PRENSA DE POLVO PARA LA FABRICACIÓN DE UNA PIEZA PRENSADA DE POLVO METÁLICO.
Prensa de polvo para la fabricación de una pieza prensada (17) de polvo metálico,
con un sistema de punzones superior, un sistema de punzones inferior (1) y un sistema de matrices (3) que forma la cavidad de moldeo (8); la cual se puede llenar con polvo metálico, y tras ello, el sistema de punzones superior y el sistema de punzones inferior (1) se pueden prensar en el sentido de la presión una contra la otra para formar la pieza prensada (17), controlado por una unidad de control; y el sistema de punzones inferior (1) está equipada con una placa (2), sobre la cual se sitúa el sistema de matrices (3), y sobre esta placa (3) están fijados unos dispositivos de prensado transversal (4), los cuales están a su vez equipados cada uno con un punzón de prensado transversal (5), que puede accionarse linealmente a través de un dispositivo de accionamiento (36) y que puede presionarse y retraerse de la cavidad de moldeo (8) en la dirección del prensado transversal a través de una abertura (6) en la matriz (7), que es sustancialmente transversal a la dirección de prensado, caracterizada por el hecho de que el dispositivo de accionamiento (36) de cada uno de los dispositivos de prensado transversal (4) comprende un dispositivo de accionamiento lineal (37, 38) con una parte fija (37) sujeta al marco (18) del dispositivo de prensado transversal (4) y una parte desplazable (38) linealmente respecto a la parte fija (37), dicha parte desplazable (38) linealmente está unida con una primera cuña (19), cuyo plano inclinado (22) actúa sobre el plano inclinado (23) de una segunda cuña (24), que se puede desplazar de forma fundamentalmente perpendicular a la primera cuña (19), en la dirección de prensado transversal
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08152858.
Solicitante: OSTERWALDER AG.
Nacionalidad solicitante: Suiza.
Dirección: INDUSTRIERING 4 3250 LYSS SUIZA.
Inventor/es: WEHRLI, ALEX, Meier,Daniel, Straub,Beat.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Marzo de 2008.
Clasificación Internacional de Patentes:
- B30B1/40 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 1/00 Prensas, que utilizan un elemento apisonador, caracterizadas por la forma de propulsión del pistón, siendo la presión transmitida a éste o a la platina de la prensa directamente o únicamente por medio de órganos que trabajan por simple impulso o tracción. › por medio de cuñas.
- B30B11/00F
Clasificación PCT:
- B22F3/03 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación. › Prensas de moldeado con este fin.
- B30B11/00 B30B […] › Prensas especialmente adaptadas a la fabricación de objetos a partir de un material en granos o en estado plástico, p. ej. prensas para briquetas, prensas para pastillas (aparatos para conformar pasta alimenticia A21C 3/00, A21C 11/00; aparatos para conformar la arcilla o las mezclas que contengan cemento B28B; aparatos para conformar plásticos o sustancias en estado plástico B29, p. ej. para moldeo por compresión B29C 43/00, para moldeo por extrusión B29C 48/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2362317_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a una prensa de polvo para la fabricación de una pieza prensada de polvo metálico, con un sistema de punzones superior, un sistema de punzones inferior y un sistema de matrices que forma la cavidad de moldeo; la cual se puede llenar con polvo metálico, y tras ello, el sistema de punzones superior y el sistema de punzones inferior se pueden prensar en el sentido de la presión una contra la otra para formar la pieza prensada, controlado por una unidad de control; y el sistema de punzones inferior está equipada con una placa, sobre la cual se sitúa el sistema de matrices, y sobre esta placa están fijados unos dispositivos de prensado transversal, los cuales están a su vez equipados cada uno con un punzón de prensado transversal, que puede accionarse linealmente a través de un dispositivo de accionamiento y que puede presionarse y retraerse de la cavidad de moldeo en la dirección del prensado transversal a través de una abertura en la matriz, que es esencialmente transversal a la dirección de prensado.
Este tipo de prensas de polvo se conocen en múltiples variedades; sirven para la fabricación de piezas prensadas de polvo que después se sinterizan, con lo que pueden fabricarse diferentes piezas que pueden satisfacer plenamente los más diversos requisitos exigidos a estas piezas; por ejemplo, de esta manera se pueden fabricar placas de corte reversible que están sometidas a cargas muy altas. En el caso de prensas de polvo de carburo u otros materiales, se prensa fundamentalmente en una dirección de prensado, que normalmente está orientada en vertical.
