MÉTODO DE ALIMENTACIÓN DE MOLDES DE PRENSADO EN UN PROCESO PRODUCTIVO.
Método de alimentación de moldes de prensado, en un proceso para modelar baldosas,
azulejos o productos similares, que comprende las etapas de: - deposición de capas de material en polvo sobre la superficie superior de cintas transportadoras, - avance de una porción de extremidad de dichas cintas transportadoras en la zona comprendida entre el molde inferior (19) y el molde superior (18), del molde arriba de la(s) cavidad(es) de modelado de dicho molde, con la expulsión opcional de los productos modelados con el precedente ciclo de prensado, - retroceso de dicha porción de extremidad (15) de la cinta transportadora, con simultáneo vertido de capa (s) de material(es) soportada(s), en la(s) cavidad(es) subyacente(s), y el opcional pre-rasado y rasado de los polvos que están dentro de la cavidad subyacente, caracterizado por el hecho que, en el caso de carga de capas con un espesor de los polvos mayor que 10mm, durante la respectiva etapa de avance de la porción de extremidad (15) de la cinta transportadora, parte del material en polvo que constituye la capa (14), soportado por la cinta (12), viene descargado dentro de la parte anterior (C) de la cavidad (Aa) subyacente
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2008/000212.
B28B13/02TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 13/00 Suministro de material a los moldes o a los aparatos de producción de objetos; Extracción de estos objetos de los moldes o de los aparatos (dispositivos de alimentación o de eyección incorporados a un tipo particular de aparato de conformación, o asociados con éstos, o especialmente estudiados para el suministro de materiales de tipos particulares de aparatos de conformación, ver los grupos correspondientes a los aparatos). › Suministro de material no conformado a los moldes o a los aparatos destinados a la fabricación de objetos conformados.
B30B15/30B […] › B30PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 15/00 Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P). › Suministro del material a las prensas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
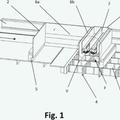
La presente invención se refiere a un método de alimentación y descarga de moldes de prensado, en un proceso productivo para modelar baldosas o azulejos cerámicos o productos similares. Técnica Existente En la actualidad, como se sabe, en el proceso de producción de baldosas, azulejos cerámicos o bloques de mezcla resinoide o de hormigón, la etapa de modelado tiene lugar empleando prensas especiales, con uno o varios moldes, los cuales están asociados a medios y dispositivos para cargar las cavidades de modelado de los moldes con material en polvo previsto para la composición de los varios productos. Dichos medios y dispositivos comprenden cajas o rejillas, esencialmente compuestas por marcos rectangulares desplazados horizontalmente en un plano dispuesto entre el molde superior y el molde inferior de la prensa, desde una primera posición totalmente retraída, fuera de la prensa, donde la caja viene llenada con el material en polvo a prensar, hasta una segunda posición totalmente avanzada, exactamente arriba de la cavidad del molde, donde el material contenido dentro de la caja o rejilla es vertido por gravedad dentro de dicha cavidad. Dicho material después de haber sido prensado recibe el nombre de Body, puesto que en el caso de carga dual o triple constituye la mayor parte de la baldosa o azulejo, mientras que en el caso de carga individual constituye incluso la totalidad de la baldosa o azulejo. De hecho, los medios y dispositivos mencionados con anterioridad además comprenden los denominados dispositivos de carga dual, que funcionan conjuntamente con las cajas descritas arriba, para descargar dentro de la cavidad del molde una segunda capa de material que tiene un espesor y una composición diferentes de la capa precedente, destinado por ejemplo para la decoración de las baldosas o azulejos. Esos dispositivos esencialmente están compuestos por otras cajas, pantallas o cintas transportadoras suficientemente largas para asegurar la disposición, sobre su superficie superior, de posteriores capas dispuestas a distancias predeterminadas y en una cantidad apropiada para soportar los valores de presión que pueden ser ejercidos con la prensa de modelado, dichos dispositivos de cinta, además, estando provistos de una porción final desplazable horizontalmente hasta alcanzar una posición totalmente avanzada sobre la cavidad del molde y retraíble en función de velocidades y tiempos tales de permitir todo lo que fuera posible una transferencia de las capas desde la cinta a la misma cavidad. Tales dispositivos están descritos en los documentos WO-A-03/051.593, ES-A1-2.133.066 y JP-A-11.267.891. El documento WO-A 2006/117.606 da a conocer un método de alimentación de molde de prensado de conformidad con el preámbulo de la reivindicación 1. Revelación de la Invención ES 2 366 003 T3 El objetivo de la presente invención es el de permitir la alimentación de moldes de prensado, en un proceso de modelado de baldosas, azulejos cerámicos o productos similares y el cual debería asegurar, sin cambios o variaciones estructurales, tanto la carga de un body de capa única de gran espesor (10-30 mm), o en el caso de baldosas