DISPOSITIVO DE SOLDADURA TRANSVERSAL PARA ENVOLVEDORAS CONTINUAS HORIZONTALES.
1. Dispositivo de soldadura transversal para envolvedoras continuas horizontales;
caracterizado porque comprende:- dos mordazas portadoras de respectivos elementos de soldadura y corte,- unos primeros medios de accionamiento que actúan de forma simultánea sobre las mordazas y les comunican movimientos longitudinales alternativos, de avance y retroceso, entre un primer punto y un segundo punto de la trayectoria de una lamina flexible a soldar transversalmente, conformante de un envoltorio del producto a envasar; desplazándose dichas mordazas de forma simultánea en dirección longitudinal y sentidos opuestos;- unos segundos medios de accionamiento, sincronizados con los primeros de accionamiento, que actúan sobre las mordazas manteniéndolas en una posición operativa de cierre durante el movimiento longitudinal de avance y en una posición inoperante de apertura durante el movimiento longitudinal de retroceso; realizándose una soldadura transversal del envoltorio y el movimiento de retroceso de la mordaza en posición inoperante, durante el tiempo que emplea la mordaza en posición operativa de cierre en describir un movimiento longitudinal de avance; y sin que exista interferencia entre dichas mordazas durante los movimientos opuestos de avance y retroceso de las mismas.2. Dispositivo, según la reivindicación 1, caracterizado porque cada una de las mordazas comprende: un primer brazo y un segundo brazo portadores de respectivos elementos de soldadura mutuamente enfrentados, y posibilitados de un movimiento relativo de giro entre las posiciones de apertura y de cierre de la mordaza correspondiente.3. Dispositivo, según cualquiera de las reivindicaciones balancín, que describe un movimiento alternativo de giro, de amplitud regulable, y que actúa por medio de unos tirantes laterales sobre las respectivas mordazas, comunicándoles movimientos longitudinales alternativos y de sentidos opuestos.4. Dispositivo, según cualquiera de las reivindicaciones anteriores, caracterizado porque en cada una de las mordazas: el primer brazo se encuentra montado con posibilidad de desplazamiento longitudinal y sin posibilidad de giro sobre un primer eje; y el segundo brazo se encuentra montado con posibilidad de desplazamiento longitudinal y con posibilidad de giro sobre un segundo eje; comprendiendo ambos brazos sendos sectores dentados que los relacionan en el giro, y que determinan el giro relativo y simultaneo de ambos brazos hacia la posición de apertura o de cierre de la mordaza cuando los segundos medios de accionamiento transmiten un movimiento de giro, en uno u otro sentido, al mencionado primer eje de cada mordaza.5. Dispositivo, según la reivindicación 4, caracterizado porque los segundos medios de accionamiento de las mordazas comprenden unas palancas acopladas lateralmente a los primeros ejes de giro de las mordazas, desfasadas angularmente, y conectadas por medio de unos actuadores y unos medios reguladores de presión a un elemento actuador común que describe un movimiento alternativo, sincronizado con el movimiento angular del balancín, y provoca simultáneamente la apertura de una las mordazas y el cierre de la otra mordaza cuando dichas mordazas alcanzan los puntos extremos de su recorrido longitudinal
Tipo: Modelo de Utilidad. Resumen de patente/invención. Número de Solicitud: U201130490.
Solicitante: SYNCHROPACK S.A.
Nacionalidad solicitante: España.
Provincia: BARCELONA.
Inventor/es: PELLICER THOMA,RAMON.
Fecha de Solicitud: 6 de Mayo de 2011.
Fecha de Publicación: .
Fecha de Concesión: 20 de Septiembre de 2011.
Clasificación PCT:
- B23K1/002 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 1/00 Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34). › Soldadura sin fusión por calentamiento por inducción.
Fragmento de la descripción:
Dispositivo de soldadura transversal para envolvedoras continuas horizontales.
Objeto de la invención
La presente invención se refiere a un dispositivo de soldadura transversal para envolvedoras continuas horizontales, que presenta unas características orientadas a incrementar notablemente el tiempo de contacto destinado en cada ciclo de trabajo al sellado de la soldadura y el rendimiento de la máquina envolvedora.
Campo de aplicación de la invención
La invención es aplicable en sector del envase y embalaje, y más concretamente en envolvedoras continuas horizontales.