También se conocen prensas de polvo en las cuales, antes del proceso de prensado, se introducen mandriles transversales por la pared de la matriz en la cavidad de moldeo, de forma transversal a la dirección de prensado, y que se apoyan en un punzón del sistema de punzones inferior. Dichos mandriles transversales se desplazan mediante dispositivo de accionamientos lineales directos, por ejemplo, hidráulicos, lo cual es posible debido a que estos mandriles transversales no tienen que absorber ninguna fuerza de presión en la dirección en que se mueven.
El objetivo de la presente invención consiste en diseñar la prensa de polvo de tal manera que durante el proceso de prensado se pueda formar la pieza prensada también con los punzones transversales, y que las fuerzas que se originan durante el prensado puedan absorberse en la dirección de prensado transversal.
Conforme a la invención, el objetivo se cumple haciendo que el dispositivo de accionamiento de cada uno de los dispositivos de prensado transversal comprenda un dispositivo de accionamiento lineal con una parte fija sujeta al marco del dispositivo de prensado transversal y una parte desplazable linealmente respecto a la parte fija, dicha parte desplazable linealmente está unida con una primera cuña, cuya superficie actúa sobre la superficie de una segunda cuña, que se puede desplazar de forma fundamentalmente perpendicular a la primera cuña, en la dirección de prensado transversal.
Con este diseño de la invención es posible generar orificios transversales en la pieza prensada de polvo metálico, pero también se pueden generar en esta pieza prensada depresiones laterales que no son continuas, de forma que el dispositivo de prensado transversal puede absorber las fuerzas generadas durante el prensado en la dirección de prensado transversal. Los pasajes para los punzones de prensado transversal pueden obtenerse mediante escotaduras, que se forman en el molde matricial anular; la parte interior de el sistema de matrices puede estar sin embargo completamente dividida o solo parcialmente, estas partes de las matrices están separadas unas de otras para formar las escotaduras para los pasajes de los punzones de prensado transversal, y estas pueden estar insertadas en un soporte anular para matrices. Con ello se pueden formar depresiones y/o protuberancias laterales en la pieza prensada.
Como el dispositivo de accionamiento de cada dispositivo de prensado transversal comprende un dispositivo de accionamiento lineal con una parte fija sujeta al marco del dispositivo de prensado transversal y una parte desplazable linealmente respecto a la parte fija, y esta parte desplazable linealmente está unida con una primera cuña, cuyo plano inclinado actúa sobre el plano inclinado de una segunda cuña, que se puede desplazar de forma sustancialmente perpendicular a la primera cuña en la dirección de prensado transversal, las fuerzas que se ejercen sobre el punzón de prensado transversal durante el proceso de prensado se pueden absorber de forma óptima, sin someter al dispositivo de accionamiento lineal a una gran carga.
De forma ventajosa, la primera y la segunda cuña se pueden desplazar a lo largo de las guías lineales montadas sobre el marco del dispositivo de prensado transversal, con lo cual, el marco absorbe la mayor parte de las fuerzas que surgen y actúan sobre el punzón de prensado transversal.
Otra de las ventajas del diseño de la invención consiste en que la posición de prensado del punzón de prensado transversal se puede establecer mediante un tope ajustable, con lo cual, siempre se puede alcanzar de forma muy precisa la posición de prensado del punzón de prensado transversal, independientemente de otras condiciones.
De forma ventajosa, el tope está formado por una tercera cuña ajustable transversalmente a la dirección de desplazamiento de la primera cuña, que está guiada en el marco y cuyo plano inclinado interactúa con otro plano inclinado de la primera cuña. Con ello, por un lado se logra un método de ajuste muy fino y preciso, y por el otro, el tope es muy estable y prácticamente no está sometido a deformaciones.
De forma ventajosa, la posición del punzón de prensado respecto al sistema de matrices se puede ajustar con un medidor y transmitirse a la unidad de control, con lo cual se supervisa la posición del punzón de prensado, y resulta fácil ajustar la posición de prensado del punzón de prensado utilizando el tope.
Otra realización ventajosa de la invención consiste en que cada uno de los punzones de prensado transversal está sujeto en su respectivo dispositivo de prensado transversal a través de un dispositivo de acoplamiento. Con ello se pueden reemplazar fácilmente los punzones de prensado, mientras el dispositivo de prensado transversal puede utilizarse para prensar prácticamente todas las piezas prensadas de distintas formas.
Otra realización ventajosa de la invención consiste en que cada dispositivo de prensado transversal está equipado con un perno que sobresale, y en que la placa está provista de diversos orificios y dicho perno sobresale de uno de los orificios cuando el dispositivo de prensado transversal se coloca sobre la placa, y se pueden fijar varios dispositivos de prensado transversal sobre la placa en distintas posiciones. Esto permite que los dispositivos de prensado transversal puedan utilizarse en posiciones predeterminadas con determinadas disposiciones de matrices, sin que sea necesario alinear en gran medida los dispositivos de prensado transversal.
