ROLLO DE MATERIAL EN BANDA SIN NÚCLEO, MÁQUINA Y PROCEDIMIENTO PARA SU PRODUCCIÓN.
Rollo (R) de material en banda sin núcleo, con una primera parte interior de material en banda (N) formando un núcleo interior (R1) de dicho rollo,
y una segunda parte exterior (R2) de material en banda bobinado alrededor de la parte exterior de dicho núcleo interior, caracterizado porque entre dicha primera parte que forma dicho núcleo interior y dicha segunda parte bobinada alrededor de la parte exterior de dicho núcleo está prevista una interfaz (F, F1, F2) que facilita el deslizamiento mutuo entre dichas primera y segunda partes, formando dicha primera parte interior (R1) y dicha segunda parte exterior (R2) de material en banda dos productos que se pueden utilizar de forma independiente (R1, R2) en la forma de rollos de material en banda
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2006/000288.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA PER MUGNANO 55100 LUCCA ITALIA.
Inventor/es: GELLI, MAURO, MADDALENI,ROMANO.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Abril de 2006.
Fecha Concesión Europea: 8 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B65H18/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 18/00 Enrollado de bandas. › Paquetes de banda enrollada.
- B65H19/22C
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
Rollo de material en banda sin núcleo, máquina y procedimiento para su producción.
Campo técnico
La presente invención se refiere a mejoras para la producción de rollos de material en banda, tal como papel, y en particular el denominado papel tisú. La invención se refiere en particular a mejoras en las máquinas y a los procedimientos de fabricación, así como a los rollos de material.
Estado de la técnica
Los rollos de papel higiénico, papel de cocina, así como otros productos de papel tisú normalmente se bobinan alrededor de núcleos o tubos de bobinado realizados en cartón u otro material. Estos núcleos de bobinado se insertan en la máquina bobinadora y se bobina a su alrededor la cantidad de papel requerida. Los rollos resultantes, denominados carretes, posteriormente se cortan en rollos más pequeños, es decir, de una longitud axial menor, destinados al consumidor. Los núcleos de bobinado normalmente se realizan en máquinas en las que se bobinan helicoidalmente dos o más tiras de cartón alrededor de un husillo. Estas máquinas, y el material necesario para fabricar los núcleos de bobinado, representan un coste con una influencia considerable en el del producto final, además de añadir complejidad a la línea de producción. Para evitar la necesidad de utilizar núcleos de bobinado y de obtener productos en rollos que contengan una mayor cantidad de material bobinado, se han estudiado varios sistemas, procedimientos y máquinas que permiten la fabricación de los rodillos sin utilizar un núcleo de bobinado o tubo central. En las patentes US nº 5.603.467; nº 5.538.199; nº 5.639.046; nº 5.690.296; nº 5.839.680 se muestran ejemplos de dichas máquinas y procedimientos.
Los rollos obtenidos mediante dichas técnicas presentan una apariencia compacta y carecen de áreas vacías en el centro. Esto puede representar un inconveniente para su uso, dado que la mayoría de los dispensadores para productos en forma de rollo presentan una sujeción axial que está insertada en el orificio de los núcleos de bobinado en los que normalmente se bobinan dichos productos. La ausencia de dicho orificio central ha restringido de forma efectiva el uso de rollos obtenidos mediante las máquinas y procedimientos mencionados anteriormente, a pesar de que los productos sin núcleos de bobinado ofrecen unas ventajas considerables, que incluyen una mayor cantidad de papel bobinado para el mismo diámetro exterior del rollo, la ausencia de maquinaria para la fabricación del núcleo en la línea de producción, ahorros en las materias primas (adhesivos, cartón) necesarias para la fabricación de los núcleos tubulares, un procedimiento más sencillo para el corte de los carretes en rollos, así como la carencia de material de desecho (el núcleo central) una vez que se hayan utilizado los rollos.
