Un método en el accionamiento de al menos dos pinzas de extensor para recibir en pares piezas de tela desde una o más estaciones de cargador y para extender las piezas de tela antes de que sean repartidas a un transportador que tiene,
por una parte, una línea central para una pieza de tela de tamaño grande y, por otra parte, varias líneas centrales para piezas de tela de tamaño pequeño y en el que los medios de detección son dispuestos para detectar el tamaño de las piezas de tela, caracterizado porque es seleccionado para un lote de piezas de tela tanto si las pinzas de extensor extienden primero una pieza de tela en la línea central para una pieza de tela de tamaño pequeño, como si primero extienden una pieza de tela en la línea central para pieza de tela de tamaño grande, y porque el movimiento de las pinzas de extensor para extender una pieza de tela en una de las líneas centrales se inicia antes de que se detecte el tamaño de la pieza de tela
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DK2008/000195.
D06F67/04TEXTILES; PAPEL. › D06TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06FLAVANDERIA, SECADO, PLANCHADO, PRENSADO O PLEGADO DE ARTICULOS TEXTILES. › D06F 67/00 Partes constitutivas de las máquinas de planchar previstas en los grupos D06F 61/00, D06F 63/00, ó D06F 65/00 (fundas o guarniciones para elementos de planchado o prensado D06F 83/00). › Dispositivos para la alimentación o la instalación de la ropa.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
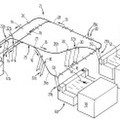
La invención se refiere a un método en el accionamiento de al menos dos pinzas de extensor para recibir por pares piezas de tela desde al menos una estación de cargador y para extender las piezas de tela antes de ser alimentadas a un transportador que, por una parte, tiene una línea central para una pieza de tela de gran tamaño y, por otra parte, tiene varias líneas centrales para piezas de tela de pequeño tamaño. En la práctica, dichas líneas centrales diferentes se relacionan con lo que se refiere como accionamiento de una y dos vías. Esto significa que, debido a la limitadora anchura de trabajo del aparato de colada, es posible avanzar sólo una única pieza de tela ancha o varias piezas de tela de tamaño más estrecho una junto a otra. El número de estaciones de cargador antes de las pinzas de extensor es, para usos prácticos, tres o cuatro al efecto de que dos operarios puedan alimentar piezas de tela por mediación de una estación de cargador a las pinzas de extensor. Para hacer posible el control más eficiente de las pinzas y también para obtener la mayor productividad, el accionamiento podría estar basado en que se sepa de antemano la anchura de cada pieza de tela individual; tanto por un procedimiento de clasificación llevado a cabo antes de la estación de cargador o siendo medida la longitud antes o en la conexión con la extensión. Son conocidas formas diferentes y variadas de calcular o medir la anchura de las piezas de tela, por ejemplo por el documento US 2007/0000158. Por ejemplo, el documento DE 4202380 divulga un método por el que es posible calcular la longitud del borde superior de la pieza de tela por medio de distancias en una figura triangular. El documento EP 548797 muestra otro método de medir la longitud del borde superior antes de que las pinzas de extensor tiren de la pieza de tela. El documento EP 982428 divulga un método por el que la longitud del borde superior de la pieza de tela se determina de antemano, después de lo cual las piezas de tela son almacenadas antes de que sean transportadas a las pinzas de extensor. La invención se presta al uso en particular con los aparatos llamados de cargador delantero en los que están proporcionadas una o más estaciones de cargador dentro de la anchura de trabajo de la trayectoria de rodillo. Esto se debe al hecho de que, en caso de aparatos de cargador delantero, uno no sabe de antemano en qué dirección van a desplazarse las pinzas de extensor. Obviamente, se puede obtener mayor capacidad cuando se sabe la dimensión de la pieza de tela de antemano, pero esto presupondría que dicha información se alimentara al aparato, o que el aparato estuviera equipado con sistemas complejos de medición, por ejemplo como es conocido por el documento EP 0548797 B1. Es el objeto de la invención proporcionar un método para un accionamiento automático de 1 ó 2 vías, en el que uno no tenga que saber o medir la