UNIÓN ROSCADA PARA TUBERÍA DE ACERO.
Una unión roscada para tuberías de acero que comprende un pasador (1) y una caja (2) teniendo cada uno una superficie de contacto que incluye una parte roscada y una parte de contacto metálica no roscada,
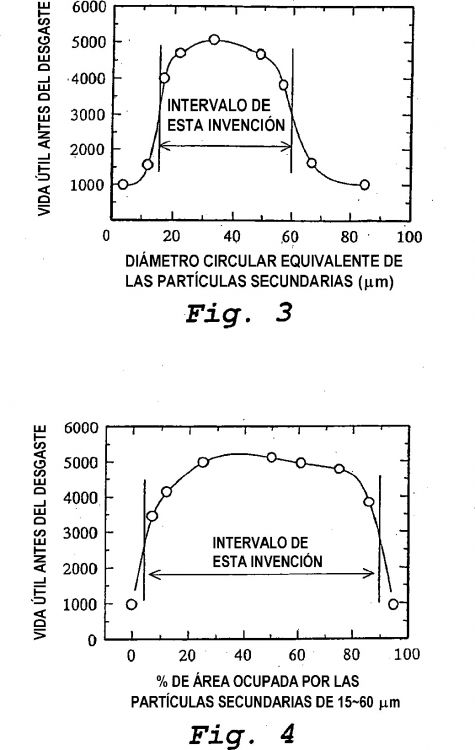
en la que la superficie de contacto de al menos uno del pasador y la caja tiene un recubrimiento lubricante sólido que comprende un polvo lubricante y un aglutinante, caracterizado por que la proporción de área de una sección transversal a lo largo del espesor del recubrimiento lubricante sólido que está ocupada por partículas secundarias del polvo lubricante que tienen un diámetro circular equivalente de 15-60 m es del 30% al 85%
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2002/003587.
Solicitante: SUMITOMO METAL INDUSTRIES, LTD..
Nacionalidad solicitante: Japón.
Dirección: 5-33, KITAHAMA 4-CHOME, CHUO-KU OSAKA-SHI, OSAKA 541-0041 JAPON.
Inventor/es: GOTO,KunioSumitomo, MATSUMOTO,KeishiSumitomo, NAKASUJI,KazuyukiSumitomo, ANRAKU,ToshiroSumitomo, NAGASAKU,ShigeoSumitomo.
Fecha de Publicación: .
Fecha Solicitud PCT: 11 de Abril de 2002.
Clasificación PCT:
- C23C24/08 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 24/00 Revestimiento a partir de polvos inorgánicos (pulverización en estado fundido del material de revestimiento C23C 4/00; difusión en estado sólido C23C 8/00 - C23C 12/00). › utilizando calor o presión y calor (C23C 24/04 tiene prioridad).
- E21B17/042 CONSTRUCCIONES FIJAS. › E21 PERFORACION DEL SUELO O DE LA ROCA; EXPLOTACION MINERA. › E21B PERFORACION DEL SUELO O DE LA ROCA (explotación minera o de canteras E21C; excavación de pozos, galerías o túneles E21D ); EXTRACCION DE PETROLEO, GAS, AGUA O MATERIALES SOLUBLES O FUNDIBLES O DE UNA SUSPENSION DE MATERIAS MINERALES A PARTIR DE POZOS. › E21B 17/00 Barras o tubos de perforación; Trenes de barras flexibles; Barras de accionamiento; Collares de perforación; Barras de bombeo; Entubaciones; Columnas de producción (acoplamientos de barras en general F16D; tubos o acoplamiento de tubos en general F16L). › fileteados.
- F16L15/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › Empalmes con rosca; Formas de las roscas para estos empalmes.
Clasificación antigua:
- F16L15/00 F16L […] › Empalmes con rosca; Formas de las roscas para estos empalmes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356522_T3.pdf
Fragmento de la descripción:
Campo Técnico
Esta invención se refiere a una unión roscada para tuberías de acero para su uso en el acoplamiento de tuberías de acero tales como tuberías de pozos petrolíferos. Más particularmente, esta invención se refiere a una 5 unión roscada para tuberías de acero que tienen una resistencia al desgaste e impermeabilidad al gas excelentes y que no requieren la aplicación de una grasa compuesta que contiene un polvo de metal pesado, cuya aplicación se realizó de forma convencional antes de que se realizara cada momento de sujeción para evitar el desgaste de la unión.