El documento US-A-5722608 da a conocer un procedimiento para bobinar un rollo de papel en banda en un mandril extraíble. Una vez completado el rollo, se retira dicho mandril de bobinado del rollo y queda un orificio central en el mismo. Con el fin de evitar que se deshagan las vueltas interiores de la cinta, se adhieren las primeras vueltas de la cinta entre sí por medio de un aglomerante de fijación en líneas transversales. En el documento JP-A-0617180 se da a conocer una técnica similar.
Objetivos y Sumario de la invención
Un objetivo de la presente invención es proporcionar un rollo que ofrezca las ventajas de los rollos sin un núcleo de bobinado, pero que no adolezca de los inconvenientes mencionados anteriormente. Otro objetivo es proporcionar un rollo con unas características innovadoras en comparación con los rollos tradicionales.
Según otro aspecto, un objetivo de la invención es proporcionar una máquina o sistema rebobinador que permita la fabricación de un nuevo tipo de rollo sin ningún núcleo de bobinado central, sin los inconvenientes mencionados anteriormente y con características innovadoras en comparación con los productos convencionales.
Un objetivo adicional de la presente invención es proporcionar un procedimiento de bobinado para la fabricación de un nuevo tipo de rollo sin un núcleo central y con otras características innovadoras.
Básicamente, la invención proporciona un rollo según la reivindicación 1, un procedimiento para su producción según la reivindicación 26, y una máquina rebobinadora para la fabricación de dicho rollo según la reivindicación 50. En las reivindicaciones subordinadas se exponen formas de realización particularmente ventajosas del rollo, el procedimiento y la máquina.
Según un primer aspecto, la invención se refiere a un rollo de material en banda sin núcleo de bobinado central, en el que una primera parte de material en banda forma el núcleo central, y se bobina una segunda parte de material en banda alrededor de la parte exterior de dicho núcleo, y en el que se aplica un material separador a por lo menos una vuelta del material en banda, entre dicho núcleo interior y dicha segunda parte de material en banda, cubriendo una longitud correspondiente por lo menos a media vuelta aproximadamente de material en banda.
La presencia de este material separador entre la parte del núcleo y la parte exterior del rollo permite la extracción del núcleo del resto del rollo, rasgando el material en banda en la línea con la interfaz entre la parte interior del rollo que forma el núcleo y la parte exterior que forma el resto del rollo. De este modo, el rollo que se origina presenta una configuración sólida completamente llena, evitando de este modo la necesidad de un núcleo o husillo central, ofrece todas las ventajas derivadas de la ausencia tanto de un núcleo de bobinado central, como de un orificio central durante el proceso de fabricación y durante la distribución, al tiempo que los usuarios finales pueden seleccionar si utilizan la totalidad del rollo, por ejemplo cuando tienen disponible un dispensador adecuado, sin sujeción de rollo axial, o deslizar el núcleo a la parte exterior del rollo, dejando el resto del rollo con un orificio central de unas dimensiones adecuadas (en la gama entre 1,5 y 3 cm, por ejemplo), para permitir su inserción en la sujeción axial de un dispensador convencional. Además de esta opción de utilización dual, el núcleo central que se retira de la parte exterior del rollo también es un producto adecuado para su uso por el consumidor. Por ejemplo, el núcleo central de un rollo de papel tisú, como un rollo de papel higiénico también se podría utilizar como un rollo de papel higiénico compacto, portátil, para llevar en un bolso de mano o en un vehículo automóvil.
Además, normalmente es necesario disponer de rollos pequeños de papel tisú para viajes y es conocido que la última parte de los rollos de papel higiénico o de cocina normales a menudo se utilizan para ello, a pesar de que adolecen de la desventaja de llevar una cantidad de papel limitada con respecto a sus dimensiones totales (principalmente debido al volumen no utilizado del tubo o núcleo de bobinado en el centro). Por otra parte, el núcleo del rollo según la invención es un rollo compacto de papel bobinado, sin desperdicio de espacio.