dimensión de las piezas de tela antes de elegir si las piezas de tela deben ser extendidas para una alimentación de 1 ó 2 vías. Este objeto se logra porque el método se ejerce de manera que se elige para un lote de piezas de tela tanto si las pinzas de extensor han de extender primero una pieza de tela centrada en una línea central para piezas de tela de tamaño pequeño o han de extender primero una pieza de tela centrada en la línea central para piezas de tela de gran tamaño. Esto puede expresarse también de manera que, basándose en una evaluación de la distribución del accionamiento de 1 y 2 vías de las piezas de tela a ser tratadas, el operario selecciona si el aparato ha de alimentar para un accionamiento de 1 ó 2 vías. Cuando se hace la selección, el aparato siempre iniciará la extensión basándose en esa selección y en aquellos casos en los que se detecta durante el procedimiento de extensión que la selección estaba equivocada, se hace un cambio a la otra forma de extensión como aparecerá en las reivindicaciones 2 y 3. La invención se basa en el descubrimiento de que a menudo es relativamente fácil determinar si un lote de piezas de tela contiene predominantemente una mayoría de piezas de tela grandes o una mayoría de piezas de tela pequeñas; y que por uso de la invención se logra una capacidad y utilización sorprendentemente alta de la trayectoria de rodillo sin saber de antemano si las piezas de tela son apropiadas para el accionamiento de 1 ó 2 vías, es decir, sin tener primero que medirlas. Se aprecia que la invención no está limitada precisamente a una estación de cargador, y tampoco está limitada a la provisión de sólo al menos dos pinzas de extensor. Por ejemplo, uno podría imaginar realizaciones con cuatro estaciones de cargador y dos pares de pinzas de extensor. La detección de si la pieza de tela es en realidad una pieza de tela de tamaño pequeño o grande puede ser 2 ES 2 365 446 T3 realizada en una variedad de maneras cuando la pieza de tela es esencialmente extendida, por ejemplo, determinando si el carro de extensor ha accionado o es accionado pasado el medio, o si los carros de extensor han excedido las distancias mínima/máxima mutuas cuando la pieza de tela está a punto de ser extendida. Uno puede también detectar la distancia entre las pinzas de extensor cuando la fuerza de expansión excede cierto nivel. Tal medición puede estar basada, por ejemplo, en el suministro de potencia de las máquinas accionadoras o una medición de la fuerza transmitida desde los medios accionadores a las pinzas de extensor. De acuerdo con una realización preferida se usan tres pinzas de extensor que son preferentemente accionadas de manera que un par de pinzas de extensor comprende la pinza de extensor del medio y comprende una de las pinzas de extensor exteriores que está más cerca de la estación de cargador desde la que la pieza de tela ha de ser recibida. Ese accionamiento de las pinzas de extensor conlleva que se reduce la distancia total recorrida por ellas lo que reduce el tiempo de rendimiento de las piezas de tela. La invención se explicará con más detalle mediante la siguiente descripción de un cierto número de realizaciones, haciendo referencia a los dibujos, en los que: la figura 1 es una vista en perspectiva de un aparato usado para ejercer el método de acuerdo con la invención; las figuras 2 y 3 muestran ejemplos de ejercer la invención por medio de un aparato como se muestra en la figura 1; la figura 4 y 5 muestran lo que se puede lograr mediante la técnica anterior y el método de acuerdo con la invención, respectivamente; la figura 6 muestra un ejemplo de ejercer el método por medio de un aparato con tres estaciones de cargador y cuatro pinzas de extensor; la figura 7 muestra un ejemplo de un aparato que comprende tres estaciones de cargador y tres pinzas de extensor que son adecuadas para el uso en el contexto de la invención; mientras que la figura 8 muestra esquemáticamente cómo funciona el aparato mostrado en la figura 7. La figura 1 muestra un aparato para uso en lavanderías en las que el aparato está configurado para recibir la colada limpia y suave y está configurado para extender la pieza de tela y transportarla a una plancha giratoria. El aparato comprende abrazaderas laterales 1 y 2 y una pieza inferior y superior 3 y 4, respectivamente. En la pieza superior 4 tres estaciones 12, 13 y 14 de cargador están montadas que todas tienen, en su extremo