LAMINADO IMPRESO ESTERILIZABLE PARA ENVASADO ASÉPTICO.
Un laminado impreso esterilizable para envasado aséptico, que comprende:
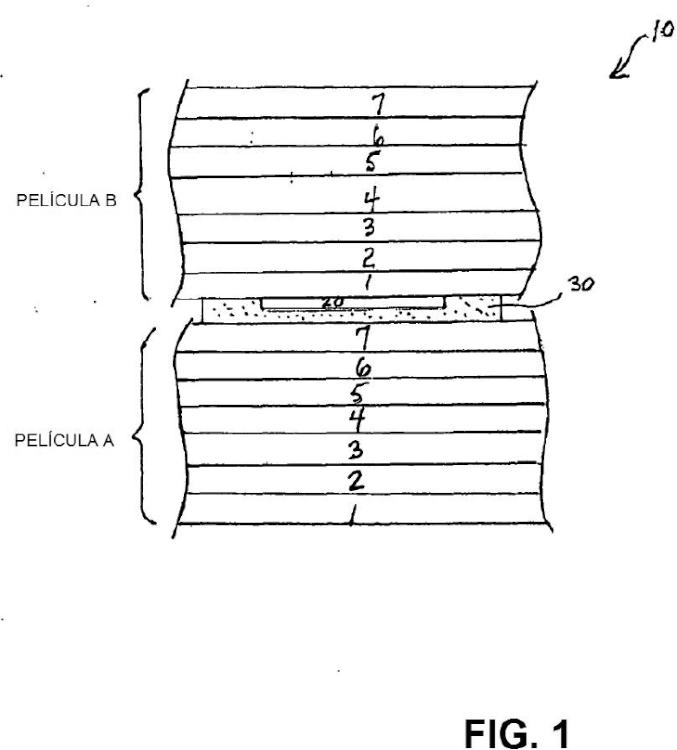
a) una primera película de múltiples capas coextruida que comprende i) una capa central, que tiene una primera superficie principal y una segunda superficie principal, que comprende copolímero de etileno/alcohol vinílico, adhesivo polimérico o poliamida; ii) una primera capa intermedia, adyacente a la primera superficie principal de la capa central, que comprende poliamida; iii) una segunda capa intermedia, adyacente a la segunda superficie principal de la capa central, que comprende poliamida; iv) una capa externa que comprende copolímero amorfo de olefina cíclica, o una mezcla de copolímero amorfo de olefina cíclica y al menos un copolímero olefínico; v) una capa interna que comprende un copolímero olefínico o una mezcla de un copolímero olefínico y copolímero amorfo de olefina cíclica, vi) una primera capa de adhesión que adhiere la primera capa intermedia a la capa externa, y vii) una segunda capa de adhesión que adhiere la segunda capa intermedia a la capa interna, teniendo la primera película de múltiples capas coextruida una superficie interna y una superficie externa; b) una segunda película de múltiples capas coextruida que comprende i) una capa central, que tiene una primera superficie principal y una segunda superficie principal, que comprende copolímero de etileno/alcohol vinílico, adhesivo polimérico o poliamida; ii) una primera capa intermedia, adyacente a la primera superficie principal de la capa central, que comprende poliamida; iii) una segunda capa intermedia, adyacente a la segunda superficie principal de la capa central, que comprende poliamida; iv) una capa externa que comprende copolímero amorfo de olefina cíclica, o una mezcla de copolímero amorfo de olefina cíclica y al menos un copolímero olefínico; v) una capa interna que comprende un copolímero olefínico o una mezcla de un copolímero olefínico y copolímero amorfo de olefina cíclica; vi) una primera capa de adhesión que adhiere la primera capa intermedia a la capa externa, y vii) una segunda capa de adhesión que adhiere la segunda capa intermedia a la capa interna, teniendo la segunda película de múltiples capas coextruida una superficie interna y una superficie externa; c) una imagen impresa dispuesta sobre la superficie externa de la primera película de múltiples capas coextruida o la superficie interna de la segunda película de múltiples capas coextruida; y d) un adhesivo que une la capa externa de la primera película de múltiples capas coextruida a la capa interna de la segunda película de múltiples capas coextruida
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08253474.
Solicitante: CRYOVAC, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 100 ROGERS BRIDGE ROAD, P.O. BOX 464 DUNCAN, SC 29334 ESTADOS UNIDOS DE AMERICA.
