MÉTODO Y DISPOSITIVO PARA MOLDEO POR INYECCIÓN Y PARA EL ENSAMBLE DE PIEZAS PLÁSTICAS.
Dispositivo de moldeo por inyección (1) con a. una primera mitad del molde fija (3),
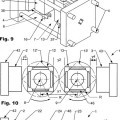
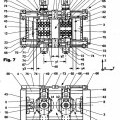
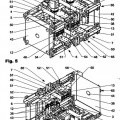
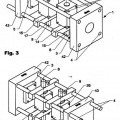
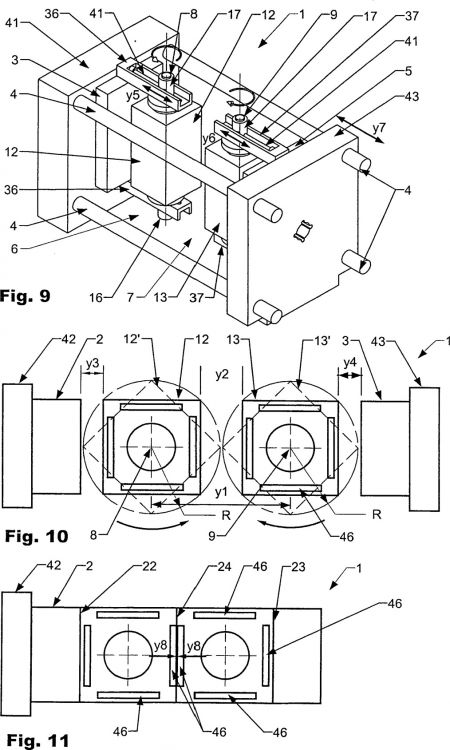
b. una segunda mitad del molde (5) dispuesta de forma desplazable en la dirección (y) de guías (4) de una máquina de moldeo por inyección (2), c. una primera y una segunda pieza central (6, 7) dispuesta entre las mitades del molde (3, 5) que presentan cavidades, dispuesta en forma desplazable en dirección de las guías (4), respectivamente con una pieza superior (12, 13) que puede girar alrededor de un eje de rotación (8, 9) con respecto a un soporte (10), donde d. la primera pieza central (6) interactúa con la primera mitad del molde (3) en el área de un primer plano de separación (22), la segunda pieza central (7) interactúa con la segunda mitad del molde (5) en el área de un segundo plano de separación (23) y ambas piezas centrales (6, 7) interactúan dentro del área de un tercer plano de separación (24), caracterizado porque e. en el área de las cavidades, al menos en una de las piezas superiores (12, 13), se encuentra integrado un medio separado de conexión operativa (46), el cual sirve para la conexión operativa de las piezas dentro del área del tercer plano de separación (24), de modo que el dispositivo de moldeo por inyección puede ser cerrado en forma independiente de la conexión operativa de al menos dos piezas
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/050604.
Solicitante: FOBOHA GMBH FORMENBAU.
Nacionalidad solicitante: Alemania.
Dirección: IM MÜHLEGRÜN 8 77716 HASLACH ALEMANIA.
Inventor/es: ARMBRUSTER, RAINER.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Febrero de 2005.
Clasificación PCT:
- B29C45/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › utilizando moldes móviles (B29C 45/08 tiene prioridad).
- B29C45/16 B29C 45/00 […] › Fabricación de objetos multicapas o multicolores.
- B29C45/32 B29C 45/00 […] › teniendo varias cavidades de moldeo espaciadas axialmente.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
PDF original: ES-2355904_T3.pdf
Fragmento de la descripción:
La presente invención hace referencia a un dispositivo y a un método para fabricar piezas plásticas, en particular piezas plásticas compuestas por varias piezas individuales, conforme al preámbulo de las reivindicaciones independientes. 5
Por el estado del arte se conocen dispositivos adecuados para la fabricación de piezas que se componen de uno o de varios componentes plásticos.
