de boro retenida en 55 su sitio mediante soldadura con cobre-titanio. Para conseguir una mayor duración, se aplica, mediante condensación iónica en vacío, un revestimiento de nitruro de zirconio, de molibdeno o de titanio a la sección de corte del miembro de broca.
El documento EP 0 474 092 A2 pertenece a una broca giratoria o pieza elemental que tiene una ranura en su cabeza, cuya ranura tiene soldado en ella con aleación de soldadura una pieza compacta, no soportada, de nitruro de boro cúbico (CBN) o diamante policristalino térmicamente estable. La aleación de soldadura tiene una temperatura de liquidus superior a 700ºC. Ejemplos específicos de la aleación de soldadura incluyen aleaciones a base de oro constituidas por oro (18% a 39,5%), níquel (3,5% a 14,5%), paladio (2,5% a 10,5%), manganeso (7,5% a 9,0%) y cobre 5 (el resto), la mayoría de las cuales tienen una temperatura de liquidus comprendida entre 900ºC y 1000ºC. Sería, por tanto, deseable proporcionar un útil de corte revestido que utilice una pieza elemental superdura soldada como elemento de corte que presente un filo en el que la unión soldada entre el cuerpo del útil de corte y la pieza elemental superdura sea capaz de soportar el calor generado durante la operación de eliminación de material. Sería deseable, asimismo, proporcionar un útil de corte revestido que utilice una pieza elemental superdura 10 soldada como elemento de corte que presente un filo, en el que la unión soldada entre el cuerpo del útil de corte y la pieza elemental superdura sea capaz de soportar el calor generado durante la operación de eliminación de material, merced al uso de aleaciones de soldadura que mantengan una resistencia a la cizalladura adecuada a las temperaturas que se alcanzan en la unión soldada durante la operación de eliminación de material (es decir, aleaciones de soldadura para alta temperatura) con el fin de mantener la integridad de la unión soldada. 15 Sería deseable, además, proporcionar un útil de corte revestido que utilice una pieza elemental superdura soldada como elemento de corte que presente un filo en el que la unión soldada entre el cuerpo del útil de corte y la pieza elemental superdura sea capaz de soportar el calor generado durante la operación de eliminación de material merced al uso de aleaciones de soldadura para alta temperatura junto con la geometría y el diseño de la pieza elemental superdura con el fin de reducir la exposición de la unión soldada a temperaturas excesivas de forma que se 20 mantenga la integridad de la unión soldada durante la operación de eliminación de material. Finalmente, seria deseable proporcionar un útil de corte revestido que utilice una pieza elemental superdura soldada como elemento de corte que presente un filo en el que la unión soldada entre el cuerpo del útil de corte y la pieza elemental superdura sea capaz de soportar el calor generado durante la operación de eliminación de material merced al uso de aleaciones de soldadura para alta temperatura así como esquemas de revestimiento que ayuden a 25 proteger la unión soldada de la exposición a temperaturas excesivas. SUMARIO DEL INVENTO En una forma del mismo, el invento consiste en un útil de corte revestido de acuerdo con la reivindicación 1. En una realización preferida, la aleación de soldadura tiene una temperatura de liquidus de, al menos, unos 900 grados centígrados, cuya aleación de soldadura se selecciona del grupo que comprende una aleación de níquel-oro 30 para soldadura que contiene níquel y oro, una aleación de cobre-oro para soldadura que contiene cobre y oro, y una aleación de plata-paladio para soldadura que contiene plata y paladio. BREVE DESCRIPCIÓN DE LOS...