Inventor/es: BEKELE, SOLOMON.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Octubre de 2008.
Clasificación Internacional de Patentes:
- B32B27/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › de una resina sintética de una clase diferente.
- B32B27/28 B32B 27/00 […] › teniendo copolímeros de resinas sintéticas no completamente cubiertas por los siguientes subgrupos.
- B32B27/32 B32B 27/00 […] › teniendo poliolefinas.
- B32B27/34 B32B 27/00 […] › teniendo poliamidas.
- B32B7/12 B32B […] › B32B 7/00 Productos estratificados caracterizados por la relación entre las capas; Productos estratificados caracterizados por la orientación relativa de elementos característicos entre capas, es decir, productos que comprenden capas que tienen propiedades físicas, químicas o fisicoquímicas diferentes; productos estratificados caracterizados por la unión entre capas. › interponiendo adhesivos o materiales con propiedades adhesivas.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2361792_T3.pdf
Fragmento de la descripción:
5 Campo de la invención
La invención se refiere a un laminado impreso para envasado aséptico y a un envase impreso aséptico y a un procedimiento de fabricación de un envase impreso aséptico.
Antecedentes de la invención
El envasado aséptico de alimentos es un procedimiento bien conocido de envasado de alimentos para los que es necesaria la esterilización de los alimentos y del material de envasado que contiene el alimento. Se sabe producir envasados esterilizados en los que un producto alimentario estéril se introduce en un envase esterilizado tal como una bolsa. Por tanto, el producto alimentario se conserva para su almacenamiento o uso posterior. Se conocen varios procedimientos de esterilizar el envase y llenar el envase con un producto esterilizado. El peróxido de hidrógeno es un medio frecuente para la esterilización del material de envasado. En aplicaciones de envasado aséptico, tales como los envasados en bolsas con sello de carga en forma vertical, en los que se usan los tratamientos de esterilización con peróxido de hidrógeno, algunas láminas se pueden estirar indebidamente después de colocadas en una bolsa y cargadas con el producto alimentario esterilizado a temperaturas elevadas. Por tanto, estas láminas son menos deseables o inadecuadas para esta aplicación de uso último a la que atañe la estabilidad dimensional del material de envasado. Un material de envasado comercial actual para aplicaciones asépticas proporciona dicha estabilidad dimensional, pero durante la fabricación se requiere que varios componentes del material se laminen juntos durante la fabricación. Este es un medio relativamente caro de producir materiales de envasado. En el laminado comercial, una película de nylon orientada biaxialmente se lamina mediante un adhesivo de laminación convencional tal como poliéster hasta obtener una película pequeña de sustrato en múltiples capas. Una película sustrato comercial tiene la siguiente construcción en nueve capas, con una medida en mm (mil) que se muestra debajo de cada capa:
LDPE /Adh /PA6 /Adh /HDPE /PE /EVOH /LDPE /HDPE 0,056 0,0025 0,0178 0,0020 0,0051 0,0025 0,0038 0,0025 0,0051 (2,2) (0,10) (0,70) (0,08) (0,20) (0,10) (0,15) (0,10) (0,20)En la que los valores situados debajo de cada resina son la medida de la capa en mm (mil) y en la que:
LDPE= polietileno de baja densidad
Adh= adhesivo de laminación PA6= nylon 6 HDPE= polietileno de alta densidad PE= polietileno EVOH= copolímero de etileno/alcohol vinílico
Una consideración importante en algunos entornos de envasado aséptico es que el material para envasado exhibe una buena estabilidad dimensional bajo la carga (p. ej., la carga del producto alimentario contenido cuando el material de envasado se convierte en un envase) y al mismo tiempo permanece dúctil y es resistente al abuso en condiciones de envasado, almacenamiento y transporte. Es deseable que la película para envasado posea un módulo de almacenamiento (E') relativamente alto (ASTM 05279-01), pero también posee valores del módulo de
45 pérdida (E'') relativamente altos a temperaturas de -150ºC a 150ºC.