o azulejos multicapa, de capas adicionales múltiples en cargas duales o triples de la misma cavidad del molde. Otro objetivo de la presente invención es el de proponer un método de alimentación de moldes de prensado, de modelado y descarga de los productos modelados, que debería ser llevado a cabo de manera flexible y fiable mediante medios y dispositivos simplificados y parámetros de ejercicio ingresados digitalmente. A la cinta transportadora están asociados dispositivos adecuados para deponer varias capas de material en polvo sobre la superficie superior de la misma cinta transportadora, los cuales están dispuestos arriba de la cinta según distancias recíprocas útiles para provocar la deformación, en dicha superficie, de capas de material en polvo en cantidad y disposición tal de alimentar los moldes de prensado de manera coherente con el tipo de productos a modelar. Como ya se ha dicho, tales productos pueden estar compuestos por una capa única de material en polvo o por capas múltiples destinadas a modelar, por ejemplo, el cuerpo principal de la baldosa o azulejo, es decir, el cuerpo, y las superficies de decoración del mismo, dichas superficies estando dispuestas en correspondencia de la parte inferior o superior de la baldosa o azulejo que se está modelando. En la reivindicación 1 independiente está descrito un método de alimentación de moldes de prensado en un proceso de modelado de baldosas, azulejos cerámicos o productos similares, el cual incluye: - deposición de capas de materiales en polvo en distintas posiciones sobre la superficie superior de una única cinta transportadora, - avance de una porción de extremidad de dicha cinta transportadora hasta la zona comprendida entre el molde superior y el molde inferior, arriba de las cavidades de dichos moldes de prensado con parcial vertido de polvo de precarga, en el caso de modelado de capas de gran espesor, en la parte anterior de las mismas cavidades, - retroceso de dicha porción de extremidad con simultáneo vertido de la capa, los extractos o su porción residual, en el 2 caso de precarga previa, de material soportado, en la(s) cavidad(es) subyacente(s), y en el caso de modelado de baldosas o azulejos compuestos por varias capas suministradas en distintas posiciones sobre la superficie superior de una única cinta transportadora, - repetición de las etapas de avance y retroceso de la porción de extremidad de dichas cintas transportadoras, por cada capa adicional de material a deponer en dichas cavidades y que constituyen la baldosa o azulejo individual. De manera ventajosa, el método contempla que, durante una o todas las etapas de avance de la porción de extremidad de dicha cinta transportadora en la zona comprendida entre el molde superior y el molde inferior, también sean expulsados los productos modelados con el precedente ciclo de modelado, y que durante la(s) etapa(s) de retroceso de dicha porción de extremidad, el material vertido desde la cinta dentro de la cavidad preferentemente sea nivelado y rasado. Durante una o todas las etapas de avance de la porción de extremidad de dicha cinta transportadora hasta la zona comprendida entre el molde superior y el molde inferior, además pueda tener lugar la limpieza de la superficie superior (Ss) y la superficie inferior (Si) de los punzones de modelado del molde. Las ventajas comparadas con los métodos tradicionales empleados para cambiar cavidades de moldes en un proceso de modelado de baldosas, azulejos cerámicos o similares se ponen claramente de manifiesto a partir de las características descritas con anterioridad, especialmente por lo que concierne a flexibilidad y fiabilidad del método de carga de las cavidades a actuar de la manera esbozada arriba. Breve Descripción de los Dibujos ES 2 366 003 T3 Otras ventajas de la presente invención se pondrán aún más de manifiesto a partir de la descripción detallada que sigue de una ejecución preferente pero no exclusiva de la misma invención, ilustrada a título ejemplificador y no restrictivo mediante los dibujos anexos, en los cuales: - la figura 1 muestra una vista esquemática en sección longitudinal de un aparato de alimentación de moldes con la indicación de los posibles movimientos de los diferentes elementos principales que constituyen el sistema; - la figura 2 muestra una vista esquemática en sección longitudinal de un aparato de alimentación de moldes y de los mismos moldes con la indicación de los posibles movimientos de los posibles elementos principales que constituyen el sistema y la primera etapa de un posible ciclo de modelado de baldosas o azulejos, siempre según la presente invención; - la figura 3 muestra una vista esquemática en sección longitudinal de un aparato de alimentación de moldes y de los mismos moldes en una segunda y tercera etapa de un posible ciclo de modelado de baldosas o azulejos, siempre según la presente invención; - la figura 4 muestra una vista esquemática en sección longitudinal de un aparato de alimentación de moldes y de los mismos moldes en una cuarta y quinta etapa de un posible ciclo de modelado de baldosas o azulejos, siempre según la presente invención; - la figura 5 muestra una vista esquemática en sección longitudinal de un aparato de alimentación de moldes y de los mismos moldes en una sexta y séptima etapa de un posible ciclo de modelado de baldosas o azulejos, siempre según la presente invención; - la figura 6 muestra una vista esquemática en sección longitudinal de un aparato de alimentación de moldes y de los mismos moldes en una octava y novena etapa para completar la alimentación de las cavidades de los moldes en un posible ciclo de modelado de baldosas o azulejos de una única capa, siempre según la presente... [Seguir leyendo]