Reivindicaciones:
1. Un útil de corte revestido, que comprende: un cuerpo, cuyo cuerpo contiene una cavidad, una pieza elemental de nitruro de boro cúbico policristalino, cuya pieza elemental está soldada en la cavidad 5 utilizando una aleación de soldadura; teniendo la aleación de soldadura una temperatura de liquidus de, al menos, unos 900 grados centígrados; y un revestimiento aplicado al útil de corte; caracterizado porque la pieza elemental de nitruro de boro cúbico policristalino incluye, además, un soporte cobre el que está 10 aplicada la capa de nitruro de boro cúbico policristalino. 2. El útil de corte revestido de la reivindicación 1, en el que el revestimiento se aplica por deposición física a partir de vapor. 3. El útil de corte revestido de la reivindicación 1, en el que el revestimiento se aplica mediante una combinación de deposición física a partir de vapor y deposición química a partir de vapor. 15 4. El útil de corte revestido de la reivindicación 1, en el que el revestimiento se aplica por deposición química a partir de vapor. 5. El útil de corte revestido de una de las reivindicaciones precedentes, en el que la aleación de soldadura comprende oro y cobre, estando presente el oro en una cantidad comprendida en el intervalo de entre aproximadamente el 30 por ciento en peso y aproximadamente el 60 por ciento en peso, y estando presente el cobre en una cantidad 20 comprendida en el intervalo de entre aproximadamente el 40 por ciento en peso y aproximadamente el 70 por ciento en peso. 6. El útil de corte revestido de la reivindicación 5, en el que la aleación de soldadura incluye, además, níquel, estando presente el níquel en una cantidad comprendida entre aproximadamente el 2 por ciento en peso y aproximadamente el 7 por ciento en peso. 25 7. El útil de corte revestido de la reivindicación 5 o la reivindicación 6, en el que la aleación de soldadura comprende entre aproximadamente un 35 por ciento en peso y aproximadamente un 40 por ciento en peso de oro, entre un 60 por ciento en peso y un 65 por ciento en peso de cobre y entre un 1 por ciento en peso y un 5 por ciento en peso de níquel. 8. El útil de corte revestido de una de las reivindicaciones 5 a 7, en el que la aleación de soldadura comprende 30 entre un 30 por ciento en peso y un 40 por ciento en peso de oro y entre un 60 por ciento en peso y un 70 por ciento en peso de cobre. 9. El útil de corte revestido de la reivindicación 5, en el que la aleación de soldadura comprende entre aproximadamente el 50 por ciento en peso de oro y aproximadamente el 50 por ciento en peso de cobre. 10. El útil de corte revestido de la reivindicación 5, en el que la aleación de soldadura comprende entre 35 aproximadamente el 37,5 por ciento en peso de oro y aproximadamente el 62,5 por ciento en peso de cobre. 11. El útil de corte revestido de una de las reivindicaciones 1 a 4, en el que la aleación de soldadura comprende oro y níquel, y el oro está presente en una cantidad comprendida en el intervalo de entre un 65 por ciento en peso y un 90 por ciento en peso, y el níquel está presente en una cantidad comprendida en el intervalo de entre un 15 por ciento en peso y un 25 por ciento en peso. 40 12. El útil de corte revestido de la reivindicación 11, en el que la aleación de soldadura incluye, además, paladio, estando presente el paladio en una cantidad comprendida en el intervalo de entre un 5 por ciento en peso y un 15 por ciento en peso. 13. El útil de corte revestido de la reivindicación 11 o la reivindicación 12, en el que la aleación de soldadura comprende entre un 65 por ciento en peso y un 75 por ciento en peso de oro, entre un 20 por ciento en peso y un 25 por 45 ciento en peso de níquel, y entre un 5 por ciento en peso y un 10 por ciento en peso de paladio. 14. El útil de corte revestido de la reivindicación 13, en el que la soldadura comprende entre un 70 por ciento en peso de oro, un 22 por ciento en peso de níquel y un 8 por ciento en peso de paladio.
15. El útil de corte revestido de la reivindicación 11, en el que la aleación de soldadura comprende entre un 80 por ciento en peso y un 85 por ciento en peso de oro y entre un 15 por ciento en peso y un 20 por ciento en peso de níquel. 16. El útil de corte revestido de una de las reivindicaciones 1 a 4, en el que la aleación de soldadura comprende entre un 90 por ciento en peso y un 98 por ciento en peso de plata y entre un 2 por ciento en peso y un 10 por ciento en 5 peso de paladio. 17. El útil de corte revestido de la reivindicación 16, en el que la aleación de soldadura comprende entre un 93 por ciento en peso y un 97 por ciento en peso de plata y entre un 3 por ciento en peso y un 7 por ciento en peso de paladio. 18. El útil de corte revestido de una de las reivindicaciones precedentes, en el que la temperatura de liquidus 10 de la aleación de soldadura es de, al menos, 940 grados centígrados. 19. El útil de corte revestido de una de las reivindicaciones precedentes, en el que la temperatura de liquidus de la aleación de soldadura es de, al menos, unos 1000 grados centígrados. 20. El útil de corte revestido de una de las reivindicaciones precedentes, en el que el revestimiento incluye al menos una capa de alúmina aplicada por deposición química a partir de vapor a una temperatura inferior a la 15 temperatura de liquidus de la aleación de soldadura. 