De este modo, el producto obtenido según la invención presenta la característica de consistir sustancialmente en una combinación de dos productos que se pueden utilizar de forma independiente, generados mediante el mismo procedimiento de fabricación y la misma máquina, pero que se pueden separar en el momento de su utilización.
En lugar de aplicar un producto separador (sea en hoja o en la forma de material a granel), se puede crear una zona de separación entre la parte interior o núcleo del rollo y la parte exterior del rollo por medio de la variación local en la densidad del bobinado. Por ejemplo, la densidad de bobinado se puede reducir temporalmente, incluso sólo para una cantidad de vueltas muy limitada, creando así una zona de bobinado de baja densidad en el rollo que separa la parte del núcleo interior de la parte exterior del rollo.
En otra forma de realización de la invención, entre la parte interior o núcleo y la parte exterior, se puede insertar una cantidad adecuada de vueltas (o incluso sólo una vuelta, o una cantidad de vueltas que puede estar comprendida entre 1 y 50, y preferentemente entre 1 y 20, o entre 1 y 10, o cualquier cantidad de vueltas adecuada) en las que se ha modificado por lo menos una característica de superficie del material en banda, por ejemplo, se ha reducido la rugosidad de la superficie. Preferentemente,...
Reivindicaciones:
1. Rollo (R) de material en banda sin núcleo, con una primera parte interior de material en banda (N) formando un núcleo interior (R1) de dicho rollo, y una segunda parte exterior (R2) de material en banda bobinado alrededor de la parte exterior de dicho núcleo interior, caracterizado porque entre dicha primera parte que forma dicho núcleo interior y dicha segunda parte bobinada alrededor de la parte exterior de dicho núcleo está prevista una interfaz (F, F1, F2) que facilita el deslizamiento mutuo entre dichas primera y segunda partes, formando dicha primera parte interior (R1) y dicha segunda parte exterior (R2) de material en banda dos productos que se pueden utilizar de forma independiente (R1, R2) en la forma de rollos de material en banda.
2. Rollo según la reivindicación 1, caracterizado porque carece de orificio central o de núcleo de bobinado y su parte interior consiste en vueltas de material en banda bobinadas la una alrededor de la otra.
3. Rollo según la reivindicación 1 ó 2, caracterizado porque se aplica un material separador (F, F1, F2) por lo menos a una vuelta de material en banda que llega entre dicho núcleo interior (R1) y dicha segunda parte (R2) de material en banda (N), formando dicho material separador (F, F1, F2) dicha interfaz y facilitando la extracción de dicho núcleo interior de dicha segunda parte del rollo.
4. Rollo según la reivindicación 3, caracterizado porque dicho material separador (F, F1, F2) se aplica sobre una longitud correspondiente a aproximadamente media vuelta de material en banda, y más preferentemente aproximadamente una vuelta de material en banda.
5. Rollo según la reivindicación 3 ó 4, caracterizado porque dicho material separador (F, F1, F2) se aplica de acuerdo con una línea de perforación (P) transversal en el material en banda (N).
6. Rollo según la reivindicación 3 ó 4 ó 5, caracterizado porque dicho material separador es una sustancia aplicada por lo menos a un lado del material en banda.
7. Rollo según la reivindicación 3 ó 4 ó 5, caracterizado porque dicho material separador es un material en hoja (F, F1, F2).
8. Rollo según la reivindicación 6, caracterizado porque dicho material separador en hoja (F, F1, F2) está fabricado en papel o plástico.
9. Rollo según las reivindicaciones 7 a 8, caracterizado porque dicho material separador en hoja (F, F1, F2) se adhiere al material en banda que forma el rollo.
10. Rollo según la reivindicación 9, caracterizado porque dicho material separador en hoja (F, F1, F2) se acopla al material en banda que forma el rollo por medio de un adhesivo (C1, C2), corrugado, gofrado, cargas electrostáticas u otros medios.