Reivindicaciones:
1.- Método de alimentación de moldes de prensado, en un proceso para modelar baldosas, azulejos o productos similares, que comprende las etapas de: - deposición de capas de material en polvo sobre la superficie superior de cintas transportadoras, 5 - avance de una porción de extremidad de dichas cintas transportadoras en la zona comprendida entre el molde inferior (19) y el molde superior (18), del molde arriba de la(s) cavidad(es) de modelado de dicho molde, con la expulsión opcional de los productos modelados con el precedente ciclo de prensado, - retroceso de dicha porción de extremidad (15) de la cinta transportadora, con simultáneo vertido de capa (s) de material(es) soportada(s), en la(s) cavidad(es) subyacente(s), y el opcional pre-rasado y rasado de los polvos que están 10 dentro de la cavidad subyacente, caracterizado por el hecho que, en el caso de carga de capas con un espesor de los polvos mayor que 10mm, durante la respectiva etapa de avance de la porción de extremidad (15) de la cinta transportadora, parte del material en polvo que constituye la capa (14), soportado por la cinta (12), viene descargado dentro de la parte anterior (C) de la cavidad (Aa) subyacente. 15 2.- Método según la reivindicación 1, caracterizado por el hecho de repetir las etapas de avance y retroceso de la porción de extremidad (15) de la cinta transportadora, por cada capa adicional de material a deponer en dichas cavidades y que constituye(n) la(s) baldosa(s) o azulejo(s) multicapa individual(es) a modelar por presión. 3.- Método según la reivindicación 1 o 2, caracterizado por el hecho que cada capa que constituye la(s) baldosa(s) o azulejo(s) individual(es) depositado en el molde de modelado a través de una única etapa de 20 avance/retroceso de la porción de extremidad (15) de la cinta transportadora se halla en una posición diferente y no superpuesta a otras capas que se hallan en la misma cinta (12). 6 ES 2 366 003 T3 7 ES 2 366 003 T3 8 ES 2 366 003 T3 9 ES 2 366 003 T3 ES 2 366 003 T3 11 ES 2 366 003 T3 12 ES 2 366 003 T3 13 ES 2 366 003 T3 14 ES 2 366 003 T3
Patentes similares o relacionadas:
Método y planta para fabricar productos cerámicos, del 13 de Mayo de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para fabricar productos cerámicos (C) que comprende:
un paso de alimentación para alimentar una mezcla de al menos dos polvos cerámicos […]
Un procedimiento y un sistema para reducir el residuo de polvo lateral de una capa de polvo que avanza sobre una superficie de una cinta transportadora móvil, del 2 de Octubre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un procedimiento para reducir el residuo de polvo lateral de una capa (M) de material en polvo que avanza sobre la superficie de una cinta transportadora móvil; […]
DISPOSITIVO DE SUMINISTRO DE AL MENOS UNA SUSTANCIA PULVERULENTA, PARTICULARMENTE PARA PRENSAS DE CONFORMACIÓN DE PIEZAS CERÁMICAS, del 4 de Julio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios […]
Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, del 28 de Junio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios de descarga […]
ENSAMBLE ENTRE PASTA ROJA CON POLVOS SECOS GRANULADOS A TRAVÉS DEL PROCESO DE PRENSADO, PARA ELABORAR PRODUCTOS CERÁMICOS PARA EL SECTOR DE LA CONSTRUCCIÓN, del 20 de Junio de 2019, de CERAMICA ITALIA S.A: La invención pertenece al sector cerámico, específicamente en la fabricación de baldosas para recubrimientos de superficies variadas las cuales son aplicables en la industria […]
Aparato y método para producir losas que tienen una superficie de rodadura veteada, del 31 de Mayo de 2019, de Barabas, Arpad: Aparato para producir adoquines (K) que tienen una superficie ornamental, que comprende una mesa de partida y un carro de llenado que se mueve a lo largo […]
Molde para paneles de mortero de cemento e instalación correspondiente, del 1 de Octubre de 2018, de CORPORACION OMEGAZETA S.L: Molde para paneles de mortero de cemento e instalación correspondiente. La invención se refiere a un molde para paneles de mortero de cemento, que […]
Método y aparato para colar productos de hormigón, del 18 de Septiembre de 2018, de Elematic Oyj: Un método para colar productos de hormigón por colada en molde, donde la mezcla de hormigón se suministra en un molde de colada desde un aparato de colada (1, 1', 1", […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Aparato y método para producir losas que tienen una superficie de rodadura veteada, del 31 de Mayo de 2019, de Barabas, Arpad: Aparato para producir adoquines (K) que tienen una superficie ornamental, que comprende una mesa de partida y un carro de llenado que se mueve a lo largo […]
Aparato y método para producir losas que tienen una superficie de rodadura veteada, del 31 de Mayo de 2019, de Barabas, Arpad: Aparato para producir adoquines (K) que tienen una superficie ornamental, que comprende una mesa de partida y un carro de llenado que se mueve a lo largo […]