Antecedentes de la invención
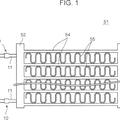
Actualmente son conocidas las envolvedoras continuas horizontales empleadas para conformar paquetes individuales contenedores de una unidad, o de varias unidades de producto apiladas, que son suministradas sucesivamente en dirección horizontal por un dispositivo alimentador hacia el interior de un túnel formador en el que el film o lámina termosoldable, procedente de una bobina, se pliega convenientemente para que adopte una configuración transversal tubular rodeando el producto.
Estas envolvedoras disponen, a continuación del túnel formador, de unos soldadores longitudinales encargados de cerrar longitudinalmente la configuración tubular formada por el film en torno a las sucesivas unidades de producto; y de un dispositivo de soldadura transversal para la formación de las soldaduras transversales que cierran los extremos opuestos de paquetes consecutivos y la separación de los mismos por corte.
La mayoría de las funciones de estas envolvedoras horizontales podrían permitir una velocidad más elevada de la que permite un dispositivo de soldadura de largo tiempo de sellado (LTS) convencional. El problema de este tipo de máquinas consiste en la restricción de las variables de soldadura: temperatura, presión y tiempo.
La temperatura tiene el propio límite del material de envasado y no es objeto de mejora por parte del fabricante de la envasadora, sino por parte del fabricante del film; suponiendo obviamente la utilización de un film de mayores prestaciones un coste también superior.
En lo que se refiere a la presión, es importante que sea elevada hasta el límite fiable del sistema y del material del film, pero es más importante que pueda inhibirse en caso de emergencia y que su valor sea elevado en el momento adecuado.
El tiempo de sellado es la variable más desfavorable de los soldadores transversales utilizados actualmente en este tipo de envolvedoras horizontales y que tienen una importancia muy relevante en lo que se refiere a la estanqueidad del paquete formado por el film.
Los dispositivos RT utilizados normalmente en estas envolvedoras disponen de unas mordazas rotativas dentadas radialmente y que proporcionan un tiempo de sellado muy bajo, por el hecho de que deben girar rápidamente para dejar pasar al siguiente envase o bolsa contenedora de producto, antes de sellarla mediante un contacto tangencial.
Otro de los inconvenientes de estas mordazas rotativas es que la diferencia entre la velocidad tangencial de sellado y la línea de avance del film y sellado longitudinal no puede ser importante, ya que la diferencia de velocidades provoca arrugas y tensiones de estirado en el mencionado film conformarte del envase.
Otra solución conocida para realización de soldaduras transversales en este tipo de envolvedoras horizontales consiste en la utilización de un sistema híbrido y mecánico, rotativo, conocido como tipo LD, pero en el que la zona de tangencia/sellado se hace coincidir con la zona plana de una leva en forma de "D". Estos dispositivos de soldadura transversal, además de no permitir una producción elevada, tienen un bajo tiempo de sellado: aproximadamente un sexto del ciclo de trabajo, ya que los cinco sextos restantes se utilizan en la apertura y cierre de la mordaza y en el retorno o retroceso de la mordaza hasta la posición inicial o de partida. De todo ello surgió la idea de acompañar al film en su avance durante el sellado, consiguiéndose así un mayor tiempo de sellado, que beneficia a la calidad, seguridad y estanqueidad de la soldadura (tipo LTS).
Por tanto, el problema técnico que se plantea es el desarrollo de un dispositivo de soldadura transversal para envolvedoras continuas horizontales que permita incrementar el tiempo de sellado hasta un 50% del ciclo de sellado, lo que obviamente redunda en un correcto soldado transversal de los paquetes o envases formados; siendo otro objetivo de la invención incrementar el rendimiento de este dispositivo soldador transversal con el fin de que la máquina envasadora pueda alcanzar una mayor producción que las mencionadas anteriormente.
Descripción de la invención
El dispositivo de soldadura y corte transversal para envolvedoras continuas horizontales de la presente invención presenta unas particularidades constructivas orientadas a solventar la problemática expuesta anteriormente y a conseguir un mayor tiempo de contacto de los elementos de soldadura sobre el film o lámina a soldar en cada ciclo de trabajo y a duplicar la capacidad de producción de la envolvedora continua horizontal.