11. Rollo según una o más de las reivindicaciones 7 a 10, caracterizado porque dicho material separador en hoja (F, F1, F2) se aplica a ambos lados del material en banda que forma el rollo.
12. Rollo según la reivindicación 11, caracterizado porque se insertan dos hojas escalonadas (F1, F2) de material en banda separador en dicho rodillo.
13. Rollo según la reivindicación 12, caracterizado porque dichas dos hojas de material separador (F1, F2) están dispuestas de manera que, cuando se presione el núcleo central del rollo para provocar su deslizamiento axial con respecto a la segunda parte exterior, induciendo el rasgado del material en banda por la línea de perforación (P), una primera hoja de material separador permanece bobinada alrededor del núcleo, y una segunda hoja de material separador permanece en el interior del orificio creado en el resto del rollo debido a la extracción de dicho núcleo.
14. Rollo según la reivindicación 13, caracterizado porque dicha línea de perforación (P) está dispuesta en una zona intermedia entre los dos extremos de las dos hojas de material separador.
15. Rollo según una o más de las reivindicaciones 3 a 14, caracterizado porque dicho material separador es un material separador en hoja (F, F1, F2) con un extremo delantero y un extremo posterior que está acoplado al material en banda en la proximidad del extremo delantero, mientras que el extremo posterior está dispuesto en la proximidad de una línea de perforación (P) en el material en banda.
16. Rollo según una o más de las reivindicaciones 3 a 14, caracterizado porque dicho material separador es un material separador en hojas (F, F1, F2) con un extremo delantero y un extremo posterior, que está acoplado al material en banda en la proximidad del extremo delantero, y dicho extremo delantero está dispuesto cerca de una línea de perforación en el material en banda.
17. Rollo según la reivindicación 15 ó 16, caracterizado porque dicho material separador en hoja (F, F1, F2) está acoplado al material en banda tanto en la proximidad del extremo delantero como del extremo posterior.
18. Rollo según la reivindicación 1 ó 2, caracterizado porque dicha interfaz está definida por una variación en la densidad de bobinado de dicho material en banda (N).
19. Rollo según la reivindicación 18, caracterizado porque dicha interfaz se forma mediante una parte de material en banda (N) bobinada más holgada que la densidad de bobinado de la primera parte y la segunda parte de dicho rollo.
20. Rollo según la reivindicación 19, caracterizado porque dicha interfaz se forma mediante una parte de material en banda (N) bobinada más holgada, en una longitud que está comprendida entre media vuelta y cincuenta vueltas y, preferentemente entre una y veinte vueltas del material en banda.
21. Rollo según la reivindicación 1 ó 2, caracterizado porque dicha interfaz está constituida por una o más vueltas formadas por una longitud de material en banda (N) con una estructura de superficie diferente al material en banda que forma dicha primera parte y dicha segunda parte.
22. Rollo según la reivindicación 21, caracterizado porque dicha longitud prevé una rugosidad de superficie inferior a la del material en banda que forma dicha primera y dicha segunda parte.
23. Rollo según la reivindicación 21 ó 22, caracterizado porque dicha longitud del material en banda está calandrada.
24. Rollo según una o más de las reivindicaciones anteriores, caracterizado porque dicho material en banda es papel, y preferentemente papel tisú.
25. Rollo según una o más de las reivindicaciones anteriores, caracterizado porque dicho núcleo (R1) presenta un diámetro comprendido entre 0,5 y 5 cm y preferentemente entre 1 y 3 cm.
26. Procedimiento para la fabricación de un rollo sin núcleo (L) de material en banda, en el que dicho material en banda define una primera parte central (L1) que forma un núcleo, y una segunda parte exterior (L2) bobinada alrededor de dicha primera parte, caracterizado porque forma una interfaz o discontinuidad entre dicha primera parte central (L1) y dicha segunda parte exterior (L2) que facilita la extracción de dicha primera parte central de dicha segunda parte exterior, en el que dicha primera parte central y dicha segunda parte exterior forman dos productos que se pueden utilizar de forma independiente (L1, L2) en forma de rollos de material en banda.