inferior, dos pares de pinzas 16 y 17 de transportador (para la estación 14 de cargador). Entre las abrazaderas laterales 1 y 2 se extiende un carril 7 que lleva un par de carros 8 y 9 que pueden ser movidos de manera separada a lo largo de la longitud entera del carril 7 por medio de medios accionadores no mostrados y cada uno de los cuales tiene una pinza 10 y 11 de extensor, respectivamente. Además, el aparato comprende una cinta transportadora 6. El aparato mostrado en la figura 1 funciona de manera que un operario, por ejemplo en la estación 14 de cargador, dispone dos esquinas de una pieza de tela en cado uno de sus pares de pinzas 16 y 17 de transportador y activa un botón 19, después de lo cual las pinzas de transportador se mueven hacia arriba en una posición en la que las pinzas 10 y 11 de extensor pueden controlar la pieza de tela. Las pinzas de extensor se mueven hacia las pinzas de transportador, y cuando la pieza de tela ha sido controlada por las pinzas 10, 11 de extensor, se mueve de manera que la pieza de tela es extendida después de lo cual se reparte en estado extendido en el transportador de rodillo. La invención se refiere al control de las pinzas de extensor. Inicialmente se aprecia que es un problema bien conocido accionar las pinzas de extensor tan eficientemente como sea posible, en particular cuando el aparato acciona con accionamiento de ambas 1 y 2 vías. Por lo tanto, se entiende que algunas piezas de tela son tan grandes que requieren toda la anchura de trabajo... [Seguir leyendo]
Reivindicaciones:
1.- Un método en el accionamiento de al menos dos pinzas de extensor para recibir en pares piezas de tela desde una o más estaciones de cargador y para extender las piezas de tela antes de que sean repartidas a un transportador que tiene, por una parte, una línea central para una pieza de tela de tamaño grande y, por otra parte, varias líneas centrales para piezas de tela de tamaño pequeño y en el que los medios de detección son dispuestos para detectar el tamaño de las piezas de tela, caracterizado porque es seleccionado para un lote de piezas de tela tanto si las pinzas de extensor extienden primero una pieza de tela en la línea central para una pieza de tela de tamaño pequeño, como si primero extienden una pieza de tela en la línea central para pieza de tela de tamaño grande, y porque el movimiento de las pinzas de extensor para extender una pieza de tela en una de las líneas centrales se inicia antes de que se detecte el tamaño de la pieza de tela. 2.- Un método de acuerdo con la reivindicación 1 y en el que se decide para un lote de piezas de tela que las pinzas de extensor primero extienden la pieza de tela en una línea central de piezas de tela de tamaño pequeño, caracterizado porque las pinzas de extensor son accionadas después para extender la pieza de tela en la línea central para piezas de tela de tamaño grande si resulta que, durante la extensión en la línea central para pieza de tela de tamaño pequeño, la pieza de tela es una pieza de tela de tamaño grande. 3.- Un método de acuerdo con la reivindicación 1 ó 2, caracterizado porque la extensión se inicia simultáneamente con las pinzas de extensor estando centradas en la línea central seleccionada. 4.- Un método de acuerdo con la reivindicación 1 y en el que se decide para un lote de pieza de tela que las pinzas de extensor deben primero extender la pieza de tela en la línea central para piezas de tela de tamaño grande, caracterizado porque las pinzas de extensor son accionadas subsiguientemente para extender la pieza de tela en la línea central de piezas de tela de tamaño pequeño si, durante la extensión en la línea central para pieza de tela de tamaño grande, resulta que la pieza de tela es una pieza de tela de tamaño pequeño. 5.- Un método de acuerdo con la reivindicación 2, 3 ó 4, caracterizado porque un par de pinzas de extensor es movido primero para ser situado esencialmente de manera simétrica en relación con una línea central; y porque las pinzas de extensor son subsiguientemente extendidas a cada uno de sus lados de la línea central. 6.- Un método de acuerdo con las reivindicaciones 2-5, caracterizado porque se registra si la pieza de tela es en realidad una pieza de tela de tamaño pequeño o de tamaño grande midiendo cuánta fuerza es transmitida desde los medios accionadores de las pinzas de extensor a las pinzas de extensor. 7.