PROCEDIMIENTO PARA LA FABRICACIÓN DE UN ENVASE, Y MÁQUINA DE ENVASADO.
Procedimiento para la fabricación de un envase que comprende las siguientes etapas:
conformación de un recipiente (13) en una banda de un primer material en forma de banda (7); sellado subsiguiente de una tapa (14) sobre el recipiente fabricado, interiormente a un contorno externo del envase a fabricar; y separación subsiguiente del recipiente (13) del primer material en forma de banda (7) a lo largo del contorno externo del envase a fabricar y exteriormente a un contorno externo de la tapa (14) sellada sobre el mismo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/003230.
Solicitante: MULTIVAC SEPP HAGGENMULLER GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: BAHNHOFSTRASSE 4 87787 WOLFERTSCHWENDEN ALEMANIA.
Inventor/es: NATTERER, JOHANN, SPARAKOWSKI,HELMUT.
Fecha de Publicación: .
Fecha Solicitud PCT: 11 de Abril de 2007.
Clasificación Internacional de Patentes:
- B65B61/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › por corte.
- B65B9/04 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › teniendo una o las dos bandas bolsos para recibir los objetos o cantidades de materiales.
Clasificación PCT:
- B65B9/04 B65B 9/00 […] › teniendo una o las dos bandas bolsos para recibir los objetos o cantidades de materiales.
- B65D77/20 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 77/00 Paquetes realizados encerrando objetos o materiales en recipientes preformados, como p. ej. cajas, envases de cartón, sacos o bolsas. › aplicando tapas o cubiertas separadas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
La presente invención se refiere a un procedimiento para la fabricación de un envase y a una máquina de envasado.
Para la comercialización de artículos, tales como, por ejemplo, comestibles, éstos son 5 envasados frecuentemente en envases que permiten conseguir características higiénicas y aspecto agradable.
Un tipo conocido de envasado consiste en el sellado del artículo a envasar en los llamados envases de embutición. Estos envases se caracterizan por el hecho de que los artículos pueden ser envasados de manera hermética y en caso deseado, envasados en una atmósfera 10 modificada y, por el hecho de que, de este modo, los envases pueden ser elaborados simultáneamente de forma económica y con un aspecto agradable. En un procedimiento de este tipo para la fabricación de un envase, en primer lugar se conforman piezas inferiores del envase a partir de una banda de un material laminar, principalmente una lámina de material plástico, por embutición del material laminar. Estas piezas inferiores del envase se llenan a continuación con el artículo a envasar y posteriormente se 15 aplica de forma estanca o sellada un material laminar sobre la correspondiente pieza de envase inferior, a lo largo de su borde periférico, como tapa. En un proceso subsiguiente de separación o individualización, que tiene lugar mediante una o varias etapas sucesivas, los envases fabricados son separados, de manera que se corta el material de la pieza inferior del envase y de la tapa simultáneamente a lo largo del contorno externo del envase a fabricar. En el documento DE 25 06 446 20 A1 se da a conocer una máquina de embutición en la que dicha separación tiene lugar en dos etapas, en la dirección de transporte y perpendicularmente a dicha dirección de transporte.
Según este procedimiento se pueden fabricar envases de manera económicamente satisfactoria. Los envases fabricados presentan, no obstante, el inconveniente de que su borde queda constituido mediante una sección de borde plana que discurre horizontalmente, la cual es parcialmente 25 de cantos agudos y en muchas aplicaciones no cumple con las exigencias en cuanto a características de aspecto del envase. En caso de que se desee que el borde de esta pieza inferior del envase presente forma curvada o en ángulo, el envase no puede ser fabricado de manera adecuada por este procedimiento, puesto que el corte de los materiales de la pieza inferior del envase y de la tapa deben tener lugar en dos planos separados entre sí. 30
En otro procedimiento conocido, se proporcionan envases prefabricados y se lleva a cabo su llenado. A continuación se coloca de forma estanca un elemento laminar de tapa sobre el recipiente lleno, cuyo elemento laminar es recortado después del cierre estanco. En estos últimos procedimientos, se tiene la ventaja de que se pueden fabricar envases en los que la zona de borde del recipiente puede ser constituida en ángulo o curvada, lo cual conduce a un aspecto mejorado del 35 envase. Estos procedimientos, no obstante, tienen el inconveniente de que el recipiente previamente fabricado debe ser posicionado individualmente de manera exacta antes del llenado y cierre estanco para posibilitar un llenado y un sellado fiables. Frecuentemente, los envases son fabricados en un lugar distinto de aquel en que son llenados, reunidos en apilamiento de grandes dimensiones, y transportados al lugar del llenado. En estos casos, los recipientes deben ser adicionalmente desapilados antes de 40 llenado. Por lo tanto, este procedimiento es más complejo que el indicado en primer lugar.
