MÁQUINA DE ENVASADO.
Máquina de envasado para la fabricación de envases mediante el envasado de producto en envases con al menos una estación de mecanizado,
como una estación de sellado, una estación de corte o similares, y con una estación (8) de pesaje para la determinación (7) del peso de los envases llenos y sellados, comprendiendo la estación (8) de pesaje y/o la al menos una estación de mecanizado al menos una unidad de control, mediante la que se puede sincronizar la velocidad de trabajo de la estación (8) de pesaje con la velocidad de trabajo de la estación de mecanizado situada delante, caracterizada porque mediante la estación de mecanizado está prevista la preparación de una pluralidad de envases en un ciclo, estando configurada la estación (8) de pesaje para alojar dos o más envases (7) y estando previsto un registro del peso de dos o más envases (7, 7'), así como del peso modificado debido a la alimentación o la salida a continuación de un envase individual (7') o de una cantidad de envases que se va a pesar de forma conjunta, pudiéndose determinar el peso de un envase individual o de una cantidad de envases que se va a pesar de forma conjunta a partir de la diferencia entre los pesos determinados de este modo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2006/000678.
Solicitante: MULTIVAC SEPP HAGGENMULLER GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: BAHNHOFSTRASSE 4 87787 WOLFERTSCHWENDEN ALEMANIA.
Inventor/es: EHRMANN,ELMAR EUGEN, SLOMP,TIEME JAN, BOEKSTEGERS,HANS-JOACHIM.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Abril de 2006.
Clasificación Internacional de Patentes:
- B65B1/46 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 1/00 Embalaje de materiales sólidos fluyentes, p. ej. polvos, materiales fibrosos granulares o a granel, masas a granel de pequeños objetos, en receptáculos o recipientes individuales, p. ej. sacos, bolsas, cajas, cartones, latas o tarros. › Pesada de control de los recipientes o receptáculos llenados.
- G01G15/00 FISICA. › G01 METROLOGIA; ENSAYOS. › G01G DETERMINACION DEL PESO. › Dispositivos para controlar el peso de productos suministrados en recipientes amovibles.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2364618_T3.pdf
Fragmento de la descripción:
La invención se refiere a una máquina de envasado y a un procedimiento para la fabricación de envases mediante el envasado de producto en envases según los preámbulos de las reivindicaciones 1 y 16.
Este tipo de máquinas usuales de envasado, conocidas, por ejemplo, del documento GB935142, está provisto de diferentes estaciones de mecanizado, por ejemplo, estaciones de sellado para sellar los envases llenos de producto.
Existen varios tipos diferentes de máquinas de envasado, por ejemplo, las máquinas que sellan los envases individuales, llenos de producto y separados entre sí, (las llamadas traysealer) y las máquinas de envasado, como las máquinas de embutición profunda, en las que se fabrica, llena y sella una pluralidad de envases unidos. En el caso del último tipo de máquina, la pluralidad mencionada de envases unidos se alimenta a continuación a una unidad de corte que separa los envases individuales del grupo continuo. En las máquinas de envasado del tipo mencionado, los envases sellados se extraen mediante una unidad de extracción.
En función del tipo de producto que se va a envasar, resulta necesario a continuación determinar el peso y realizar el etiquetado.
A tal efecto, se prevén hasta el momento máquinas correspondientes de pesaje y etiquetado situadas después de la unidad de extracción. Estas máquinas de pesaje y etiquetado funcionan de manera independiente a la máquina de envasado, de modo que entre las dos máquinas se ha de disponer una unidad de separación para abastecer de envases individuales al dispositivo de pesaje y etiquetado. Con el fin de realizar el pesaje y el etiquetado de manera independiente a la extracción desde la máquina de envasado se prevé también a menudo para la máquina de pesaje y etiquetado una unidad de almacenamiento temporal para el alojamiento de envases antes de la separación.
Este procedimiento requiere un recorrido grande de transporte para toda la construcción, lo que implica una necesidad correspondiente de espacio. Además, los operarios tienen que ajustar y supervisar las dos máquinas por separado en distintas unidades de entrada.