La solicitud de patente relacionada de EE.UU. nº de serie 11/100739, presentada el 7 de abril de 2005, asignada a un asignatario común con la presente solicitud y titulada “Película coextruida esterilizable para envasado aséptico” y publicada como el documento WO 2006/110316, divulga una película extruida de múltiples capas para productos de envasado en condiciones asépticas. Se ha descubierto que cuando se convierte en bolsas y se carga con un producto alimentario, cuando la bolsa cargada tiene un peso inferior a 2 kilogramos, la película es dimensionalmente estable bajo la carga en un ambiente aséptico, es decir a temperaturas de 60ºC. No obstante, para bolsas cargadas con más peso, la película es menos estable dimensionalmente y, por tanto, menos deseable para aplicaciones de envasado aséptico.
55 La solicitud de patente relacionada de EE.UU. nº de serie 11/517728, presentada el 08.09.06, asignada a un asignatario común con la presente solicitud y titulada “Película coextruida esterilizable dimensionalmente estable para envasado aséptico” y publicada como el documento WO 20071059331/110316, divulga una película coextruida dimensionalmente estable adecuada para productos de envasado en condiciones asépticas. Este material exhibe una estabilidad dimensional mejorada bajo carga para bolsas cargadas asépticas más grandes y más pesadas en un entorno aséptico, es decir a temperaturas de 60ºC a 80ºC.
En ocasiones, en una aplicación comercial, es deseable producir un envase impreso de modo que la marca, el logo, el tipo de producto, la información de planta, la información del contenido y otros indicios se puedan mostrar sobre el envase. Dicha impresión puede proporcionar información importante para el usuario final de la información del alimento envasado, tal como los ingredientes del alimento envasado, el contenido nutricional, las instrucciones para abrir el envase, las instrucciones para preparar y manipular el alimento y las instrucciones para el almacenamiento del alimento. La impresión puede también proporcionar una imagen agradable y/o la marca u otra información de publicidad para potenciar la venta al por menor del producto envasado.
Los materiales peliculares comerciales representados por la solicitud de patente relacionada de EE.UU. Nº de serie 11/517728 (documento WO 2007/059331) normalmente se convierten en bolsas, mediante un VFFS (procedimiento vertical/forma/carga/sellado), que tiene una pared con un espesor final de 125 a 130 micrómetros, es decir un espesor de la película de aproximadamente 5 mil. Dichos espesores ofrecen un buen equilibrio de las propiedades de la película, incluidas resistencia al abuso, integridad del sello, propiedades de barrera al oxígeno, estabilidad dimensional etc., cuando se usan en un sistema de envasado aséptico.
La información impresa podría colocarse en la superficie externa de un envase. No obstante, dicha impresión en la superficie podría estar expuesta directamente a una barra caliente durante una operación de termosellado. Como resultado, la impresión de la superficie podría quedar raspada o degradarse de otro modo. Una impresión en superficie también puede quedar expuesta a otros abusos físicos durante la distribución y exposición de un producto envasado. Dicho abuso también puede degradar la claridad y la presentación de la imagen impresa. El régimen de envasado de un procedimiento aséptico podría también comprometer la integridad de la imagen impresa, ya que normalmente las tintas de impresión son incompatibles con el peróxido de hidrógeno.
En las aplicaciones de envasado generales, una práctica habitual para producir un envase impreso es producir un sustrato de película que tenga todas las características físicas deseadas y, después, laminar una segunda película, tal como una película de PET (tereftalato de polietileno) orientado biaxialmente o una película de nylon orientada biaxialmente, hasta el sustrato de película con un adhesivo de laminación adecuado, tal como poliuretano. Antes de la etapa de laminación, la marca que se desea imprimir se imprime sobre la superficie del sustrato pelicular que se va a adherir a la película de laminación orientada biaxialmente o se imprime en el dorso de la superficie de la película de laminación orientada biaxialmente que se va a adherir al sustrato pelicular. En conjunto, se denomina impresión por atrape.