La patente europea EP1155802 del mismo solicitante muestra un dispositivo de moldeo por inyección que presenta dos planos de producción (planos de separación) con un sistema giratorio que se encuentra dispuesto entre una pieza moldeada fija y una pieza moldeada móvil, el cual sirve para soportar una pieza moldeada central. La pieza 10 moldeada central se encuentra sostenida por un travesaño superior y por un travesaño inferior, a través de medios de sujeción, y se encuentra dispuesta de forma móvil alrededor de un eje vertical. Los travesaños son conducidos en las guías de una máquina de moldeo por inyección. Para compensar el peso de la pieza moldeada central, el travesaño inferior, en caso necesario, se encuentra apoyado sobre la bancada de la máquina de moldeo por inyección. Para que la pieza moldeada central pueda ser intercambiada, los medios de sujeción se encuentran dispuestos de forma 15 relativamente desplazable unos con respecto a otros. En un primer plano de producción, un primer componente material es inyectado en una cavidad, de modo que es producida una primera pieza. La pieza de este primer componente material, durante la apertura del molde, permanece adherida a la pieza moldeada central y es llevada junto con ésta al segundo plano de producción a través de la rotación de la pieza moldeada central, donde se conecta operativamente con un segundo componente material después del cierre del molde. La pieza moldeada central se encuentra soportada 20 en las guías de una máquina de moldeo por inyección mediante dispositivos de sujeción.
La solicitud EP0895848, de la empresa Ferromatik Milacron Maschinenbau
GmbH, muestra otro dispositivo con dos planos de separación. Entre una mitad del molde dispuesta de forma fija y una mitad del molde dispuesta de forma móvil, se encuentra dispuesta una pieza moldeada central que se encuentra montada en un travesaño inferior y en un travesaño superior y la cual se encuentra apoyada sobre una bancada de la 25 máquina de un dispositivo de moldeo por inyección. La pieza central se encuentra dispuesta de modo que puede rotar en 180º alrededor de un eje vertical y presenta cavidades sólo sobre dos lados. El cojinete puede ser abierto dentro del área de los travesaños superiores, para que así pueda ser retirada la pieza central.
La solicitud EP1119449 (denominada de ahora en más como solicitud EP'449), de la empresa KraussMaffei Kunststofftechnik GmbH, muestra un dispositivo de moldeo por inyección que presenta dos planos de producción, con 30 una mitad del molde fija y una mitad del molde móvil. Entre ambas mitades del molde se encuentra dispuesta una pieza moldeada central que se encuentra sostenida, de un lado, mediante una guía encastrada en una bancada de una máquina de moldeo por inyección y que se encuentra dispuesta de forma que puede rotar alrededor de un eje. La máquina de moldeo por inyección se encuentra adaptada precisamente para estos requerimientos en particular. El dispositivo descrito en la solicitud EP'449 es adecuado para la fabricación de piezas formadas por varios componentes 35 plásticos.
En la solicitud PCT/DK01/00699 (denominada de ahora en más como solicitud PCT'699), de Jes Gram, se describe el concepto básico para un método, donde al menos en un plano de separación se efectúa un ensamblaje de dos piezas idénticas a través de la soldadura de las mismas la una a la otra. El dispositivo sugerido para la realización del método presenta dos piezas centrales respectivamente dispuestas de forma giratoria alrededor de un eje, las cuales 40 pueden ser abiertas y cerradas con el molde de moldeo por inyección. En la solicitud PCT'699 se describe en general un dispositivo para la fabricación de un cuerpo ahuecado individual, al ser fabricada una semi – coquilla en un primer plano de moldeo por inyección y una segunda semi – coquilla en un segundo plano de moldeo por inyección y, de este modo, a través de la rotación de las piezas centrales en 180º alrededor de sus ejes, al encontrarse abierto el molde de forma uniforme, es decir, al encontrarse ambos planos de separación abiertos de forma simétrica, éstas se unen la una a la 45 otra mediante una unión material al ser cerrado el molde para el moldeo por inyección. La unión material entre ambas semi – coquillas tiene lugar a través de la unión del material básico refundido debido al movimiento de cierre del molde. Para refundir se proporciona una fuente de calor que se encuentra situada lateralmente junto al dispositivo. Por cada ciclo es producido un único cuerpo ahuecado. En la solicitud PCT'699 no puede observarse cómo las piezas centrales deben ser montadas en el molde para moldeo por inyección, para que pueda ser garantizado un funcionamiento 50 perfecto. El dispositivo para la ejecución del método, sugerido en la solicitud PCT'699, no brinda respuestas a preguntas que son esenciales para la realización del método. Mediante la solicitud PCT'699, un experto no puede obtener ninguna indicación relativa a cómo debe ser en detalle un dispositivo para una ejecución exitosa del método, entre otras cosas, debido a la descripción muy esquemática e imprecisa que allí se brinda.
