DISPOSITIVO DE MECANIZACIÓN Y USO DEL MISMO PARA FABRICAR TAPAS CON PELÍCULA RASGABLE.
Dispositivo de mecanización con un equipo de transporte (52) y una pluralidad de estaciones de mecanización (43-50) consecutivas en la dirección de transporte,
en donde el equipo de transporte está configurado para transportar una sucesión de objetos dispuestos en una sola fila y las estaciones de mecanización están configuradas cada una de ellas para mecanizar un único objeto, caracterizado porque el dispositivo de mecanización está destinado a la fabricación de tapas metálicas (20) con películas rasgables (25) y presenta como estaciones de mecanización al menos una estación (43) de mecanización por troquelado con una herramienta superior (58, 59') y una herramienta inferior (59, 58') para troquelar un agujero, así como una herramienta (44) de mecanización por embutición para el borde del agujero troquelado y una estación (47) de mecanización por sellado para aplicar la película rasgable (25) sobre el agujero, pudiendo ser transportadas sucesivamente en fila piezas de tapa individuales (20) por el equipo de transporte (52) hasta las estaciones de mecanización (43-50) consecutivas en la dirección de transporte y pudiendo ser mecanizadas allí dichas piezas en posiciones de alojamiento de piezas de tapa, y estando formado el equipo de transporte (52) por dos correas transportadoras (75, 76) dispuestas en paralelo y accionables en sincronismo, en las cuales están formados los alojamientos individuales de las piezas de tapa por unos medios de retención mutuamente opuestos (78, 79)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2004/000282.
Solicitante: SOUDRONIC AG.
Nacionalidad solicitante: Suiza.
Dirección: INDUSTRIESTRASSE 35 8962 BERGDIETIKON SUIZA.
Inventor/es: GYSI, PETER, OBERHOLZER, MARCEL.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Mayo de 2004.
Clasificación PCT:
- B21D51/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
- B23P21/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Máquinas para el montaje de numerosas piezas diferentes destinadas a componer conjuntos, con o sin trabajo de estas piezas antes o después de su montaje, p. ej. por control programado.
- B23P23/06 B23P […] › B23P 23/00 Máquinas o dispositivos de máquinas que realizan combinaciones determinadas de diferentes operaciones de trabajo, no incluido en una sola de las otras subclases (máquinas horizontales combinadas para escariar y fresar B23B 39/02; si los tipos particulares de operación no son esenciales B23Q 37/00 - B23Q 41/00; características relativas a las operaciones cubiertas por una sola subclase, ver la subclase en cuestión). › Instalación para el trabajo de metales que comporta un cierto número de máquinas o de aparatos asociados.
- B23Q41/04 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 41/00 Combinaciones o asociaciónes de máquinas para trabajar el metal no destinadas a un trabajo en particular según las clases B21, B23 o B24 (B23Q 37/00, B23Q 39/00 tienen prioridad; aspectos relativos a operaciones realizadas, si las diferentes operaciones de trabajo del metal son del mismo tipo, ver la subclase para el tipo de operación, p. ej. punzonado B21D, soldadura B23K, trabajo con muela B24B; aspectos relativos a combinaciones especificadas técnicamente o diferentes operaciones de trabajo del metal B23P 23/00). › Características relacionadas con la disposición de las máquinas.
- B65D51/20 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 51/00 Cierres no previstos en otro lugar (cubiertas o cierres similares como elementos mecánicos para recipientes a presión en general F16J 13/00). › Capuchones, tapas o cubiertas que funcionan con un cierre interno dispuesto para ser abierto perforando, cortando o desgarrando.
Clasificación antigua:
- B21D51/44 B21D 51/00 […] › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
- B23P21/00 B23P […] › Máquinas para el montaje de numerosas piezas diferentes destinadas a componer conjuntos, con o sin trabajo de estas piezas antes o después de su montaje, p. ej. por control programado.