Para ello, y de acuerdo con la invención, se ha ideado un dispositivo de soldadura que comprende:
- dos mordazas portadoras de respectivos elementos de soldadura,
- unos primeros medios de accionamiento que actúan de forma simultánea sobre las mordazas y les comunican movimientos longitudinales alternativos, de avance y retroceso, entre un primer punto y un segundo punto de la trayectoria de una lámina flexible a soldar transversalmente, conformante de un envoltorio del producto a envasar; desplazándose dichas mordazas de forma simultánea en dirección longitudinal y sentidos opuestos; y,
- unos segundos medios de accionamiento, sincronizados con los primeros de accionamiento, que actúan sobre las mordazas manteniéndolas en una posición operativa de cierre durante el movimiento longitudinal de avance y en una posición inoperante de apertura durante el movimiento longitudinal de retroceso; realizándose una soldadura transversal del envoltorio y el movimiento de retroceso de la mordaza en posición inoperante, durante el tiempo que emplea la mordaza en posición operativa de cierre en describir un movimiento longitudinal de avance; y sin que exista interferencia entre dichas mordazas durante los movimientos opuestos de avance y retroceso de las mismas.
Cabe mencionar que los primeros medios y los segundos medios de accionamiento de la mordaza pueden presentar diferentes configuraciones siendo imprescindible que describan movimientos sincronizados para conseguir que las dos mordazas realicen desplazamientos longitudinales alternativos siempre en sentidos opuestos y de forma que la mordaza que se desplaza en la dirección de avance del film a soldar se encuentre en la posición operativa de cierre mientras la mordaza que está describiendo el movimiento longitudinal de retroceso se encuentre en la posición de apertura. De esta forma se consigue que las dos mordazas puedan cruzarse en dirección longitudinal, sin que exista interferencia entre las mismas al encontrarse una en posición abierta y la otra en posición cerrada.
Con este dispositivo de soldadura se consigue que cada una de las mordazas se mantenga en una posición operativa de cierre durante su movimiento de avance longitudinal, mientras que la otra mordaza se encuentra abierta en una posición inoperante y describe un movimiento longitudinal de retroceso; esto determina que el tiempo de sellado o soldadura de cada una de las mordazas alcance un tercio de cada ciclo de trabajo, siendo éste tiempo de sellado muy superior al alcanzado por los dispositivos de soldadura utilizados convencionalmente en las envolvedoras horizontales de producto.
Adicionalmente, la combinación de dos mordazas de soldadura en un mismo dispositivo de soldadura permite duplicar la capacidad de producción de la máquina o duplicar el tiempo de sellado (dos tercios del tiempo de ciclo).
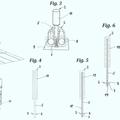
De acuerdo con la invención, cada una de las mordazas de soldadura comprende un primer brazo y un segundo brazo portadores de respectivos elementos calefactados de soldadura y corte, mutuamente enfrentados y posibilitados de un movimiento de giro relativo entre las posiciones de apertura y cierre de las mordazas correspondientes.
En una realización de la invención los primeros medios de accionamiento, encargados de provocar el movimiento...
Reivindicaciones:
1. Dispositivo de soldadura transversal para envolvedoras continuas horizontales; caracterizado porque comprende:
- dos mordazas portadoras de respectivos elementos de soldadura y corte,
- unos primeros medios de accionamiento que actúan de forma simultanea sobre las mordazas y les comunican movimientos longitudinales alternativos, de avance y retroceso, entre un primer punto y un segundo punto de la trayectoria de una lamina flexible a soldar transversalmente, conformante de un envoltorio del producto a envasar; desplazándose dichas mordazas de forma simultanea en dirección longitudinal y sentidos opuestos;
- unos segundos medios de accionamiento, sincronizados con los primeros de accionamiento, que actúan sobre las mordazas manteniéndolas en una posición operativa de cierre durante el movimiento longitudinal de avance y en una posición inoperante de apertura durante el movimiento longitudinal de retroceso; realizándose una soldadura transversal del envoltorio y el movimiento de retroceso de la mordaza en posición inoperante, durante el tiempo que emplea la mordaza en posición operativa de cierre en describir un movimiento longitudinal de avance; y sin que exista interferencia entre dichas mordazas durante los movimientos opuestos de avance y retroceso de las mismas.
2. Dispositivo, según la reivindicación 1, caracterizado porque cada una de las mordazas comprende: un primer brazo y un segundo brazo portadores de respectivos elementos de soldadura mutuamente enfrentados, y posibilitados de un movimiento relativo de giro entre las posiciones de apertura y de cierre de la mordaza correspondiente.
3. Dispositivo, según cualquiera de las reivindicaciones anteriores, caracterizado porque los primeros medios de accionamiento comprenden un balancín, que describe un movimiento alternativo de giro, de amplitud regulable, y que actúa por medio de unos tirantes laterales sobre las respectivas mordazas, comunicándoles movimientos longitudinales alternativos y de sentidos opuestos.