- Un método de acuerdo con la reivindicación 6, caracterizado porque la fuerza es medida como una función del consumo de potencia de una máquina accionadora. 8.- Un método de acuerdo con la reivindicación 6, caracterizado porque la fuerza es medida por medio de un cilindro de presión dispuesto entre una pinza de extensor y sus medios accionadores. 9.- Un método de acuerdo con las reivindicaciones 1-8, caracterizado porque se usan tres pinzas de extensor. 10.- Un método de acuerdo con la reivindicación 9, caracterizado porque un par de pinzas de extensor comprende la pinza de extensor del medio y una de las pinzas de extensor exteriores que está más cerca de la estación de cargador desde la cual ha de recibirse la pieza de tela. 7 ES 2 365 446 T3 8 ES 2 365 446 T3 9 ES 2 365 446 T3 ES 2 365 446 T3 11 ES 2 365 446 T3 12 ES 2 365 446 T3 13 ES 2 365 446 T3 14
Patentes similares o relacionadas:
Aparato para la alimentación de piezas de tela, del 26 de Febrero de 2020, de JENSEN DENMARK A/S: Aparato para la alimentación de piezas de tela a un dispositivo de tratamiento de telas, como una planchadora rotatoria, que comprende un transportador con un sentido […]
Un dispositivo y un método para reorientación/orientación y alineación de tela, del 4 de Diciembre de 2019, de JENSEN DENMARK A/S: Un dispositivo para reorientar tela lavada (C) y para entregar dicha tela lavada reorientada (C) en una dirección hacia delante hacia una línea […]
Aparato para suministrar y extender piezas de tela, del 20 de Febrero de 2019, de JENSEN DENMARK A/S: Un aparato para recibir y enderezar piezas de tela de cuatro bordes, teniendo dicho aparato una dirección de la máquina paralela a […]
Procedimiento de trasferencia de una pieza de tela y un aparato de lavado de ropa para realizar el procedimiento, del 28 de Febrero de 2018, de JENSEN DENMARK A/S: Un procedimiento de transferencia de una pieza de tela a partir de un par de pinzas de esparcimiento a una cinta transportadora a través de un brazo transversal […]
PLANCHADORA MURAL, del 14 de Diciembre de 2017, de GIRBAU, S.A.: Planchadora mural que comprende un cilindro de calentamiento , una pluralidad de bandas de transporte , una pluralidad de zonas en un área de introducción de los artículos […]
Máquina para extender y cargar artículos de ropa plana, del 25 de Marzo de 2015, de GIRBAU ROBOTICS: Maquina para extender y cargar articulos de ropa plana, comprendiendo:
Un bastidor que soporta al menos un tapiz transportador que se mueve en […]
Procedimiento y dispositivo para hacer avanzar prendas de ropa esencialmente rectangulares hacia un alimentador, del 15 de Enero de 2014, de JENSEN DENMARK A/S: Procedimiento para hacer avanzar unas prendas de ropa esencialmente rectangulares hacia un alimentador que comprende la sujeción de una prenda de ropa en unos […]
Método y dispositivo para introducir piezas de tela esencialmente rectangulares en un alimentador, del 1 de Enero de 2014, de JENSEN DENMARK A/S: Dispositivo para alimentar piezas de tela esencialmente rectangulares a un alimentador que comprende una viga puente que se extiende transversalmente con respecto […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Procedimiento y dispositivo para hacer avanzar prendas de ropa esencialmente rectangulares hacia un alimentador, del 15 de Enero de 2014, de JENSEN DENMARK A/S: Procedimiento para hacer avanzar unas prendas de ropa esencialmente rectangulares hacia un alimentador que comprende la sujeción de una prenda de ropa en unos […]
Procedimiento y dispositivo para hacer avanzar prendas de ropa esencialmente rectangulares hacia un alimentador, del 15 de Enero de 2014, de JENSEN DENMARK A/S: Procedimiento para hacer avanzar unas prendas de ropa esencialmente rectangulares hacia un alimentador que comprende la sujeción de una prenda de ropa en unos […]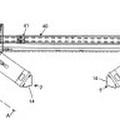 Método y dispositivo para introducir piezas de tela esencialmente rectangulares en un alimentador, del 1 de Enero de 2014, de JENSEN DENMARK A/S: Dispositivo para alimentar piezas de tela esencialmente rectangulares a un alimentador que comprende una viga puente que se extiende transversalmente con respecto […]
Método y dispositivo para introducir piezas de tela esencialmente rectangulares en un alimentador, del 1 de Enero de 2014, de JENSEN DENMARK A/S: Dispositivo para alimentar piezas de tela esencialmente rectangulares a un alimentador que comprende una viga puente que se extiende transversalmente con respecto […]