- B23P23/06 B23P 23/00 […] › Instalación para el trabajo de metales que comporta un cierto número de máquinas o de aparatos asociados.
- B23Q41/04 B23Q 41/00 […] › Características relacionadas con la disposición de las máquinas.
- B65D51/20 B65D 51/00 […] › Capuchones, tapas o cubiertas que funcionan con un cierre interno dispuesto para ser abierto perforando, cortando o desgarrando.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
Fragmento de la descripción:
La invención concierne a un dispositivo de mecanización según la reivindicación 1.
Se conoce por el documento DE-A-198 27 091 un sistema 5 de producción para tapas de recipientes de vidrio para ali-mentos, en el que distintas estaciones de mecanización están dispuestas a lo largo de un equipo de transporte que no se explica con detalle. Se fabrican tapas cerradas sin película rasgable. Se conoce por el documento EP-A-1 059 130 una dis-10 posición de producción para tapas de recipientes de la misma clase. El documento US-A-6 122 821 muestra una línea de mon-taje en la que están previstas estaciones de montaje indivi-duales entre las cuales se transportan sobre portapiezas las piezas de trabajo que se deben montar. Los portapiezas son 15 movidos por correas dentadas.
Es conocido el recurso de realizar tapas para envases a manera de botes o latas como tapas metálicas fijadas perma-nentemente sobre el lado superior del envase, las cuales forman una abertura de extracción que está cerrada hasta el 20 primer uso del contenido del envase por una película des-prendible aplicada por sellado en caliente, especialmente una película metálica. Una tapa adicional de plástico dis-puesta sobre la tapa metálica hace que el envase pueda ser cerrado nuevamente durante el período de tiempo de consumo 25 de su contenido. Con ayuda de las figuras 1 y 2 se explica seguidamente con más detalle un dispositivo de mecanización convencional para fabricar tales tapas metálicas.
La invención se basa en el problema de mejorar los dis-positivos de mecanización y especialmente los dispositivos 30 de mecanización de tapas metálicas de esta clase.
Esto se consigue con el dispositivo de mecanización según la reivindicación 1. Con el dispositivo de mecaniza-ción según la invención se puede incrementar la precisión durante la mecanización de las tapas. Se obtiene así una ad-35 herencia segura de la película sellable en caliente de la tapa y resultan con ello menos rechazos durante la produc-ción de las tapas. Resulta también la posibilidad de incre-mentar la cadencia de fabricación.
Estas y otras ventajas de la invención, así como tam-5 bién el estado de la técnica se explican seguidamente con más detalle ayudándose de las figuras. Muestran en éstas:
La figura 1, un alzado lateral esquemático de un dispo-sitivo de mecanización según el estado de la técnica;
La figura 2, un alzado frontal esquemático de una esta-10 ción de mecanización por troquelado según el estado de la técnica;
Las figuras 3 a 9, sectores de tapas metálicas para ex-plicar su fabricación;
La figura 10, un alzado lateral esquemático de un dis-15 positivo de mecanización según la invención;
La figura 11, un alzado frontal esquemático de una es-tación de mecanización por troquelado del dispositivo de me-canización;
La figura 12, un alzado frontal esquemático de otra es-20 tación de mecanización por troquelado;
La figura 13, otro dispositivo de mecanización; y
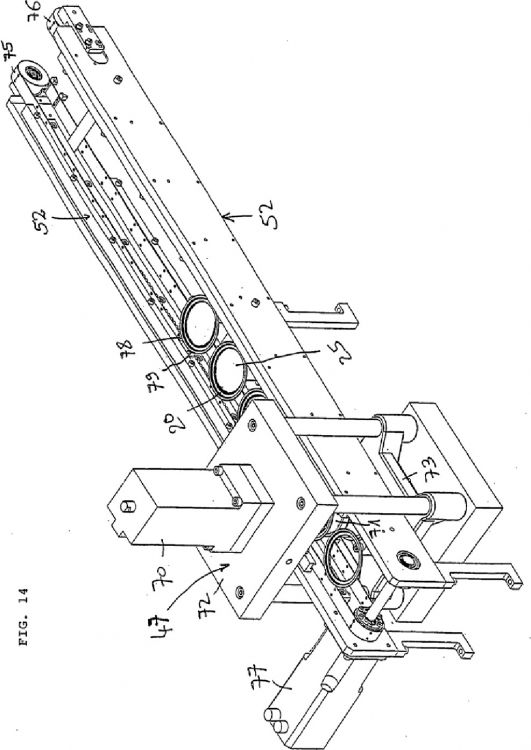
La figura 14, otro dispositivo de mecanización en re-presentación tridimensional parcial.