Antecedentes de la Técnica 10
Las tuberías de pozos petrolíferos que son tuberías de acero usadas en la perforación de pozos petrolíferos se acoplan entre sí mediante una unión roscada para tuberías de acero. La unión roscada está comprendida de un pasador que tiene una rosca macho y una caja que tiene una rosca hembra.
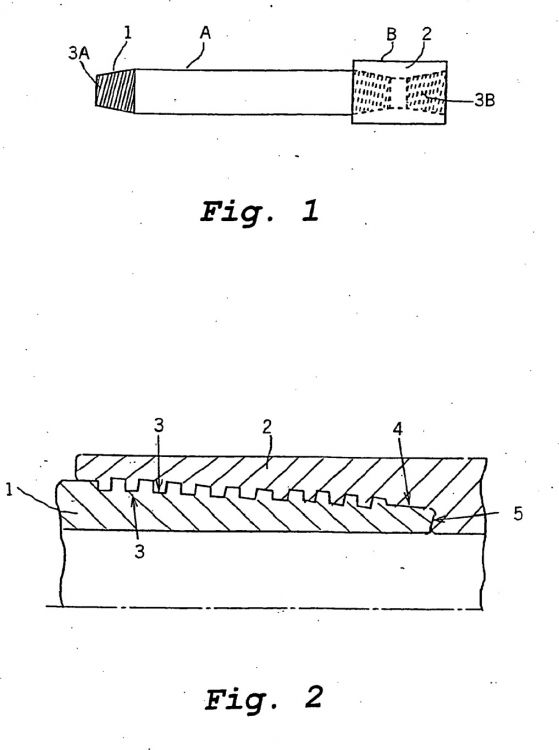
Como se muestra esquemáticamente en la Figura 1, una rosca macho 3A se forma normalmente sobre la superficie exterior en ambos extremos de una tubería de acero A para formar un pasador 1 y una rosca hembra 3B 15 se forma en ambos lados de la superficie interna de un miembro de unión separado en forma de un acoplamiento con forma de manguito para formar una caja 2. Como se muestra en la Figura 1, la tubería de acero A se monta normalmente en un estado en el que un acoplamiento B se acopla previamente a un extremo.
Una unión roscada para tuberías de acero se somete a presiones compuestas debido a las fuerzas de tensión axial provocadas por el peso de la tubería de acero y el acoplamiento y las presiones internas y externas 20 subterráneas y también se somete a calor subterráneo. Por consiguiente, se requiere una unión roscada para mantener la impermeabilidad al gas (sellabilidad) sin que se dañe incluso en dichas condiciones. Además, durante el proceso de descenso de las tuberías de pozos petrolíferos, es normalmente la causa de que una unión que se ha sujetado una vez se afloje (no sujeta) y después se vuelve a sujetar. Por consiguiente, de acuerdo con el API (Instituto Americano del Petróleo), se desea que no aparezca el agarrotamiento severo denominado desgaste y que 25 la impermeabilidad al gas se mantenga incluso si la sujeción (montar) y el aflojamiento (desmontar) se realice diez veces para uniones para el entubado y tres veces para uniones para recubrimiento de carcasa.
En años recientes, para mejorar la impermeabilidad al gas, las uniones roscadas especiales que son capaces de formar un sellado metal a metal se han empezado a usar generalmente. En este tipo de unión roscada, cada uno de un pasador y una caja tiene una parte de contacto metálica no roscada además de una parte roscada 30 que tiene una rosca macho o hembra y tanto la parte roscada como la parte de contacto metálica no roscada forman una superficie de contacto entre el pasador y la caja. Las partes de contacto metálicas no roscadas del pasador y la caja quedan en contacto íntimo entre sí para formar una parte sellada de metal a metal y contribuyen a un aumento en la impermeabilidad al gas.
En una unión roscada de este tipo capaz de formar un sellado metal a metal, una grasa lubricante con una 35 lubricidad alta denominada grasa compuesta se ha usado para evitar el contacto superficial, particularmente la superficie de contacto metálica, del desgaste. Esta grasa, que es un tipo de lubricante líquido, se aplica a la superficie de contacto de al menos uno del pasador y la caja antes de la sujeción. Sin embargo, esta grasa contiene una gran cantidad de polvos de metales pesados nocivos. Cuando la grasa que se escurre fuera de la periferia durante la sujeción se limpia con un agente de limpieza, la grasa compuesta y el agente de limpieza usados fluyen 40 en el océano o el suelo y provocan la contaminación ambiental y esto ha empezado a considerarse un problema. Además, existió el problema de que la aplicación de grasa y la limpieza que se repitieron antes de cada sujeción disminuyeron la eficiencia de trabajo en el campo.