27. Procedimiento según la reivindicación 26, que comprende las etapas siguientes:
28. Procedimiento según la reivindicación 26 ó 27, que comprende las etapas siguientes:
29. Procedimiento según la reivindicación 26 ó 27 ó 28, en el que dicha interfaz se crea mediante la aplicación de un material separador (F, F1, F2) por lo menos a un lado de dicho material en banda en una longitud del material en banda entre dicha primera y dicha segunda partes (L1, L2).
30. Procedimiento según la reivindicación 29, en el que dicho material separador (F, F1, F2) se aplica a ambos lados de dicho material en banda.
31. Procedimiento según las reivindicaciones 29 ó 30, en el que dicho material en banda se perfora a lo largo de unas líneas de perforación transversales equidistantes (P), y en el que dicho material separador (F, F1, F2) se aplica de acuerdo con por lo menos una de dichas líneas de perforación.
32. Procedimiento según la reivindicación 31, en el que dicho material separador (F, F1, F2) se aplica aguas abajo de una línea de perforación transversal (P).
33. Procedimiento según la reivindicación 32, en el que dicho material separador (F, F1, F2) se aplica con un extremo delantero aguas arriba de una línea de perforación (P) y con un extremo posterior aproximadamente de acuerdo con dicha línea de perforación.
34. Procedimiento según una o más de las reivindicaciones 29 a 33, en el que dicho material separador es un material a granel aplicado a la superficie del material en banda.
35. Procedimiento según la reivindicación 34, en el que dicho material a granel se aplica mediante el rociado o el extendido.
36. Procedimiento según la reivindicación 34 ó 35, caracterizado porque dicho material a granel contiene cera.
37. Procedimiento según una o más de las reivindicaciones 29 a 35, en el que dicho material separador es un material en hoja (F, F1, F2).
38. Procedimiento según la reivindicación 37, en el que dicho material separador en hoja (F, F1, F2) está fabricado en papel o plástico.
39. Procedimiento según una o más de las reivindicaciones 26 a 38, en el que dicha primera parte interior (L1) y dicha segunda parte exterior (L2) se bobinan para formar un rollo (L) sin un orificio central.
40. Procedimiento según la reivindicación 37 ó 38, en el que dicho material separador en hoja (F, F1, F2) se acopla a la superficie del material en banda que forma el rollo.
41. Procedimiento según la reivindicación 40, en el que dicho material separador en hoja (F, F1, F2) se adhiere mediante adhesivo a la superficie del material en banda.
42. Procedimiento según la reivindicación 26, ó 27, ó 28, en el que dicha interfaz se crea variando la densidad de bobinado del material en banda (N).
43. Procedimiento según la reivindicación 42, en el que dicha interfaz se crea por medio de una reducción localizada en la densidad de bobinado, estando bobinadas dicha primera parte de material en banda y dicha segunda parte de material en banda con una densidad de bobinado mayor que la densidad de bobinado de una o más vueltas del material en banda dispuesto entre dicha primera y dicha segunda partes.
44. Procedimiento según la reivindicación 26 ó 27 ó 28, en el que dicha interfaz está constituida por una o más vueltas de un tramo de un material en banda con una estructura de superficie diferente del material en banda que forma dicha primera y segunda partes.
45. Procedimiento según la reivindicación 44, en el que dicho tramo de material en banda presenta una rugosidad de superficie inferior a la del material en banda que forma dicha primera y dicha segunda partes.
46. Procedimiento según una de las reivindicaciones 44 ó 45, en el que dicho tramo de material en banda está calandrado.
47. Procedimiento según una o más de las reivindicaciones 29 a 46, en el que dicha primera longitud de material en banda que se bobina con anterioridad a la aplicación del material separador forma un núcleo con un diámetro comprendido entre 0,5 y 5 cm y preferentemente entre 1 y 3 cm.