21. El útil de corte revestido de la reivindicación 20, en el que el esquema de revestimiento incluye, además, una capa de oxicarbonitruro de titanio aplicada por deposición química a partir de vapor a una temperatura inferior a la temperatura de liquidus de la aleación de soldadura. 22. El útil de corte revestido de la reivindicación 20 o la reivindicación 21, en el que el esquema de 20 revestimiento incluye, además, una capa de oxicarbonitruro de titanio y aluminio aplicada por deposición química a partir de vapor a una temperatura inferior a la temperatura de liquidus de la aleación de soldadura. 23. El útil de corte revestido de una cualquiera de las reivindicaciones 20 a 22, en el que el esquema de revestimiento incluye, además, al menos una capa de carbonitruro de titanio aplicada por deposición química a partir de vapor a una temperatura inferior a la temperatura de liquidus de la aleación de soldadura. 25 24. El útil de corte revestido de una cualquiera de las reivindicaciones 20 a 23, en el que el esquema de revestimiento incluye, además, al menos una capa de nitruro de titanio aplicada por deposición química a partir de vapor a una temperatura inferior a la temperatura de liquidus de la aleación de soldadura. 25. El útil de corte revestido de una de las reivindicaciones precedentes, en el que el revestimiento incluye, al menos, una capa de nitruro de titanio y aluminio aplicada por deposición física a partir de vapor. 30 26. El útil de corte revestido de una de las reivindicaciones precedentes, en el que la pieza elemental de nitruro de boro cúbico policristalino comprende una capa de nitruro de boro cúbico policristalino que comprende aproximadamente el 50 por ciento en volumen de nitruro de boro cúbico y aproximadamente el 50 por ciento en volumen de carburo de titanio. 27. El útil de corte revestido de una de las reivindicaciones 1 a 25, en el que la pieza elemental de nitruro de 35 boro cúbico policristalino comprende aproximadamente un 90 por ciento en volumen de nitruro de boro cúbico y aproximadamente el 10 por ciento en volumen de nitruro de aluminio y diboruro de titanio y carburo de silicio. 28. El útil de corte revestido de una de las reivindicaciones precedentes, en el que el revestimiento contiene al menos una capa que comprende un nitruro, carburo, carbonitruro, oxinitruro, oxicarbonitruro u oxicarburo de uno o más de titanio, vanadio, cromo, zirconio, niobio, molibdeno, hafnio, tántalo, wolframio, aluminio y silicio. 40
Patentes similares o relacionadas:
 Método y dispositivo para la comparación de versiones de datos entre estaciones a través de zonas horarias, del 29 de Julio de 2020, de Advanced New Technologies Co., Ltd: Un método para la comparación de versiones de datos entre sitios a través de zonas horarias, el método que comprende:
cuando los sitios […]
Método y dispositivo para la comparación de versiones de datos entre estaciones a través de zonas horarias, del 29 de Julio de 2020, de Advanced New Technologies Co., Ltd: Un método para la comparación de versiones de datos entre sitios a través de zonas horarias, el método que comprende:
cuando los sitios […]
Interacción de función de red de auto organización, del 15 de Julio de 2020, de TELEFONAKTIEBOLAGET LM ERICSSON (PUBL): Un método, mediante una función de Red de Auto Organización de alto nivel, SON, en una estructura jerárquica de funciones SON en una red, de […]
Procedimiento y sistema para diagnosticar averías de transmisión en una red según el estándar opc ua, del 24 de Junio de 2020, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para diagnosticar averías en la transmisión en una red de datos (NET), incluyendo la red de datos al menos una primera clase de elementos […]
Virtualización de funciones de red en grupos a medida, del 17 de Junio de 2020, de TELEFONAKTIEBOLAGET LM ERICSSON (PUBL): Un método para virtualizar una función de red entre un grupo a medida que comprende una pluralidad de terminales móviles ubicados unos […]
Dispositivo de motor de reglas de terminal y método de operación de regla de terminal, del 17 de Junio de 2020, de Advanced New Technologies Co., Ltd: Un método para procesar una operación de regla, el método que comprende: recibir, mediante un terminal, una solicitud de operación de regla de un servicio (S601); […]
Método para la gestión mejorada de llamadas de emergencia en un escenario de itinerancia y sistema, programa informático y medio legible por ordenador correspondientes, del 17 de Junio de 2020, de DEUTSCHE TELEKOM AG: Un método para la gestión mejorada de llamadas de emergencia en un escenario de itinerancia, en donde un equipo de usuario se asigna a una red de telecomunicaciones […]
Autorización previa de establecimiento de portador, del 17 de Junio de 2020, de TELEFONAKTIEBOLAGET LM ERICSSON (PUBL): Un método para autorizar previamente la reserva de recursos portadores para un servicio antes de haber recibido una autorización de Calidad de Servicio, QoS, para el […]
Dispositivo de interfaz, procedimiento y programa informático para controlar dispositivos sensores, del 10 de Junio de 2020, de Ubiquiti Inc: Un primer dispositivo de interfaz para su uso en un sistema de domótica , comprendiendo el primer dispositivo de interfaz: un módulo de comunicación […]