En el documento DE 101 54 722 A1 se da conocer una máquina de envasado en la que en primer lugar se conforman cubetas de envasado a base de un elemento laminar y éstas son separadas con del elemento laminar en una estación de corte posterior. Finalmente, en el llenado se coloca de forma estanca un elemento laminar de tapa sobre las cubetas de envasado separadas y el 45 elemento laminar de tapa es finalmente recortado en la forma deseada. Puesto que el elemento laminar de tapa se sella sobre cubetas de envasado independientes entre sí, dispuestas separadamente, éstas deben ser posicionadas de manera exacta antes del cierre estanco o sellado. Cuando se deben cerrar de forma estanca en una sola fase varias cubetas de envasado simultáneamente con una lámina de tapa, las cubetas de envasado deben ser reagrupadas de antemano. 50
El documento GB 850 089 muestra una máquina para el envasado de productos que está dotada de un alimentador para transportar una primera banda de un material termoplástico a través de una zona de conformación, una zona de descarga y una zona de retractilado con un dispositivo de moldeo en la zona de conformación y con medios para el guiado de una segunda banda de material termoplástico. 55
El documento EP 0 405 365 A1 muestra un envase contenedor con un contenedor y una pieza de tapa en el que el contenedor es cerrado de manera fija mediante sellado, después de haber sido llenado.
Es un objetivo de la presente invención proporcionar un procedimiento mejorado para la fabricación de un envase, así como una máquina mejorada de envasado que posibilita la fabricación de envases que cumplen las mayores exigencias en cuanto a aspecto y también pueden ser fabricados 5 de manera económica.
El objetivo es conseguido mediante un procedimiento según la reivindicación 1, así como una máquina de envasado de acuerdo con la reivindicación 12. Otras realizaciones de la invención quedan caracterizadas de manera correspondiente en las reivindicaciones dependientes.
Con el procedimiento objeto de la invención y la máquina de envasado de acuerdo con 10 la misma, se pueden fabricar envases que presentan una estructura atractiva en cuanto a aspecto. En especial, los bordes del envase pueden ser fabricados con cantos redondeados o en ángulo. Además, existe la ventaja de que, con respecto a dispositivos y procedimientos en los que se efectúa el sellado de una tapa sobre cubetas o recipientes de envasado previamente fabricados, que no es necesario un posicionado exacto y una agrupación de los recipientes, puesto que la posición del recipiente es 15 controlada durante todo el proceso de fabricación. De este modo, los envases pueden ser fabricados de forma económica y en un espacio reducido.
La separación de los envases tiene lugar solamente al final del proceso de envasado y se garantiza un transporte fiable durante el proceso de envasado. En la separación de los envases, el material de la tapa de cierre del envase no es cortado, por lo que se pueden evitar los bordes de cantos 20 agudos del envase. La separación de los envases con respecto al material en forma de banda puede tener lugar de manera exacta y precisa con un contorno externo individual previamente conformado, por lo que se pueden fabricar envases con un aspecto satisfactorio y mecánicamente estables.