4. Dispositivo, según cualquiera de las reivindicaciones anteriores, caracterizado porque en cada una de las mordazas: el primer brazo se encuentra montado con posibilidad de desplazamiento longitudinal y sin posibilidad de giro sobre un primer eje; y el segundo brazo se encuentra montado con posibilidad de desplazamiento longitudinal y con posibilidad de giro sobre un segundo eje; comprendiendo ambos brazos sendos sectores dentados que los relacionan en el giro, y que determinan el giro relativo y simultaneo de ambos brazos hacia la posición de apertura o de cierre de la mordaza cuando los segundos medios de accionamiento transmiten un movimiento de giro, en uno u otro sentido, al mencionado primer eje de cada mordaza.
5. Dispositivo, según la reivindicación 4, caracterizado porque los segundos medios de accionamiento de las mordazas comprenden unas palancas acopladas lateralmente a los primeros ejes de giro de las mordazas, desfasadas angularmente, y conectadas por medio de unos actuadores y unos medios reguladores de presión a un elemento actuador común que describe un movimiento alternativo, sincronizado con el movimiento angular del balancín, y provoca simultáneamente la apertura de una las mordazas y el cierre de la otra mordaza cuando dichas mordazas alcanzan los puntos extremos de su recorrido longitudinal.
Patentes similares o relacionadas:
 Estructura de unión de tubos metálicos, del 25 de Septiembre de 2019, de DAIKIN INDUSTRIES, LTD.: Una estructura de unión que comprende:
un primer tubo metálico que contiene un primer metal (M1) como componente principal; y
un segundo tubo […]
Estructura de unión de tubos metálicos, del 25 de Septiembre de 2019, de DAIKIN INDUSTRIES, LTD.: Una estructura de unión que comprende:
un primer tubo metálico que contiene un primer metal (M1) como componente principal; y
un segundo tubo […]
Procedimiento para realizar una unión por soldadura indirecta, conector eléctrico para la unión por soldadura indirecta a un cable coaxial y uso de un conector de este tipo, del 21 de Agosto de 2019, de TELEGARTNER KARL GARTNER GMBH.: Procedimiento para realizar una unión por soldadura indirecta entre al menos dos componentes , en el que, para fundir un material de […]
Procedimiento de soldadura de aleación por inducción de piezas de forma compleja y puesto de soldadura de aleación simple y múltiple de puesta en práctica, del 21 de Junio de 2017, de Safran Helicopter Engines: Procedimiento de soldadura de aleación por inducción de piezas que pueden presentar una forma compleja, que comprende las etapas consistentes en depositar […]
Procedimiento de fijación por soldadura de dos piezas, del 12 de Abril de 2017, de RENAULT S.A.S.: Procedimiento de fijación por soldadura de un pabellón sobre un lateral de la caja de un vehículo automóvil que comprende una zona de fijación , por medio […]
Dispositivo de soldadura para fijar una cinta conductora de electricidad en una barra colectora eléctrica de una célula solar mediante soldadura inductiva, del 9 de Noviembre de 2016, de KOMAX HOLDING AG.: Dispositivo de soldadura para fijar una cinta conductora de electricidad en una barra colectora eléctrica recta de una célula solar a lo largo […]
Dispositivo de fuente de alimentación eléctrica y método de montaje de dicho dispositivo, del 18 de Mayo de 2016, de Cheng Uei Precision Industry Co., Ltd: Un dispositivo de fuente de alimentación adaptado para proporcionar energía a un producto electrónico externo, que comprende: un cuerpo principal […]
 Dispositivo de soldadura para unir células solares, del 16 de Marzo de 2016, de KOMAX HOLDING AG.: Dispositivo de soldadura para unir células solares , que incluye:
- una fuente de calor cuyo funcionamiento se basa en el principio de inducción, gracias a la cual pistas […]
Dispositivo de soldadura para unir células solares, del 16 de Marzo de 2016, de KOMAX HOLDING AG.: Dispositivo de soldadura para unir células solares , que incluye:
- una fuente de calor cuyo funcionamiento se basa en el principio de inducción, gracias a la cual pistas […]
DISPOSITIVO DE SOLDADURA PARA CONECTAR CÉLULAS SOLARES, del 8 de Febrero de 2012, de KOMAX HOLDING AG.: Dispositivo de soldadura para conectar células solares , en el que una fuente de calor que funciona por el principio de inducción une las pistas conductoras […]