48. Procedimiento según una o más de las reivindicaciones 26 a 47, en el que dicho material en banda que forma el rollo es papel, y preferentemente papel tisú.
49. Procedimiento según una o más de las reivindicaciones 26 a 48, en el que dicha interfaz se realiza por medio de una combinación de por lo menos dos de las características siguientes: un material separador; una variación localizada en la densidad del bobinado; un cambio por lo menos en una característica de la superficie del material en banda.
50. Máquina rebobinadora para la fabricación de rollos sin núcleo (L) de material en banda (N), que comprende una unidad de bobinado (3, 5, 7), en la que el material en banda se bobina alrededor de su extremo libre sin un núcleo de bobinado para formar un rollo (L) con una primera parte interior (L1) de material en banda (N) que forma un núcleo central y una segunda parte exterior (L2) de material en banda (N) bobinada alrededor de dicho núcleo central, caracterizada porque incluye unos dispositivos (31; 31A; 31B; 51A; 51B; 200) que pueden intervenir durante el bobinado de cada rodillo, para crear una interfaz entre dicha primera parte (L1) y dicha segunda parte (L2) de material en banda, facilitando dicha interfaz el deslizamiento mutuo entre dicha primera y segunda parte, formando dicha primera y dicha segunda parte de material en banda unos productos que se pueden utilizar de forma independiente, en forma de rollos de material en banda.
51. Máquina según la reivindicación 50, caracterizada porque dichos dispositivos comprenden un aplicador (31; 31A, 31B; 51A, 51B) de un material separador (F, F1, F2) en el material en banda (N) que se está bobinando, accionándose dicho aplicador de manera que aplique dicho material separador después de la formación de dicho núcleo central.
52. Máquina según la reivindicación 50 ó 51, caracterizada porque dicha unidad de bobinado es una unidad de bobinado periférica (3, 5, 7).
53. Máquina según la reivindicación 52, caracterizada porque dicha unidad de bobinado periférica incluye un primer rodillo de bobinado (3) y un segundo rodillo de bobinado (5) que definen una línea de contacto para el paso del material en banda (N), siendo dicho material alimentado alrededor de dicho primer rodillo de bobinado (3).
54. Máquina según una o más de las reivindicaciones 50 a 53, caracterizada porque incluye un elemento oscilante (11, 11A), que coopera con el primer rodillo de bobinado y presenta una superficie cóncava que forma un canal con dicho primer rodillo de bobinado (3), bobinándose las primeras vueltas de dicho núcleo a lo largo de dicho canal.
55. Máquina según la reivindicación 53 ó 54, caracterizada porque dicho aplicador (31; 31A, 31B; 51A, 51B) está situado aguas arriba de la línea de contacto entre dicho primer y dicho segundo rodillo (3, 5) con respecto a la alimentación hacia adelante del material en banda (N).
56. Máquina según la reivindicación 54 ó 55, caracterizada porque dicho aplicador (31; 31A, 31B; 51A, 51B) está situado aguas arriba de dicho elemento oscilante (11, 11A) con respecto a la alimentación hacia adelante del material en banda (N).
57. Máquina según una o más de las reivindicaciones 51 a 56, caracterizada porque dicho aplicador (31; 31A, 31B; 51A, 51B) está concebido y dispuesto, de tal manera que aplique dicho material separador (F1, F2) a ambos lados de dicho material en banda (N).
58. Máquina según una o más de las reivindicaciones 51 a 57, caracterizada porque dicho aplicador comprende unos medios para la aplicación de un material separador disgregado por lo menos a un lado de dicho material en banda (N).
59. Máquina según la reivindicación 58, caracterizada porque dicho aplicador comprende uno o más medios de aplicación seleccionados de entre los siguientes: boquillas, rodillos, palas distribuidoras, cepillos, medios de extendido, rociadores, o combinaciones de los mismos.