Otras características y ventajas de la invención resultarán de la descripción de ejemplos de realización en base a los dibujos adjuntos. En las figuras se muestran: 25
La figura 1 muestra una representación esquemática de una máquina de envasado;
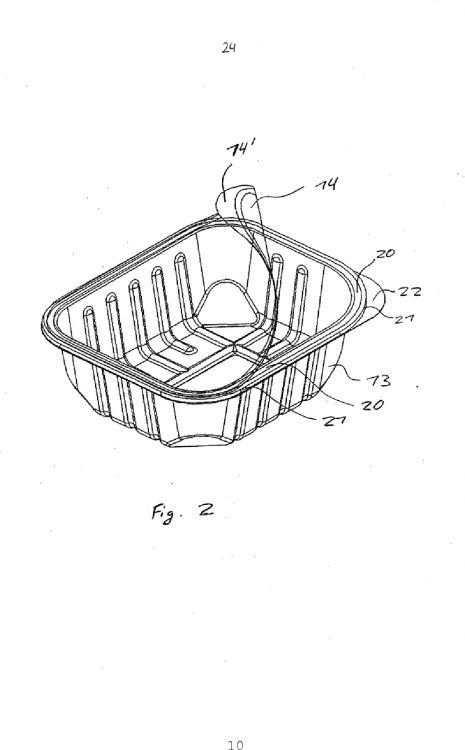
La figura 2 muestra una representación en perspectiva esquemática en un envase fabricado de acuerdo con el procedimiento de la presente invención;
La figura 3 muestra una vista en detalle y en sección esquemática de una esquina del envase mostrado en la figura 2; 30
La figura 4 muestra una representación esquemática en sección de la zona de borde de dos envases adyacentes; y
La figura 5 muestra una representación esquemática de la estación de corte para la separación de los envases.
A continuación se describirá, haciendo referencia a los dibujos adjuntos, una forma de 35 realización de la presente invención.
Tal como se puede observar en la figura 1, la máquina de envasado presenta una estación de conformación (1), una estación de sellado (2), un dispositivo de corte transversal (3) y un dispositivo de corte longitudinal (4), que están dispuestos, según este orden, en la dirección de trabajo (R) del armazón (5) de la máquina. En el lado de entrada se encuentra un rodillo de alimentación (6) 40 sobre el bastidor (R) de la máquina, del cual se desenrolla un primer material en forma de banda (7). En la zona de la estación de sellado (2) se prevé un segundo rollo de alimentación (8) del cual se desenrrolla un...
Reivindicaciones:
1. Procedimiento para la fabricación de un envase que comprende las siguientes etapas:
conformación de un recipiente (13) en una banda de un primer material en forma de banda (7);
sellado subsiguiente de una tapa (14) sobre el recipiente fabricado, interiormente a un contorno externo del envase a fabricar; y 5
separación subsiguiente del recipiente (13) del primer material en forma de banda (7) a lo largo del contorno externo del envase a fabricar y exteriormente a un contorno externo de la tapa (14) sellada sobre el mismo.
2. Procedimiento, según la reivindicación 1, en el que el borde (21) del envase a fabricar está conformado en forma curvada o en ángulo. 10
3. Procedimiento, según una de las reivindicaciones 1 ó 2, en el que la conformación del recipiente (13) tiene lugar mediante embutición profunda.
4. Procedimiento, según una de las reivindicaciones 1 a 3, en el cual en la separación del recipiente (13) del primer material en forma de banda no se corta el material de la tapa (14).
5. Procedimiento, según una de las reivindicaciones 1 a 4, en el que la conformación y separación del 15 recipiente (13) tiene lugar de forma tal que el envase fabricado presenta un borde (21) que se extiende de manera esencialmente vertical.
6. Procedimiento, según una de las reivindicaciones 1 a 5, en el que la tapa (14) es cerrada por sellado de manera que su contorno externo discurre interiormente al contorno externo del envase a fabricar.
7. Procedimiento, según una de las reivindicaciones 1 a 6, en el que se efectúa el cierre por sellado de 20 una tapa (14) cortada previamente.
8. Procedimiento, según una de las reivindicaciones 1 a 7, en el que la tapa (14) es separada de una banda de un segundo material en forma de banda (9) antes del sellado.
9. Procedimiento, según la reivindicación 8, en el que la separación de la tapa (14) de un segundo material en forma de banda (9) y el cierre por sellado de la tapa se lleva a cabo en una estación de 25 trabajo.
10. Procedimiento, según una de las reivindicaciones 1 a 9, en el que la conformación y separación del recipiente (13) tiene lugar de manera tal que el envase fabricado presenta un borde en forma esencialmente de U.
11. Procedimiento, según una de las reivindicaciones 1 a 10, en el que después de la conformación del 30 recipiente (13) y antes del cierre por sellado de la tapa (14) tiene lugar el llenado del recipiente.