Asimismo, en el mercado se conocen máquinas de accionamiento manual en las que las bandejas llenas de producto se colocan en un alojamiento de bandeja en forma de cajón y se pesan mediante una unidad de pesaje integrada en el cajón. Las bandejas llenas se introducen a mano, volviéndose a poner manualmente en cero la estación de pesaje después de introducirse cada bandeja. A continuación, el alojamiento en forma de cajón se inserta en la máquina y se sellan las bandejas. Después de abrirse nuevamente el elemento insertado, las máquinas imprimen etiquetas individuales con las indicaciones del peso que se colocan manualmente sobre los respectivos envases sellados. En este tipo de máquina manual se elimina el recorrido de transporte grande y desventajoso que se menciona arriba. Sin embargo, ésta no posibilita un envasado automático del producto y es propensa a errores de los operarios, ya que, por una parte, los envases se pesan abiertos y las etiquetas se han de asignar manualmente después del sellado. Además, un pesaje correcto con una unidad móvil de pesaje sólo se puede garantizar con dificultad.
Por tanto, la invención tiene el objetivo de proponer una máquina de envasado que funcione con un espacio menor y posibilite una mejor manipulación.
Partiendo de un estado de la técnica del tipo mencionado al inicio, este objetivo se consigue mediante las características de las reivindicaciones 1 y 16.
Las medidas mencionadas en las reivindicaciones subordinadas posibilitan realizaciones y variantes ventajosas de la invención.
Por consiguiente, una máquina de envasado según la invención se caracteriza porque la estación de pesaje y/o la al menos una estación de mecanizado comprenden al menos una unidad de control que permite sincronizar la velocidad de trabajo de la estación de pesaje con la velocidad de trabajo de la estación de mecanizado situada delante.
De este modo se puede eliminar una unidad de separación y/o almacenamiento temporal entre la estación de mecanizado, situada delante, de la máquina de envasado y la estación de pesaje, ya que la estación de mecanizado y la estación de pesaje pueden funcionar de forma sincronizada entre sí. En el caso de una máquina de envasado, según la invención, se mejora también el ajuste y la adaptación de la estación de pesaje a la máquina de envasado o a la estación de mecanizado o las estaciones de mecanizado, ya que la unidad de control asume la función de sincronización. Esto posibilita una construcción claramente compacta y una mejor manipulación.
Según la invención, la estación de pesaje está configurada para alojar dos o más envases sellados.
A este respecto se puede prever un registro del peso de dos o más envases, así como un registro del peso modificado debido a la alimentación o la evacuación a continuación de un envase individual o de una cantidad de envases que se va a pesar de forma conjunta. El peso de un envase individual o de una cantidad de envases que se va a pesar de forma conjunta se puede determinar a partir de la diferencia entre los pesos determinados de este modo.
Esta configuración del dispositivo de pesaje permite usar una unidad mayor de pesaje incluso en caso de un formato menor del envase al pesarse simultáneamente varios envases con el peso de sus sumas.
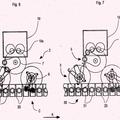
En esta forma de realización se puede alimentar conjuntamente a la estación de pesaje, por ejemplo, la cantidad total de los envases terminados por la estación de mecanizado, situada delante, en un ciclo de trabajo. El peso de los envases individuales o de grupos diferentes de envases que se van a pesar de forma conjunta se puede determinar entonces con la estación de pesaje mediante una salida por separado. Los pesos que se van a determinar individualmente se pueden determinar aquí mediante un procedimiento de sustracción del peso total de dos o más envases, determinándose primero el peso total y después el peso reducido a partir de la salida de los envases individuales y sustrayéndose del peso total determinado antes.
Una sincronización según la invención se puede lograr aquí, por ejemplo, mediante dos o más unidades de control coordinadas entre sí. Esta coordinación se puede llevar a cabo de modo diferente, por ejemplo, mediante la transmisión de datos y/o señales de control. La transmisión de datos se puede prever de manera unidireccional o bidireccional. En una forma especial de realización se prevé para la transmisión de señales de datos y control un sistema de bus que permite la comunicación entre sí de distintas unidades de control. El recorrido de transmisión puede estar realizado mediante conexiones por cable, pero también de forma inalámbrica.
La estación de pesaje puede estar integrada en una estación de mecanizado, por ejemplo, en la estación de sellado o puede estar situada también a continuación de ésta. En este sentido resulta esencial que el propio proceso de pesaje se realice en el envase sellado para evitar indicaciones incorrectas de peso, por ejemplo, debido a la extracción posterior de producto.