En la solicitud US4744741 (denominada de ahora en más como solicitud US'741), de John B. Glover y otros, se 55 muestra un dispositivo con una primera mitad del molde fija y una segunda mitad del molde dispuesta de forma móvil en relación a la primera. Entre estas dos mitades del molde se encuentran dispuestas una primera y una segunda pieza central que, respectivamente, pueden girar alrededor de un eje; dichas piezas centrales interactúan directamente de
forma continua en el centro y forman la parte interna de una cavidad. Otra pieza moldeada compuesta por dos mitades del molde se encuentra dispuesta, en un estado cerrado, alrededor de las piezas centrales que pueden girar y, por momentos, forman una pieza anular exterior de un molde para moldeo por inyección. En el centro, ambas piezas centrales giratorias interactúan directamente a lo largo de un primer plano de separación. En un primer y en un tercer plano de separación, simultáneamente, son producidas dos primeras piezas. A continuación, el dispositivo es abierto de 5 manera uniforme y las dos primeras piezas, mediante las piezas centrales giratoria, son ensambladas con una segunda pieza que es sostenida a través de la pieza moldeada anular central. De acuerdo a la descripción, ambas primeras piezas se encuentran aún en un estado de plasticidad parcial cuando son unidas a la primera pieza, de modo que las primeras y las segundas piezas se pegan unas a otras. En caso de que el material ya no sea lo suficientemente líquido se proporciona un dispositivo de calefacción externo para refundir nuevamente el material. El dispositivo descrito en la 10 solicitud US'741 sirve para fabricar empalmes de tubos y las respectivas piezas de conexión para los tubos, las cuales se encuentran invertidas mediante los extremos de los tubos a ser unidos y las cuales presentan empaquetaduras que son fabricadas en el mismo dispositivo y, del modo descrito anteriormente, son unidas a las pieza exterior mediante las piezas centrales giratorias.
Una desventaja fundamental de los dispositivos conocidos por el estado del arte reside en que las piezas son 15 ensambladas a través del cierre del molde mediante el movimiento de la herramienta principal. Esto conduce a una precisión reducida y a una ralentización del proceso, puesto que el mecanismo de cierre de la máquina de moldeo por inyección, el cual se ocupa del movimiento de cierre, no es apropiado para el montaje. Además, en el caso de un dispositivo con una pluralidad de cavidades por plano de cierre, no puede ser montado de forma individual.
Es objeto de la presente invención el mostrar un método y un dispositivo para la fabricación de piezas 20 complejas, en particular un montaje mediante moldeo por inyección, los cuales eviten las desventajas presentes en el estado del arte.
Un objeto de la presente invención consiste en la ejecución de un método de moldeo por inyección donde dos o varias piezas iguales o diferentes, del mismo o de deferentes componentes materiales, sean conectadas operativamente unas a las otras de forma directa... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de moldeo por inyección (1) con
a. una primera mitad del molde fija (3),
b. una segunda mitad del molde (5) dispuesta de forma desplazable en la dirección (y) de guías (4) de una máquina de moldeo por inyección (2), 5
c. una primera y una segunda pieza central (6, 7) dispuesta entre las mitades del molde (3, 5) que presentan cavidades, dispuesta en forma desplazable en dirección de las guías (4), respectivamente con una pieza superior (12, 13) que puede girar alrededor de un eje de rotación (8, 9) con respecto a un soporte (10), donde
d. la primera pieza central (6) interactúa con la primera mitad del molde (3) en el área de un primer plano de separación (22), la segunda pieza central (7) interactúa con la segunda mitad del molde (5) en el área de un 10 segundo plano de separación (23) y ambas piezas centrales (6, 7) interactúan dentro del área de un tercer plano de separación (24),
caracterizado porque
e. en el área de las cavidades, al menos en una de las piezas superiores (12, 13), se encuentra integrado un medio separado de conexión operativa (46), el cual sirve para la conexión operativa de las piezas dentro del 15 área del tercer plano de separación (24), de modo que el dispositivo de moldeo por inyección puede ser cerrado en forma independiente de la conexión operativa de al menos dos piezas.