60. Máquina según una o más de las reivindicaciones 51 a 57, caracterizada porque dicho aplicador (31; 31A, 31B; 51A, 51B) comprende por lo menos un alimentador de hoja de material separador.
61. Máquina según la reivindicación 60, caracterizada porque dicho aplicador comprende dos alimentadores de material separador (31A, 31B; 51A, 51B) para la aplicación de dichas hojas (F1, F2) de material separador en lados opuestos de dicho material en banda.
62. Máquina según la reivindicación 60 ó 61, caracterizada porque dicho aplicador comprende por lo menos un dispositivo (31; 31A, 31B; 51A, 51B) para acoplar una hoja de material separador a dicho material en banda.
63. Máquina según la reivindicación 62, caracterizada porque dicho dispositivo comprende un distribuidor de adhesivo (37) para adherir mediante adhesivo la hoja (F, F1, F2) de material separador a dicho material en banda (N).
64. Máquina según una o más de las reivindicaciones 60 a 63, caracterizada porque dicho aplicador (31; 31A, 31B; 51A, 51B) comprende por lo menos un rodillo (39; 53) que suministra dichas hojas (F, F1, F2) de material separador.
65. Máquina según la reivindicación 61, que comprende dos rodillos que cooperan (31A, 31B; 51A, 51B), dispuestos en lados opuestos del paso por el que se alimenta el material en banda (N), estando asociado cada uno de los mismos a un alimentador de hojas, aplicando dichos dos rodillos unas hojas escalonadas de material en banda a los lados opuestos de dicho material en banda.
66. Máquina según una o más de las reivindicaciones 51 a 65, caracterizada porque prevé un perforador (23) que genera unas líneas de perforación transversales (P) en el material en banda (N), y porque dicho por lo menos un aplicador (31; 31A, 31B; 51A, 51B) de material separador está sincronizado con dicho perforador, de manera que aplique dicho material separador en una posición determinada con respecto por lo menos a una línea de perforación transversal generada por dicho perforador.
67. Máquina según una o más de las reivindicaciones 51 a 66, caracterizada porque incluye una cuna de bobinado constituida por un primer rodillo de bobinado (3), un segundo rodillo de bobinado (5) que, junto con el primer rodillo de bobinado, forma una línea de contacto a través de la cual pasa el material en banda (N) que se está bobinando, y un tercer rodillo de bobinado (7) que se puede mover axialmente, y porque dicho aplicador está asociado con dicho tercer rodillo de bobinado.
68. Máquina según la reivindicación 67, caracterizada porque dicho tercer rodillo de bobinado (7) presenta un efecto de succión controlado utilizado para aplicar el material separador en hojas a la parte del núcleo de cada carrete que se está formando en la cuna de bobinado.
69. Máquina según una de las reivindicaciones 50 a 68, caracterizada porque dichos dispositivos (31; 31A, 31B; 51A, 51B; 200) comprenden un sistema para variar temporalmente la densidad de bobinado del material en banda, que puede intervenir temporalmente durante el bobinado de cada rollo (L) para generar dicha interfaz por medio de un cambio en la densidad de bobinado.
70. Máquina según la reivindicación 69, caracterizada porque dicho sistema se utiliza para generar una variación localizada en la densidad de bobinado que coincide con dicha interfaz.