Una película de laminación convencional es un PET orientado biaxialmente disponible en el mercado que tiene un espesor de aproximadamente 12,5 micrómetros (0,5 mil). Se descubrió que cuando este PET biaxial se laminaba hasta obtener un sustrato de película coextruido impreso de 127 micrómetros de espesor, del tipo divulgado en USSN 11/517728, se obtenía un laminado de espesor total de aproximadamente 140 micrómetros. Este laminado era difícil de sellar, tanto con ellos longitudinales como transversales. La aplicación aséptica es particularmente exigente porque:
- implica temperaturas de esterilización de la película elevadas (de 60ºC a 80ºC). -el procedimiento es un procedimiento vertical/forma/carga/sellado, por tanto, el sello transversal inferior de cada ciclo de envasado recibe una carga de producto muy poco después de que se hace el sello, por lo que requiere una buena resistencia al termosellado; y -los productos que se están envasando suelen ser líquidos o combinaciones de líquido/sólido, lo que induce una carga hidráulica,... [Seguir leyendo]
Reivindicaciones:
1. Un laminado impreso esterilizable para envasado aséptico, que comprende:
a) una primera película de múltiples capas coextruida que comprende i) una capa central, que tiene una primera superficie principal y una segunda superficie principal, que comprende copolímero de etileno/alcohol vinílico, adhesivo polimérico o poliamida; ii) una primera capa intermedia, adyacente a la primera superficie principal de la capa central, que comprende poliamida; iii) una segunda capa intermedia, adyacente a la segunda superficie principal de la capa central, que comprende poliamida; iv) una capa externa que comprende copolímero amorfo de olefina cíclica, o una mezcla de copolímero amorfo de olefina cíclica y al menos un copolímero olefínico; v) una capa interna que comprende un copolímero olefínico o una mezcla de un copolímero olefínico y copolímero amorfo de olefina cíclica, vi) una primera capa de adhesión que adhiere la primera capa intermedia a la capa externa, y vii) una segunda capa de adhesión que adhiere la segunda capa intermedia a la capa interna, teniendo la primera película de múltiples capas coextruida una superficie interna y una superficie externa;
b) una segunda película de múltiples capas coextruida que comprende i) una capa central, que tiene una primera superficie principal y una segunda superficie principal, que comprende copolímero de etileno/alcohol vinílico, adhesivo polimérico o poliamida; ii) una primera capa intermedia, adyacente a la primera superficie principal de la capa central, que comprende poliamida; iii) una segunda capa intermedia, adyacente a la segunda superficie principal de la capa central, que comprende poliamida; iv) una capa externa que comprende copolímero amorfo de olefina cíclica, o una mezcla de copolímero amorfo de olefina cíclica y al menos un copolímero olefínico; v) una capa interna que comprende un copolímero olefínico o una mezcla de un copolímero olefínico y copolímero amorfo de olefina cíclica; vi) una primera capa de adhesión que adhiere la primera capa intermedia a la capa externa, y vii) una segunda capa de adhesión que adhiere la segunda capa intermedia a la capa interna, teniendo la segunda película de múltiples capas coextruida una superficie interna y una superficie externa;
c) una imagen impresa dispuesta sobre la superficie externa de la primera película de múltiples capas coextruida o la superficie interna de la segunda película de múltiples capas coextruida; y d) un adhesivo que une la capa externa de la primera película de múltiples capas coextruida a la capa interna de la segunda película de múltiples capas coextruida.
2. Un envase aséptico que comprende: a) un producto alimentario esterilizado, y b) una bolsa esterilizada en la que el se dispone el producto alimentario esterilizado, comprendiendo la bolsa esterilizada un laminado impreso que comprende
i) una primera película de múltiples capas coextruida que comprende
(a) una capa central, que tiene una primera superficie principal y una segunda superficie principal, que comprende copolímero de etileno/alcohol vinílico, adhesivo polimérico o poliamida;
(b) una primera capa intermedia, adyacente a la primera superficie principal de la capa central, que comprende poliamida;
(c) una segunda capa intermedia, adyacente a la segunda superficie principal de la capa central, que comprende poliamida;
(d) una capa externa que comprende copolímero amorfo de olefina cíclica, o una mezcla de copolímero amorfo de olefina cíclica y al menos un copolímero olefínico;
(e) una capa interna que comprende un copolímero olefínico o una mezcla de un copolímero olefínico y copolímero amorfo de olefina cíclica;
(f) una primera capa de adhesión que adhiere la primera capa intermedia a la capa externa, y
(g) una segunda capa de adhesión que adhiere la segunda capa intermedia a la capa interna, teniendo la primera película de múltiples capas coextruida una superficie interna y una superficie externa;
ii} una segunda película de múltiples capas coextruida que comprende
(a) una capa central, que tiene una primera superficie principal y una segunda superficie principal, que comprende copolímero de etileno/alcohol vinílico, adhesivo polimérico o poliamida;
(b) una primera capa intermedia, adyacente a la primera superficie principal de la capa central, que comprende poliamida;
(c) una segunda capa intermedia, adyacente a la segunda superficie principal de la capa central, que comprende poliamida;
(d) una capa externa que comprende copolímero amorfo de olefina cíclica, o una mezcla de copolímero amorfo de olefina cíclica y al menos un copolímero olefínico;
(e) una capa interna que comprende un copolímero olefínico o una mezcla de un copolímero olefínico y copolímero amorfo de olefina cíclica;
(f) una primera capa de adhesión que adhiere la primera capa intermedia a la capa externa, y
(g) una segunda capa de adhesión que adhiere la segunda capa intermedia a la capa interna, teniendo la segunda película de múltiples capas coextruida una superficie interna y una superficie externa;
iii) una imagen impresa dispuesta sobre la superficie externa de la primera película de múltiples capas coextruida o la superficie interna de la segunda película de múltiples capas coextruida; y iv) un adhesivo que une la capa externa de la primera película de múltiples capas coextruida a la capa interna de la segunda película de múltiples capas coextruida.