Como uniones roscadas para tuberías de acero que no necesitan la aplicación de una grasa compuesta, los documentos JP 08-103724A, JP 08-233163A, JP 08-233164A y JP 09-72467A describen uniones roscadas en las 45 que un recubrimiento lubricante sólido que comprende una resina como un aglutinante y disulfuro de molibdeno o disulfuro de tungsteno como un lubricante sólido se aplica a una parte roscada y una parte de contacto metálica no roscada (particularmente, a la superficie de contacto) de al menos uno de un pasador y una caja.
En estas publicaciones de patente Japonesa, para aumentar la adhesión entre el recubrimiento lubricante sólido y el sustrato de acero, se describe para formar, como una capa base para el recubrimiento lubricante sólido, 50 una capa de recubrimiento de conversión química de fosfato de manganeso o una combinación de una capa de nitruro y una capa de recubrimiento de conversión química de fosfato de manganeso o para proporcionar la superficie de contacto con irregularidades superficiales que tienen una Rmáx de 5-40 m.
En el documento JP 08-103724A, se describe para usar, como un polvo lubricante, un polvo de disulfuro de molibdeno que tiene un diámetro de partícula de 0,45-10 m y preferiblemente 2-5 m según se mide por el método 55 Fischer. Con un diámetro de partícula de menos de 0,45 m, no se obtiene efecto en la mejora contra el desgaste,
mientras que un tamaño de partícula de 10 m o mayor no proporciona un efecto adicional sobre la mejora de la lubricidad y hace difícil ajustar el espesor de un recubrimiento lubricante sólido.
Debería esperarse que el uso de una unión roscada en la que la superficie de contacto de un pasador y una caja tiene un recubrimiento lubricante sólido para proporcionar lubricidad al mismo haría posible dispensar con la aplicación de una grasa compuesta y evitar de este modo los problemas mencionados anteriormente con respecto al 5 medio ambiente y la eficiencia de trabajo.
Sin embargo, con un recubrimiento lubricante sólido convencional, no es posible conseguir un efecto anti-agarrotamiento, tal como el obtenido por la aplicación de una grasa compuesta y un fallo de agarrotamiento denominado desgaste tiene lugar después de que la sujeción y el aflojamiento se repitan menos de 10 veces. Por lo tanto, existió el problema de que no fue posible evitar el desgaste de una forma estable y mantener la 10 impermeabilidad al gas.
Recientemente, una unión roscada resistente al calor para tuberías de acero se ha deseado para su uso en pozos petrolíferos de alta temperatura en los que la temperatura alcanza 250-300ºC que es mayor que la temperatura en pozos petrolíferos convencionales, o en pozos petrolíferos de inyección de vapor en los que el vapor a una alta temperatura cercana a la temperatura crítica (por ejemplo, en torno a 350ºC) se inyecta para mejorar la 15 recuperación de petróleo. Por consiguiente, existen casos en los que se requiere para una unión roscada garantizar la resistencia al desgaste y una impermeabilidad al gas cuando una unión que se ha sujetado se somete a un ensayo térmico a una temperatura de 250ºC o mayor y después se somete al aflojamiento y re-sujeción.
Una unión roscada convencional que tiene un recubrimiento lubricante sólido formado sobre la superficie de contacto tuvo de hecho una resistencia al desgaste extremadamente inferior comparada con el caso en el que se 20 aplicó una grasa compuesta, particularmente cuando se expuso a un entorno de alta temperatura.
Por lo tanto, con una unión roscada convencional en la que se forma un recubrimiento lubricante sólido, es aún necesario aplicar una grasa compuesta y los problemas mencionados anteriormente con respecto al medio ambiente y la eficiencia de trabajo no pueden eliminarse.
El documento US 6.027.145 describe una unión roscada de acuerdo con la sección de caracterización 25 previa de la reivindicación 1.