De manera ventajosa, los orificios de la placa se asocian a las correspondientes perforaciones roscadas, en las cuales se pueden atornillar tensores, que se sujetan en las respectivas escotaduras en el marco de cada dispositivo de prensado transversal. Así, los dispositivos de prensado transversal pueden fijarse fácilmente sobre la placa en las posiciones correspondientes.
De manera ventajosa, las escotaduras para alojar los tensores en el marco del dispositivo de prensado transversal tienen forma de ranura, de forma que cada dispositivo de prensado transversal situado en la placa puede oscilar ligeramente sobre el perno y así alinearse respecto a la matriz, con lo que el dispositivo de prensado transversal puede fijarse sobre la placa con los tensores de tornillo.
A continuación se explica en detalle un modelo de ejecución de la invención, por medio de la ilustración adjunta.
Se muestra:
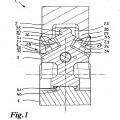
Fig. 1: una representación espacial de un sistema de punzones inferior con un sistema de matrices con placa y tres dispositivos de prensado transversal fijados sobre dicha placa;
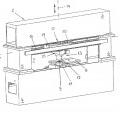
Fig. 2: una vista desde arriba de un sistema de matrices con la placa y los dispositivos de prensado transversal fijados sobre ella según la fig. 1;
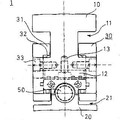
Fig. 3: una representación espacial de un dispositivo de prensado transversal sin punzón de prensado transversal, en posición... [Seguir leyendo]
Reivindicaciones:
1. Prensa de polvo para la fabricación de una pieza prensada (17) de polvo metálico, con un sistema de punzones superior, un sistema de punzones inferior (1) y un sistema de matrices (3) que forma la cavidad de moldeo (8); la cual se puede llenar con polvo metálico, y tras ello, el sistema de punzones superior y el sistema de punzones inferior (1) se pueden prensar en el sentido de la presión una contra la otra para formar la pieza prensada (17), controlado por una unidad de control; y el sistema de punzones inferior (1) está equipada con una placa (2), sobre la cual se sitúa el sistema de matrices (3), y sobre esta placa (3) están fijados unos dispositivos de prensado transversal (4), los cuales están a su vez equipados cada uno con un punzón de prensado transversal (5), que puede accionarse linealmente a través de un dispositivo de accionamiento (36) y que puede presionarse y retraerse de la cavidad de moldeo (8) en la dirección del prensado transversal a través de una abertura (6) en la matriz (7), que es sustancialmente transversal a la dirección de prensado, caracterizada por el hecho de que el dispositivo de accionamiento (36) de cada uno de los dispositivos de prensado transversal (4) comprende un dispositivo de accionamiento lineal (37, 38) con una parte fija (37) sujeta al marco (18) del dispositivo de prensado transversal (4) y una parte desplazable (38) linealmente respecto a la parte fija (37), dicha parte desplazable (38) linealmente está unida con una primera cuña (19), cuyo plano inclinado (22) actúa sobre el plano inclinado (23) de una segunda cuña (24), que se puede desplazar de forma fundamentalmente perpendicular a la primera cuña (19), en la dirección de prensado transversal.
2. Prensa de polvo conforme a la reivindicación 1, caracterizada por el hecho de que la primera cuña (19) y la segunda cuña (24) son desplazables a lo largo de unas guías lineales (21; 27) montadas en el marco (18) del dispositivo de prensado transversal (4).
3. Prensa de polvo conforme a una de las reivindicaciones 1 ó 2, caracterizada por el hecho de que la posición de prensado del punzón de prensado transversal (5) puede ajustarse por medio de un tope ajustable (29).
4. Prensa de polvo conforme a la reivindicación 3, caracterizada por el hecho de que el tope está formado a partir de una tercera cuña (29) desplazable en dirección perpendicular a la dirección de desplazamiento de la primera cuña (19), que está guiada en el marco (18) y cuyo plano inclinado (31) interactúa con otro plano inclinado (30) de la primera cuña (19).
5. Prensa de polvo conforme a una de las reivindicaciones 1 ó 4, caracterizada por el hecho de que la posición del punzón de prensado transversal (5) respecto al sistema de matrices (3) puede ajustarse con un medidor y transmitirse a la unidad de control.
6. Prensa de polvo conforme a una de las reivindicaciones 1 ó 4, caracterizada por el hecho de que cada uno de los punzones de prensado transversal (5) está sujeto en el respectivo dispositivo de prensado transversal (4) a través de un dispositivo de acoplamiento (28).