3. El laminado impreso esterilizable de la reivindicación 1 o el envase aséptico de la reivindicación 2, en los que la primera película de múltiples capas coextruida y la segunda película de múltiples capas coextruida tienen, cada una, un espesor de 20 a 160 micrómetros.
4. El laminado impreso esterilizable de la reivindicación 1 o 3 o el envase aséptico de la reivindicación 2 o 3, en los que el espesor de la segunda película de múltiples capas coextruida es inferior al 50% del espesor de la primera película de múltiples capas coextruida.
5. El laminado impreso esterilizable de una cualquiera de las reivindicaciones 1, 3 o 4 o el envase aséptico de una cualquiera de las reivindicaciones 2-4, en el que la imagen impresa se dispone sobre la superficie interna de la segunda película de múltiples capas coextruida.
6. El laminado impreso esterilizable de una cualquiera de las reivindicaciones 1 o 3-5 o el envase aséptico de una cualquiera de las reivindicaciones 2-5, en el que la capa externa de la primera película de múltiples capas coextruida comprende una mezcla de copolímero amorfo de olefina cíclica y polímero olefínico semicristalino.
7. El laminado impreso esterilizable de una cualquiera de las reivindicaciones 1 o 3-6 o el envase aséptico de una
cualquiera de las reivindicaciones 2-6, en el que a) la capa externa de la primera película de múltiples capas coextruida tiene una superficie tratada con corona; b) la capa interna de la segunda película de múltiples capas coextruida tiene una superficie tratada con corona; c) la capa externa de la segunda película de múltiples capas coextruida tiene una superficie no tratada con corona; y d) la capa interna de la primera película de múltiples capas coextruida tiene una superficie no tratada con corona.
8. El laminado impreso esterilizable de una cualquiera de las reivindicaciones 1 o 3-7 o el envase aséptico de una
cualquiera de las reivindicaciones 2-7, en el que a) la composición de la capa externa de la primera película de múltiples capas coextruida es diferente de la composición de la capa interna de la segunda película de múltiples capas coextruida, y b) la composición de la capa interna de la primera película de múltiples capas coextruida es diferente de la composición de la capa externa de la segunda película de múltiples capas coextruida.