Con ayuda de las figuras 1 a 9 se explica brevemente el 25 estado de la técnica de un dispositivo de mecanización para fabricar tapas metálicas con película arrancable. La figura 1 muestra un alzado lateral esquemático de un dispositivo 1 de esta clase que presenta varias estaciones de mecanización 3 a 9 sobre una bancada de máquina 2. Un equipo de transpor-30 te 10, 13, 14 transporta objetos en una dirección de trans-porte que está insinuada por la flecha C, desde el principio del dispositivo en la pila 11 hasta el final del dispositi-vo, en donde los objetos llegan por planos inclinados a las bandejas 16 ó 17. Los objetos son desapilados de la pila 11 35 de una manera conocida y llegan a la disposición de trans-porte. Ésta presenta dos respectivos carriles largos 10 dis-puestos individualmente al lado de los objetos, los cuales, al elevar las barras 10 por medio del accionamiento 14, hacen que los objetos situados sobre las bandejas 10' o en 5 las estaciones 3 a 9 sean llevados en la dirección A hacia arriba y seguidamente sean desplazados hacia delante en una cuantía determinada por el accionamiento de manivela 13 me-diante un movimiento de avance en la dirección de la flecha B (dirigida en el mismo sentido que la flecha C). A conti-10 nuación, las barras son movidas hacia abajo en la dirección de la flecha A, con lo que los objetos se depositan nueva-mente sobre sus puestos de deposición. Las barras 10 son mo-vidas seguidamente hacia atrás en la dirección de la flecha B contraria a la flecha C por debajo de las posiciones de 15 deposición de objetos para realizar luego nuevamente el pro-ceso descrito. Los objetos descansan durante el transporte sobre sus posiciones de deposición o se encuentran en las estaciones de mecanización y son allí mecanizados. Después de un paso de mecanización de todas las estaciones de meca-20 nización se efectúa el nuevo transporte.
La figura 3 muestra piezas brutas de tapa metálicas apiladas 20 como ejemplo de objetos tal como estos se pre-sentan en la pila 11. El número de referencia 20 se emplea seguidamente para todas las partes de tapa, desde las piezas 25 brutas hasta las tapas terminadas. Estas piezas brutas 20 son, por ejemplo, discos metálicos redondos de, por ejemplo, 11 cm de diámetro. Como es natural, son posibles sin difi-cultades otras formas en planta, por ejemplo discos cuadra-dos o rectangulares, y otros diámetros. Las piezas brutas 20 30 se han preformado ya en su borde, como se muestra en la fi-gura 3, en una máquina de mecanización que no se ha repre-sentado. En la figura 3 y en las figuras siguientes se re-presenta cada vez solamente un sector del disco completo pa-ra simplificar los dibujos. En la primera estación de meca-35 nización 3 de la figura 1 se troquela una abertura en el disco por medio de una mecanización de troquelado con una herramienta superior y una herramienta inferior, lo que puede apreciarse en la figura 4, en la que el borde de la aber-tura se ha designado con 21 y el disco redondo troquelado y 5 separado se ha designado con 27. Este disco llega como dese-cho al recipiente 12 de la figura 1. La estación 3 de meca-nización por troquelo es accionada por un accionamiento 15, lo que se explicará aún con más detalle. En la estación de mecanización 4 se efectúa una embutición del borde 21 hacia 10 abajo, con lo que se logra el trazado 22 del borde que se muestra en la figura 5. Las piezas brutas de tapa 20 de for-ma anular llegan ahora a la estación de mecanización 5 en la que se coloca una película 25 sobre la abertura de la tapa 20 y se la fija allí mediante sellado en caliente, lo que 15 puede