12. Máquina de envasado que comprende
una estación de conformación (1) para la conformación de recipientes (13) en un primer material en forma de banda (7),
una estación de cierre por sellado (2) dispuesta posteriormente en la dirección de trabajo, que está 35 constituida de forma tal que la tapa (14) es sellada sobre el recipiente (13) interiormente a un contorno externo del envase a fabricar, no conectada con las tapas (14) de recipientes adyacentes (13),
una estación de corte (3, 4) situada en la dirección de trabajo después de la estación de sellado (2), que está constituida de forma tal que los recipientes son cortados del primer material (7) en forma de banda a lo largo del contorno externo del envase a fabricar y exteriormente a un contorno externo de la tapa 40 cerrada por sellado (14).
13. Máquina de envasado, según la reivindicación 12, en la que la estación de cierre por sellado (2) está integrada con una estación de corte de la tapa que está constituida de forma tal que la tapa (14) es cortada de una banda de un segundo material en forma de banda (9).
14. Máquina de envasado, según la reivindicación 13, en la que la estación de corte de la tapa presenta 45 una herramienta de corte que está constituida de forma tal que la tapa (14) es cortada interiormente al contorno externo del envase a fabricar.
15. Máquina de envasado, según la reivindicación 13 ó 14, en la que la estación de corte de la tapa está constituida de forma tal que el corte de la tapa (14) tiene lugar antes del cierre por sellado.
16. Máquina de envasado, según una de las reivindicaciones 12 a 15, en la que la estación de 50 conformación (1) es una estación de embutición profunda.
17. Máquina de envasado, según una de las reivindicaciones 12 a 16, en la que la estación de cierre por sellado (2) es una cámara con capacidad de cierre dotada de atmósfera modificable.
18. Máquina de envasado, según una de las reivindicaciones 12 a 17, en la que la estación de corte (3) está constituida por un troquel que separa los envases del primer material en forma de banda (7) en una 5 etapa.
19. Máquina de envasado, según una de las reivindicaciones 12 a 18, en la que la estación de corte está constituida por un dispositivo de corte longitudinal (3) separado, que corta el primer material en forma de banda (7) en la dirección de transporte (R) y un dispositivo de corte transversal (4) que corta el primer material en forma de banda (7) transversalmente con respecto a la dirección de transporte (R). 10
20. Máquina de envasado, según la reivindicación 19, en la que el dispositivo de corte transversal (3) está dispuesto antes del dispositivo de corte longitudinal (4).
21. Máquina de envasado, según una de las reivindicaciones 13 a 20, en la que además se prevé un dispositivo de transporte (11) que desplaza el segundo material en forma de banda (9) de manera activa a través de la estación de sellado (2). 15
22. Máquina de envasado, según una de las reivindicaciones 13 a 21, en la que está previsto un dispositivo de extracción (10) para la extracción de la rejilla residual restante del segundo material en forma de banda (9) después de la estación de sellado (2).
23. Máquina de envasado, según una de las reivindicaciones 12 a 22, en la que la estación de conformación (1) está constituida de forma tal que el borde del envase a fabricar es realizado en forma 20 curvada o en ángulo.
Patentes similares o relacionadas:
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en una […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
Útil de moldeo con coquilla de molde dividida, del 15 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Útil de embutición profunda para una máquina envasadora destinada a fabricar un cuenco de envasado por embutición profunda de una banda de película , […]
Control de etiquetado de peso para envases, del 1 de Abril de 2020, de MULTIVAC Marking & Inspection GmbH & Co. KG: Instalación de envasado , que comprende una estación de sellado para el envasado de un producto con al menos una hoja continua , en donde […]
Máquina de envasado por embutición profunda y procedimiento para moldear una banda de lámina en elementos de cartón, del 11 de Marzo de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda con una estación de moldeo , que comprende al menos una pieza inferior de herramienta de moldeo , […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]
Reducción del volumen de la cámara por adaptación de la profundidad de embutición en la estación de sellado por medio de una junta inflable, del 1 de Enero de 2020, de GEA Food Solutions Germany GmbH (100.0%): Máquina de envasado con una estación de sellado y/o un dispositivo de corte , con la que se producen envases para productos a envasar, presentando […]