En una variante de la invención se prevé una unidad común de control para la estación de pesaje y la máquina de envasado o sus estaciones de mecanizado. La estación de pesaje se integra de este modo en la máquina de envasado. Sin embargo, esto no significa forzosamente la conexión concreta de la estación de pesaje con la máquina de envasado, por ejemplo, en su bastidor de máquina. Si por razones de seguridad en el funcionamiento de la estación de pesaje es necesario montarla y fijarla por separado, esto resulta posible también sin problemas en una estación de pesaje integrada de este modo. Para la invención es esencial la integración funcional de la estación de pesaje en la máquina de envasado.
La estación de pesaje se dispone ventajosamente de forma estacionaria, es decir, ésta se encuentra al menos durante el funcionamiento con preferencia de manera permanente en su lugar predefinido de trabajo. De este modo se evitan fallos después del montaje correcto único del dispositivo de pesaje, que pueden ser causados por un movimiento eventual de la estación de pesaje y/o por una orientación incorrecta de la estación de pesaje.
La alimentación de los envases que se van a pesar a la estación de pesaje se lleva a cabo preferentemente no de forma manual, sino automática... [Seguir leyendo]
Reivindicaciones:
1. Máquina de envasado para la fabricación de envases mediante el envasado de producto en envases con al menos una estación de mecanizado, como una estación de sellado, una estación de corte o similares, y con una estación (8) de pesaje para la determinación (7) del peso de los envases llenos y sellados, comprendiendo la estación (8) de pesaje y/o la al menos una estación de mecanizado al menos una unidad de control, mediante la que se puede sincronizar la velocidad de trabajo de la estación (8) de pesaje con la velocidad de trabajo de la estación de mecanizado situada delante, caracterizada porque mediante la estación de mecanizado está prevista la preparación de una pluralidad de envases en un ciclo, estando configurada la estación (8) de pesaje para alojar dos o más envases (7) y estando previsto un registro del peso de dos o más envases (7, 7'), así como del peso modificado debido a la alimentación o la salida a continuación de un envase individual (7') o de una cantidad de envases que se va a pesar de forma conjunta, pudiéndose determinar el peso de un envase individual o de una cantidad de envases que se va a pesar de forma conjunta a partir de la diferencia entre los pesos determinados de este modo.
2. Máquina de envasado según la reivindicación 1, caracterizada porque está prevista una unidad común de control para la estación (8) de pesaje y al menos una estación de mecanizado de la máquina (1) de envasado.
3. Máquina de envasado según una de las reivindicaciones precedentes, caracterizada porque la máquina (1) de envasado comprende una unidad común de control para todas las estaciones de mecanizado previstas, así como para la estación (8) de pesaje.
4. Máquina de envasado según una de las reivindicaciones precedentes, caracterizada porque la estación de pesaje está dispuesta de forma estacionaria.
5. Máquina de envasado según una de las reivindicaciones precedentes, caracterizada porque está prevista una unidad de alimentación para alimentar los envases a la estación de pesaje.
6. Máquina de envasado según una de las reivindicaciones precedentes, caracterizada porque está prevista una unidad (6) de alimentación para alimentar los envases que se van a pesar a la estación (8) de pesaje entre la estación de mecanizado situada delante y la estación (8) de pesaje.
7. Máquina de envasado según una de las reivindicaciones precedentes, caracterizada porque la velocidad de trabajo de la unidad (6) de alimentación se puede sincronizar con la velocidad de trabajo de una estación de sellado y/o de la estación (8) de pesaje.
8. Máquina de envasado según una de las reivindicaciones precedentes, caracterizada porque mediante la unidad (6) de alimentación está prevista la alimentación de dos o más envases (7) a la estación (6) de pesaje de forma sincronizada con la estación de sellado.
9. Máquina de envasado según una de las reivindicaciones precedentes, caracterizada porque la estación de pesaje está configurada para registrar el peso durante el movimiento de uno o varios envases.
10. Máquina de envasado según una de las reivindicaciones precedentes, caracterizada porque la estación de pesaje comprende una cinta (8) de pesaje con un control para la sincronización de la velocidad de la cinta con la velocidad de trabajo de la estación de mecanizado situada delante y/o de la unidad (6) de alimentación.
11. Máquina de envasado según una de las reivindicaciones precedentes, caracterizada porque está prevista una salida individual de los envases (7) de la estación (8) de pesaje.
12. Máquina de envasado según una de las reivindicaciones precedentes, caracterizada porque una estación (10) de etiquetado está situada a continuación de la estación (8) de pesaje.