apreciarse en las figuras 6 y 7. La película metálica 25 está provista para ello en su lado inferior, de manera conocida, de una capa de plástico. La pieza cortada de pelí-cula redonda necesaria, que se designa también con 25, es troquelada generalmente en la estación 5 a partir de una 20 banda de película ancha y es colocada sobre el rebajo cen-tral del disco de forma anular, y la película es apretada por la estación de sellado en caliente, bajo acción de ca-lor, contra el borde del rebajo redondo de la parte 20, con lo que la película 25 se une herméticamente con la parte de 25 tapa metálica 20 por fusión y subsiguiente enfriamiento de la capa de plástico. Esto es conocido y no se explica aquí con más detalle. Para el enfriamiento puede estar prevista en todo caso una estación 7 de mecanización por refrigera-ción. En la estación de mecanización 8 la película 25 es 30 provista de una estampación 24 y, además, se rebordea el borde 22 para obtener el borde acabado 23. En una estación de prueba 9, que se denomina también estación de mecaniza-ción, se someten las tapas ahora terminadas a una comproba-ción que comprende en general una comprobación de estanquei-35
Las figuras 10 y 11 muestran ahora unas primeras formas de realización de un dispositivo de mecanización según la invención. En este caso, como ejemplo preferido de la meca-nización de objetos con pasos de procedimiento fundamental-20 mente iguales se produce también una tapa según las figura 3 a 9. Sobre una bancada 2 están dispuestas para ello las es-taciones de mecanización 43 a 50. Un equipo de transporte 52 transporta nuevamente las partes de tapa a mecanizar a través de las estaciones de mecanización llevándolas paso a 25 paso en la dirección de transporte C, presentando el equipo de transporte una configuración en forma...
Reivindicaciones:
1. Dispositivo de mecanización con un equipo de trans-porte (52) y una pluralidad de estaciones de mecanización (43-50) consecutivas en la dirección de transporte, en donde el equipo de transporte está configurado para transportar 5 una sucesión de objetos dispuestos en una sola fila y las estaciones de mecanización están configuradas cada una de ellas para mecanizar un único objeto, caracterizado porque el dispositivo de mecanización está destinado a la fabrica-ción de tapas metálicas (20) con películas rasgables (25) y 10 presenta como estaciones de mecanización al menos una esta-ción (43) de mecanización por troquelado con una herramienta superior (58, 59') y una herramienta inferior (59, 58') para troquelar un agujero, así como una herramienta (44) de meca-nización por embutición para el borde del agujero troquelado 15 y una estación (47) de mecanización por sellado para aplicar la película rasgable (25) sobre el agujero, pudiendo ser transportadas sucesivamente en fila piezas de tapa indivi-duales (20) por el equipo de transporte (52) hasta las esta-ciones de mecanización (43-50) consecutivas en la dirección 20 de transporte y pudiendo ser mecanizadas allí dichas piezas en posiciones de alojamiento de piezas de tapa, y estando formado el equipo de transporte (52) por dos correas trans-portadoras (75, 76) dispuestas en paralelo y accionables en sincronismo, en las cuales están formados los alojamientos 25 individuales de las piezas de tapa por unos medios de reten-ción mutuamente opuestos (78, 79).
2. Dispositivo de mecanización según la reivindicación 1, caracterizado porque la estación (47) de mecanización por sellado es una estación de mecanización combinada que tro-30 quela las piezas (25) de película rasgable en una película y las aplica sobre el agujero.