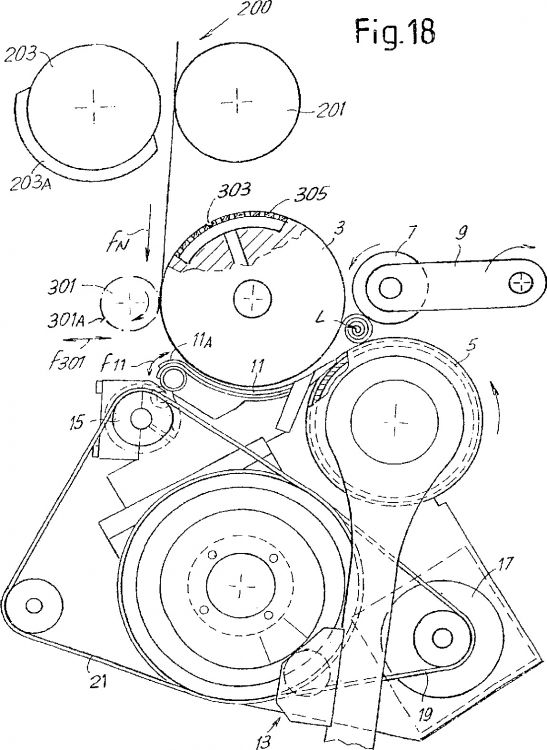
71. Máquina según una de las reivindicaciones 52 a 70, caracterizada porque dichos dispositivos comprenden un elemento (200) para modificar localmente la estructura superficial del material en banda.
72. Máquina según la reivindicación 71, caracterizada porque dicho elemento se realiza y se utiliza para reducir la rugosidad de la superficie del material en banda en un tramo de material en banda que forma la interfaz entre la primera y la segunda parte de cada rollo.
73. Máquina según la reivindicación 71 ó 72, caracterizada porque dicho elemento (200) comprende una calandrada.
Patentes similares o relacionadas:
 Sello de cola con separación de capas reducida, del 26 de Junio de 2019, de GPCP IP Holdings LLC: Método de sellado de cola de un rollo de producto de papel tisú que comprende las etapas de:
a) formar un rollo de producto […]
Sello de cola con separación de capas reducida, del 26 de Junio de 2019, de GPCP IP Holdings LLC: Método de sellado de cola de un rollo de producto de papel tisú que comprende las etapas de:
a) formar un rollo de producto […]
Dispositivo para retirar una banda metálica de una bobina laminar, del 22 de Mayo de 2019, de Asservimentipresse SRL: Dispositivo para retirar una banda metálica de una bobina laminar que comprende unos medios de rotura de la banda , diseñados para permitir […]
Procedimiento y aparato para la producción de rollos de papel sin núcleo, del 17 de Abril de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Rollo de material de banda devanado que comprende un mandril alargado y una banda enrollada de manera convolutiva alrededor del mandril, caracterizado porque […]
Montaje de banda de envoltura y método de envoltura, del 20 de Noviembre de 2018, de TAMA PLASTIC INDUSTRY: Un montaje de banda de envoltura que incluye: una banda sustancialmente continua de un material de envoltura; y una pluralidad de montajes de cinta alargados […]
Rollos de papel tisú sin núcleo y procedimiento de fabricación de los mismos, del 28 de Junio de 2017, de KIMBERLY-CLARK WORLDWIDE, INC.: Proceso para la fabricación de un rollo de papel tisú sin núcleo que comprende: humedecer el borde inicial o una zona cercana al borde inicial […]
Máquina para la fabricación de bolsas, del 29 de Marzo de 2017, de GIRNET INTERNACIONAL, S.L.: Máquina para la fabricación de bolsas, que comprende al menos un elemento de soporte adaptado para el acople amovible de un correspondiente […]
CINTA FLEXIBLE Y RODILLO PARA ENROLLAR O DESENROLLAR BOBINAS DE MATERIAL LAMINADO RECUBIERTO POR DICHA CINTA, del 1 de Marzo de 2017, de ARMENDARIZ ÁLVAREZ, Alba: 1. Cinta flexible, formada por una tira alargada (1L) de material flexible que presenta un espesor longitudinal (e1L), dicha cinta caracterizada […]
Bobina de película embalada y disposiciones que comprenden bobinas de película para aplicaciones en fardos, del 11 de Enero de 2017, de COMBIPAC BV: Bobina de película embalada para aplicaciones en fardos, que comprende: - una bobina de película que comprende un núcleo tubular alargado […]