13. Máquina de envasado según una de las reivindicaciones precedentes, caracterizada porque la estación (10) de etiquetado está configurada para imprimir datos específicos del producto e independientes del peso y/o para imprimir datos dependientes del peso.
14. Máquina de envasado según una de las reivindicaciones precedentes, caracterizada porque a continuación de la estación
(8) de pesaje está dispuesto un canal de clasificación.
15. Máquina de envasado según una de las reivindicaciones precedentes, caracterizada porque está prevista una unidad adicional de control para controlar los envases.
16. Procedimiento para la fabricación de envases mediante el envasado de producto en envases, preparándose los envases en una estación de mecanizado, una estación de sellado, una estación de corte o similar, determinándose el peso de los envases llenos y sellados directamente después del mecanizado por la estación de mecanizado, sincronizándose la velocidad de trabajo en el proceso de pesaje con la velocidad de trabajo del mecanizado situado delante, caracterizado porque mediante la estación de mecanizado está prevista la preparación de una pluralidad de envases en un ciclo, porque la estación de pesaje puede alojar dos o más envases y porque está previsto un registro del peso de dos o más envases (7, 7'), así como del peso modificado debido a la alimentación o la salida a continuación de un envase individual (7') o de una cantidad de envases que se va a pesar de forma conjunta, pudiéndose determinar el peso de un envase individual o de una cantidad de envases que se va a pesar de forma conjunta a partir de la diferencia entre los pesos determinados de este modo.
Patentes similares o relacionadas:
Envasado de chips comestibles de aperitivo, del 15 de Julio de 2020, de Frito-Lay Trading Company GmbH (100.0%): Un procedimiento para envasar chips comestibles de aperitivo , comprendiendo dicho procedimiento las siguientes etapas: a) proporcionar […]
Dispositivo y método para transferir envases, del 23 de Octubre de 2019, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Dispositivo de transferencia para transferir envases de un dispositivo de avance de envases, en el que están alineados en al […]
Aparato vaciador por gravedad de botellas que contienen producto sanguíneo congelado con una unidad de comprobación de vaciado y procedimiento de vaciado, del 2 de Octubre de 2019, de GRIFOLS WORLDWIDE OPERATIONS LIMITED: Aparato vaciador por gravedad de botellas que contienen producto sanguíneo congelado, caracterizado por que comprende una unidad de comprobación de vaciado que a su […]
Sistema de gestión de líquidos y/o sólidos a granel, del 6 de Febrero de 2019, de F. HOFFMANN-LA ROCHE AG: Sistema para la gestión de líquidos a granel y/o sólidos a granel para pruebas diagnósticas in vitro, comprendiendo el sistema , una unidad de procesamiento […]
 Sistema y método para pesar recipientes, del 21 de Noviembre de 2018, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Grupo para pesar recipientes , que incluye:
un miembro desplazable para extraer al menos un recipiente , caracterizando al miembro desplazable […]
Sistema y método para pesar recipientes, del 21 de Noviembre de 2018, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Grupo para pesar recipientes , que incluye:
un miembro desplazable para extraer al menos un recipiente , caracterizando al miembro desplazable […]
PROCEDIMIENTO PARA EL LLENADO GRAVIMÉTRICO EN CONDICIONES ESTÉRILES DE SÓLIDOS EN UN CONTENEDOR FARMACÉUTICO Y CONTENEDOR FARMACÉUTICO UTILIZABLE EN EL MISMO, del 2 de Octubre de 2018, de LABORATORIOS FARMACEUTICOS ROVI, S.A.: Método de llenado gravimétrico de una o más sustancias farmacéuticas sólidas en forma de polvos, liofilizados, gránulos, pellets, nanopartículas […]
Un aparato para pesar recipientes alargados suministrados a lo largo de una línea de transporte, del 11 de Septiembre de 2018, de IMA Industria Macchine Automatiche S.p.A: Aparato para pesar recipientes suministrados a lo largo de una línea de transporte , que comprende: - medios de pesaje dispuestos […]
 Aparato y método correspondiente para pesar recipientes, del 11 de Febrero de 2016, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Aparato para pesar recipientes desplazados por medios de transporte, comprendiendo dichos medios de transporte un transportador […]
Aparato y método correspondiente para pesar recipientes, del 11 de Febrero de 2016, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Aparato para pesar recipientes desplazados por medios de transporte, comprendiendo dichos medios de transporte un transportador […]