3. Dispositivo de mecanización según la reivindicación 1, caracterizado porque la estación de mecanización por se-llado está configurada para aplicar piezas previamente tro-35 queladas (25) de película rasgable.
4. Dispositivo de mecanización según la reivindicación 3, caracterizado porque la estación de mecanización por se-llado lleva antepuesta una estación de troquelado y separado para las piezas (25) de película rasgable o una estación de 5 desapilamiento para piezas (25) de película rasgable.
5. Dispositivo de mecanización según la reivindicación 4, caracterizado porque la estación (47) de mecanización por sellado lleva antepuesta una estación de fijación provisio-nal y/o una estación de precalentamiento (46). 10
6. Dispositivo de mecanización según cualquiera de las reivindicaciones 1 a 5, caracterizado porque presenta como estación de mecanización una estación de estampación (49) para la película rasgable (25) y una estación de flexión (49) para el borde del agujero, especialmente una estación 15 de estampación y flexión combinadas.
7. Dispositivo de mecanización según cualquiera de las reivindicaciones 1 a 6, caracterizado porque está dividido, en la dirección de transporte, en al menos dos disposiciones independientes (2', 2''), especialmente en una primera dis-20 posición (2') que contiene una estación (43) de mecanización por troquelado y una estación (44) de mecanización por embu-tición, y una segunda disposición (2'') que contiene una es-tación (47) de mecanización por sellado y una estación (49) de mecanización por estampación. 25
8. Dispositivo de mecanización según la reivindicación 1, caracterizado porque los medios de retención son medios de retención magnéticos.
Patentes similares o relacionadas:
Sello de recipiente, del 10 de Junio de 2020, de Seal and Pack Co., Ltd: Sello de recipiente para sellar una entrada de recipiente por unión térmica y para abrir parcialmente la entrada de recipiente cuando se tira de una lengüeta […]
Tapón de cierre para envases, del 2 de Junio de 2020, de GONZÁLEZ SÁNCHEZ, JOSÉ FRANCISCO: 1. Tapón de cierre para envases, en particular previsto para envases que presentan una abertura en un gollete provisto de una porción exterior roscada, […]
Cartucho de líquido y método para llenar un cartucho de este tipo con un líquido, del 27 de Mayo de 2020, de EBS Ink-Jet Systeme GmbH: Cartucho de líquido para una impresora de inyección de tinta industrial destinada a imprimir sobre productos, donde el cartucho de líquido […]
Recipiente para tejidos para diagnóstico molecular e histológico que incorpora una membrana rompible, del 29 de Abril de 2020, de BECTON, DICKINSON AND COMPANY: Un recipiente para almacenar una muestra biológica, comprendiendo: un alojamiento extendiéndose entre un primer extremo abierto y un segundo […]
Tapa perforable, del 1 de Abril de 2020, de BECTON, DICKINSON AND COMPANY: Una tapa perforable que comprende: una semienvuelta ; una lumbrera de acceso en la semienvuelta , configurada para permitir el paso […]
Un recipiente con un acceso sellado frangible y un orificio de ventilación permeable al vapor, del 18 de Marzo de 2020, de SABAN VENTURES PTY LIMITED: Un recipiente [1, 2] para almacenar y dispensar un líquido, incluyendo dicho recipiente: un puerto de acceso [16] que tiene un sello frangible [18] para permitir que se […]
Estructura de tapa para recipiente, del 29 de Enero de 2020, de N.V. NUTRICIA: Estructura de tapa para un recipiente que tiene una pared periférica que se extiende hasta un borde superior y define un espacio de contención del producto […]
Miembro de obturación con lengüeta, laminado para cortar con troquel el miembro de obturación con lengüeta a partir del mismo y un método de fabricación del miembro de obturación con lengüeta, del 15 de Enero de 2020, de SELIG SEALING PRODUCTS, INC.: Un miembro de obturación con lengüeta para unirse con un borde que rodea una abertura de recipiente, comprendiendo el miembro de obturación con lengüeta : […]