El documento US 4.630.849 describe una unión de tubería de pozo petrolífero que comprende una parte de sellado metal a metal sin rosca. Se proporciona una capa chapada metálica o recubierta de resina que muestra una resistencia mejorada al desgaste sobre la superficie periférica externa de una parte de borde libre de rosca que constituye parte de la parte de sellado metal a metal sobre un miembro externamente roscado. 30
Es un objeto de esta invención proporcionar una unión roscada... [Seguir leyendo]
Reivindicaciones:
1. Una unión roscada para tuberías de acero que comprende un pasador (1) y una caja (2) teniendo cada uno una superficie de contacto que incluye una parte roscada y una parte de contacto metálica no roscada,
en la que la superficie de contacto de al menos uno del pasador y la caja tiene un recubrimiento lubricante sólido que comprende un polvo lubricante y un aglutinante, caracterizado por que la proporción de área de una sección transversal a lo largo del espesor del recubrimiento lubricante sólido que está ocupada por partículas secundarias 5 del polvo lubricante que tienen un diámetro circular equivalente de 15-60 m es del 30% al 85%.
2. Una unión roscada como se ha expuesto en la reivindicación 1, en la que el polvo lubricante es polvo de una o más sustancias seleccionadas entre disulfuro de molibdeno, disulfuro de tungsteno, compuestos de organomolibdeno, grafito, nitruro de boro y politetrafluoroetileno.
3. Una unión roscada como se ha expuesto en la reivindicación 1, en la que el aglutinante es una resina 10 orgánica o un polímero inorgánico.
4. Una unión roscada como se ha expuesto en la reivindicación 1, en la que la superficie de contacto que tiene el recubrimiento lubricante sólido tiene una rugosidad superficial de 5-40 m de Rmáx.
5. Una unión roscada como se ha expuesto en la reivindicación 1, en la que una capa de recubrimiento porosa se dispone como un recubrimiento primario entre el recubrimiento lubricante sólido y la superficie de contacto. 15
6. Una unión roscada como se ha expuesto en la reivindicación 5, en la que la capa de recubrimiento porosa es un recubrimiento de conversión química de fosfato o un recubrimiento de cinc o una aleación de cinc.
7. Una unión roscada como se ha expuesto en la reivindicación 1, en la que las partículas secundarias son agregados de partículas primarias que tienen un diámetro de partícula medio de 0,5-15 m.
Patentes similares o relacionadas:
Aparato de destilación que comprende un componente metálico y su utilización, del 25 de Marzo de 2020, de Green Engineering S.r.l: Aparato de destilación y/o fermentación que comprende un componente metálico seleccionado del grupo que consiste en bandejas de destilación, válvulas […]
Rollo que comprende un recubrimiento abrasible, del 4 de Diciembre de 2019, de VESUVIUS FRANCE S.A.: Rollo con al menos una capa de un recubrimiento que es abrasible después de 3 horas a 800°C que comprende a) 83-98% en peso de un agregado que consiste en partículas […]
Lámina compuesta de nanomaterial de carbono y método para obtener la misma, del 4 de Junio de 2019, de THE BOEING COMPANY: Lámina compuesta de nanomaterial de carbono, que comprende: a) una capa de una estructura de nanomaterial de carbono, y b) una […]
Deposición de nanopartículas discretas sobre una superficie nanoestructurada de un implante, del 22 de Mayo de 2019, de Biomet 3i, LLC: Un método para formar un implante para ser implantado en un hueso vivo, el método que comprende los actos de: hacer áspera al menos una […]
Procedimiento de tratamiento de superficies, del 22 de Mayo de 2019, de BL Technologies, Inc: Un procedimiento de tratamiento de superficie, que comprende: poner en contacto un sustrato con un material de tratamiento, comprendiendo el sustrato […]
Método para modificar la superficie de un pistón para un motor de combustión interna, y pistón para motor de combustión interna, del 3 de Mayo de 2019, de Art Metal Mfg. Co., Ltd: Método para modificar una superficie de un pistón para un motor de combustión interna usando una granalla hecha de una aleación a base de hierro como […]
Procedimiento para la fabricación de un sustrato de nitruro de aluminio, del 10 de Abril de 2019, de ALSTOM Transport Technologies: Procedimiento para la fabricación de un sustrato de nitruro de aluminio AIN para su utilización como soporte para componentes electrónicos en aplicaciones […]
Sistema de superposición multicapa para protección térmica y corrosiva de sustratos de superaleaciones, del 6 de Marzo de 2019, de PRAXAIR S.T. TECHNOLOGY, INC.: Un sistema de superposición multicapa para un sustrato metálico que comprende: una capa base formada por aplicación de una suspensión que comprende partículas […]