9. Un procedimiento para fabricar un envase aséptico que comprende: a) esterilizar un producto alimentario; b) esterilizar un laminado impreso que comprende:
i) una primera película de múltiples capas coextruida que comprende
(a) una capa central, que tiene una primera superficie principal y una segunda superficie principal, que comprende copolímero de etileno/alcohol vinílico, adhesivo polimérico o poliamida;
(b) una primera capa intermedia, adyacente a la primera superficie principal de la capa central, que comprende poliamida;
(c) una segunda capa intermedia, adyacente a la segunda superficie principal de la capa central, que comprende poliamida;
(d) una capa externa que comprende copolímero amorfo de olefina cíclica, o una mezcla de copolímero amorfo de olefina cíclica y al menos un copolímero olefínico;
(e) una capa interna que comprende un copolímero olefínico o una mezcla de un copolímero olefínico y copolímero amorfo de olefina cíclica;
(f) una primera capa de adhesión que adhiere la primera capa intermedia a la capa externa, y
(g) una segunda capa de adhesión que adhiere la segunda capa intermedia a la capa interna, teniendo la primera película de múltiples capas coextruida una superficie interna y una superficie externa;
ii) una segunda película de múltiples capas coextruida que comprende
(a) una capa central, que tiene una primera superficie principal y una segunda superficie principal, que comprende copolímero de etileno/alcohol vinílico, adhesivo polimérico o poliamida;
(b) una primera capa intermedia, adyacente a la primera superficie principal de la capa central, que comprende poliamida;
(c) una segunda capa intermedia, adyacente a la segunda superficie principal de la capa central, que comprende poliamida;
(d) una capa externa que comprende copolímero amorfo de olefina cíclica, o una mezcla de copolímero amorfo de olefina cíclica y al menos un copolímero olefínico;
(e) una capa interna que comprende un copolímero olefínico o una mezcla de un copolímero olefínico y copolímero amorfo de olefina cíclica;
(f) una primera capa de adhesión que adhiere la primera capa intermedia a la capa externa, y
(g) una segunda capa de adhesión que adhiere la segunda capa intermedia a la capa interna,
teniendo la segunda película de múltiples capas coextruida una superficie interna y una superficie externa; iii) una imagen impresa dispuesta sobre la superficie externa de la primera película de múltiples capas coextruida o la superficie interna de la segunda película de múltiples capas coextruida; y iv) un adhesivo que une la capa externa de la primera película de múltiples capas coextruida a la capa interna de la segunda película de múltiples capas coextruida;
c) conformar la película esterilizada en una bolsa; d) cargar la bolsa con el producto alimentario esterilizado; y e) sellar la bolsa.
10. El procedimiento de la reivindicación 9, en el que la primera película de múltiples capas coextruida y la segunda película de múltiples capas coextruida tienen, cada una, un espesor de 20 a 160 micrómetros.
11. El procedimiento de la reivindicación 9 o 10, en el que el espesor de la segunda película de múltiples capas coextruida es inferior al 50% del espesor de la primera película de múltiples capas coextruida.
12. El procedimiento de la reivindicación 9, 10 u 11, en el que la imagen impresa se dispone sobre la superficie interna de la segunda película de múltiples capas coextruida.
13. El procedimiento de una cualquiera de las reivindicaciones 9-12, en el que
a) la capa externa de la primera película de múltiples capas coextruida tiene una superficie tratada con corona; b) la capa interna de la segunda película de múltiples capas coextruida tiene una superficie tratada con corona; c) la capa externa de la segunda película de múltiples capas coextruida tiene una superficie no tratada con corona; y d) la capa interna de la primera película de múltiples capas coextruida tiene una superficie no tratada con corona.
14. El procedimiento de una cualquiera de las reivindicaciones 9-13, en el que
a) la composición de la capa externa de la primera película de múltiples capas coextruida es diferente de la composición de la capa interna de la segunda película de múltiples capas coextruida, y b) la composición de la capa interna de la primera película de múltiples capas coextruida es diferente de la composición de la capa externa de la segunda película de múltiples capas coextruida.
Patentes similares o relacionadas:
Películas multicapa y laminados y artículos que comprenden las mismas, del 29 de Julio de 2020, de Dow Global Technologies LLC: Una película de polietileno multicapa orientada biaxialmente que comprende: la Capa A que es una capa adhesiva que tiene una superficie externa superior y una superficie externa […]
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Material compuesto, del 22 de Julio de 2020, de GE Oil & Gas UK Limited: Un material compuesto para usar en un cuerpo de tubería flexible para transportar fluidos de producción, dicho material compuesto comprende: una primera […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Película coextruida de multicapa para controlar la migración de grasa, del 15 de Julio de 2020, de Dow Global Technologies LLC: Una película coextruida de multicapa que comprende: al menos una capa de absorción de aceite y grasa, en la que la al menos una capa de absorción de aceite y grasa comprende […]
Película retráctil, del 8 de Julio de 2020, de Taghleef Industries Inc: Una película retráctil de múltiples capas orientada que comprende una capa de núcleo y al menos una capa de cubierta, dicha capa de núcleo tiene un grosor […]
Conducto de aire comprimido flexible de varias capas, del 24 de Junio de 2020, de EMS-PATENT AG: Conducto de plástico compuesto por tres capas, una capa interior que linda con el espacio interior , una capa central que linda directamente con la capa interior […]