2. Dispositivo de moldeo por inyección (1) conforme a la reivindicación 1, caracterizado porque al menos un medio de conexión operativa (46) se encuentra conformado de modo tal que conecta de forma operativa, las unas a las otras, piezas de uno o de más pares de cavidades mutuamente asociadas. 20
3. Dispositivo de moldeo por inyección (1) conforme a una de las reivindicaciones precedentes, caracterizado porque al menos un medio de conexión operativa (46) presenta un accionamiento separado, mediante el cual puede desplazarse de forma independiente.
4. Dispositivo de moldeo por inyección (1) conforme a una de las reivindicaciones precedentes, caracterizado porque al menos un medio de conexión operativa (46) presenta una rejilla, una guía deslizante o un medio de 25 transferencia.
5. Dispositivo de moldeo por inyección (1) conforme a una de las reivindicaciones precedentes, caracterizado porque al menos un medio de conexión operativa (46), al menos parcialmente, se encuentra dispuesto en el interior de una pieza superior (12, 13).
6. Dispositivo de moldeo por inyección (1) conforme a una de las reivindicaciones precedentes, caracterizado 30 porque los medios de centrado (26, 27), los cuales sirven para centrar las piezas centrales (6, 7) con respecto a las mitades del molde (3, 5) durante la apertura y el cierre del dispositivo de moldeo por inyección (1), se encuentran dispuestos en forma de rotación simétrica, de modo que el dispositivo de moldeo por inyección puede ser cerrado por etapas en 90º y/o 180º.
7. Dispositivo de moldeo por inyección (1) conforme a una de las reivindicaciones precedentes, caracterizado 35 porque las piezas superiores (12, 13) se encuentran conectadas operativamente, de forma separable, a una base (14, 15, 36, 37), mediante una unidad de rotación (16, 17).
8. Dispositivo de moldeo por inyección (1) conforme a la reivindicación 7, caracterizado porque las unidades de rotación (16, 17) sirven para el intercambio coaxial de medios líquidos y gaseosos con respecto a las piezas superiores (12, 13). 40
9. Dispositivo de moldeo por inyección (1) conforme a la reivindicación 8, caracterizado porque la transferencia de medios se efectúa a través de acoplamientos rápidos autosellantes.
10. Dispositivo de moldeo por inyección (1) conforme a una de las reivindicaciones precedentes, caracterizado porque las piezas centrales (6, 7) se encuentran montadas con respecto a una bancada (18) de la máquina de moldeo por inyección (2) o a un brazo voladizo (36, 37) mediante una guía lineal (11, 36, 37). 45
11. Dispositivo de moldeo por inyección (1) conforme a una de las reivindicaciones precedentes, caracterizado porque las piezas centrales (6, 7) se encuentran soportadas en las guías inferiores y/o superiores (4) de la máquina de moldeo por inyección (2) mediante un travesaño inferior y/o superior (14, 15, 31, 32).
12. Dispositivo de moldeo por inyección (1) conforme a una de las reivindicaciones precedentes, caracterizado porque las piezas centrales (6, 7) son ajustables en cuanto al ángulo y al alineamiento, con respecto a la primera y a la 50 segunda mitad del molde (3, 5).
13. Dispositivo de moldeo por inyección (1) conforme a una de las reivindicaciones precedentes, caracterizado porque el desplazamiento relativo de las mitades del molde (3, 5) y de las piezas superiores (12, 13) es coordinado a través de un mecanismo de coordinación (66).
14. Dispositivo de moldeo por inyección (1) conforme a la reivindicación 13, caracterizado porque el mecanismo de coordinación (66) se encuentra configurado de modo tal que los planos de separación son abiertos en 5 una relación de 1/4, 2/4, 1/4 (y3, y2, y4).
15. Dispositivo de moldeo por inyección (1) conforme a una de las reivindicaciones 13 ó 14, caracterizado porque el mecanismo de coordinación (66) presenta tres husillos (67, 68, 69) que se encuentran conectados operativamente unos con otros y, respectivamente, cada uno presenta una primera área con un primer paso positivo y una segunda área con un segundo paso negativo. 10
16. Dispositivo de moldeo por inyección conforme a una de las reivindicaciones precedentes, caracterizado porque entre la primera y la segunda pieza central (6, 7) se encuentra dispuesta una tercera mitad del molde (19), desplazable en la dirección de las guías (4).