7. Prensa de polvo conforme a una de las reivindicaciones 1 ó 4, caracterizada por el hecho de que cada dispositivo de prensado transversal (4) está equipado con un perno (13) que sobresale, y por el hecho de que la placa (2) está provista de diversos orificios (12) y dicho perno (13) sobresale de uno de los orificios (12) cuando el dispositivo de prensado transversal (4) se coloca sobre la placa (2), y por el hecho de que se pueden fijar varios dispositivos de prensado transversal (4) sobre la placa (2) en distintas posiciones.
8. Prensa de polvo conforme a la reivindicación 7, caracterizada por el hecho de que los orificios (12) de la placa
(2) se asocian a las correspondientes perforaciones roscadas (14), en las cuales se pueden atornillar tensores (15), que se sujetan en las respectivas escotaduras (16) en el marco (18) de cada dispositivo de prensado transversal (4).
9. Prensa de polvo conforme a la reivindicación 7, caracterizada por el hecho de que las escotaduras (16) tienen forma de ranura.
Patentes similares o relacionadas:
Método para gestionar grupos de dispositivos de leva aéreos para una máquina de prensa, del 3 de Julio de 2019, de SANKYO OILLESS INDUSTRY, INC.: Un método para agrupar dispositivos de leva, comprendiendo cada dispositivo de leva: un soporte de leva que tiene una superficie de contacto […]
Corredera portaherramientas, del 26 de Septiembre de 2018, de voestalpine Camtec GmbH: Corredera portaherramientas, en particular transmisión por cuña, que comprende al menos un lecho de corredera y una parte de corredera , estando […]
Dispositivo de leva para una máquina de prensa, del 25 de Abril de 2018, de SANKYO OILLESS INDUSTRY, INC.: Un dispositivo de leva que comprende: - un soporte de leva que tiene una superficie de contacto deslizante (2a) del soporte de leva; […]
 Elemento deslizante para una transmisión por chaveta y transmisión por chaveta con dicho elemento deslizante, del 10 de Diciembre de 2015, de WEIGELT, HARALD: Elemento deslizante para una transmisión por chaveta con un alojamiento de elemento deslizante y un elemento de accionamiento , […]
Elemento deslizante para una transmisión por chaveta y transmisión por chaveta con dicho elemento deslizante, del 10 de Diciembre de 2015, de WEIGELT, HARALD: Elemento deslizante para una transmisión por chaveta con un alojamiento de elemento deslizante y un elemento de accionamiento , […]
Dispositivo de leva para una máquina de prensa, del 31 de Diciembre de 2014, de SANKYO OILLESS INDUSTRY, INC.: Un dispositivo de leva que incluye: un soporte de leva que tiene una superficie de contacto deslizante (2a); un deslizador de leva que tiene una superficie de […]
 Máquina herramienta en forma de prensa para el tratamiento de piezas de trabajo, especialmente de hojas de metal, del 16 de Julio de 2014, de Werkzeugmaschinen GmbH + Co. KG: Máquina herramienta en forma de prensa para el tratamiento de piezas de trabajo, en particular de hojas de metal, con un dispositivo de accionamiento […]
Máquina herramienta en forma de prensa para el tratamiento de piezas de trabajo, especialmente de hojas de metal, del 16 de Julio de 2014, de Werkzeugmaschinen GmbH + Co. KG: Máquina herramienta en forma de prensa para el tratamiento de piezas de trabajo, en particular de hojas de metal, con un dispositivo de accionamiento […]
 Accionamiento de cuña, del 4 de Junio de 2013, de Voestalpine Giesserei Linz GmbH: Accionamiento de cuña con una parte superior de guía que contiene un elemento de corredera y un elemento de guía de la corredera, y con […]
Accionamiento de cuña, del 4 de Junio de 2013, de Voestalpine Giesserei Linz GmbH: Accionamiento de cuña con una parte superior de guía que contiene un elemento de corredera y un elemento de guía de la corredera, y con […]
 Elemento de absorción de golpes de una corredera de leva en un dispositivo de leva y método de montaje de dicho dispositivo, del 17 de Abril de 2012, de SANKYO OILLESS INDUSTRY, INC.: Un dispositivo de leva que comprende un elemento de absorción de golpes de una corredera de leva (20, 21, 30, 40, 50, 60, 70, u 80) configurado para […]
Elemento de absorción de golpes de una corredera de leva en un dispositivo de leva y método de montaje de dicho dispositivo, del 17 de Abril de 2012, de SANKYO OILLESS INDUSTRY, INC.: Un dispositivo de leva que comprende un elemento de absorción de golpes de una corredera de leva (20, 21, 30, 40, 50, 60, 70, u 80) configurado para […]