17. Dispositivo de moldeo por inyección (1) conforme a la reivindicación 16, caracterizado porque la tercera mitad del molde (19) se encuentra dispuesta de forma giratoria alrededor de un tercer eje. 15
18. Método para fabricar un producto de varias piezas en un dispositivo de moldeo por inyección (1) conforme a una de las reivindicaciones 1 a 17, donde el método presenta las siguientes etapas:
a) producción esencialmente simultánea de al menos una primera y una segunda pieza en un primer y un segundo plano exterior de separación (22, 23) de un dispositivo de moldeo por inyección (1) cerrado a través de la inyección de material plástico líquido en cavidades (38), mientras que se produce una 20
b) conexión operativa de una primera y una segunda pieza, de forma esencialmente simultánea, en el área de un tercer plano central de separación (24), a través de un medio separado de conexión operativa (46), el cual se encuentra integrado en al área de las cavidades, al menos en una de las piezas superiores (12, 13);
c) apertura del dispositivo de moldeo por inyección (1) a lo largo de los planos de separación (22, 23, 24) y rotación de una primera y una segunda pieza superior (12, 13), respectivamente sobre un eje de rotación (8, 9) 25 mediante un ángulo, donde la primera y la segunda pieza producida en el primer y el segundo plano de separación (22, 23), mediante la primera y la segunda pieza superior (12, 13), son desplazadas junto con las mismas, adhiriéndose a éstas;
d) cierre del dispositivo de moldeo por inyección (1) y repetición de las etapas a hasta c.
19. Método conforme a la reivindicación 18, caracterizado porque el tercer plano central de separación (24) es 30 abierto hasta alcanzar aproximadamente el doble del valor de apertura con respecto al primer y al segundo plano de separación (22, 23).
20. Método conforme a una de las reivindicaciones 18 a 19, caracterizado porque la conexión operativa de ambas piezas en el segundo plano central de separación (23) tiene lugar independientemente del movimiento de las placas portamoldes (42, 43) de la máquina de moldeo por inyección (2). 35
21. Método conforme a una de las reivindicaciones 18 a 20, caracterizado porque la conexión operativa de ambas piezas en el tercer plano central de separación (24) tiene lugar independientemente en grupos de cavidades asociadas mutuamente.
22. Método conforme a una de las reivindicaciones 18 a 21, caracterizado porque las piezas son eyectadas a través de los medios de conexión operativa (46). 40
Patentes similares o relacionadas:
Control de circuito cerrado de unidad de inyección auxiliar, del 29 de Abril de 2020, de MOLD-MASTERS LIMITED: Un procedimiento para controlar el comienzo de una inyección de una segunda corriente de fundición de un segundo material moldeable desde una unidad de inyección […]
Procedimiento para la producción de una pieza de plástico en el procedimiento de inyección de dos componentes, del 15 de Abril de 2020, de Z-WERKZEUGBAU-GMBH: Procedimiento para la producción de una pieza de plástico en el procedimiento de inyección de dos componentes con una herramienta de inyección de plástico […]
Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente, del 8 de Abril de 2020, de B. BRAUN MELSUNGEN AG: Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente con un componente […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
Gotero integral con una pila de salida alargada, del 1 de Abril de 2020, de Rivulis Plastro Ltd: Un gotero plano discreto que es adecuado para ser instalado integralmente dentro de una manguera, que comprende: un componente de cuerpo sustancialmente […]
Tapa moldeada por inyección, del 25 de Marzo de 2020, de Kuo, Tse Huang: Una tapa moldeada por inyección para usar con un recipiente que tiene una abertura superior que está definida por un borde, que comprende: un cuerpo de tapa , […]
Procedimiento para fabricar una pieza decorativa de plástico, del 25 de Marzo de 2020, de SAINT-GOBAIN GLASS FRANCE: Procedimiento para fabricar una pieza decorativa de plástico, donde a. se inserta una lámina polimérica en un útil para moldeo por inyección, […]
Máquina de moldeo y método para moldear una pieza, del 29 de Enero de 2020, de Extrude to Fill, Inc: Una máquina de moldeo , que comprende: una primera mitad de molde ; dos o más extrusoras en asociación con la primera mitad […]