PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE UN CUERPO DE LATA, ASÍ COMO CUERPO DE LATA.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2004/000368.
Solicitante: CREBOCAN AG.
Nacionalidad solicitante: Suiza.
Dirección: HOFACKERSTRASSE 6 9606 BUTSCHWIL SUIZA.
Inventor/es: BOLTSHAUSER, WERNER.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Junio de 2004.
Clasificación PCT:
- B21C37/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › Fabricación de tubos a base de juntas soldadas.
- B21D51/26 B21 […] › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
- B65D83/14 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 83/00 Recipientes o paquetes con medios especiales para distribuir su contenido (medios de distribución incorporados a cierres móviles o no permanentemente asegurados al recipiente B65D 47/00; para tiendas, almacenes, oficinas, bares, o similares A47F 1/04; vitrinas o muebles de exposición con sistemas de distribución A47F 3/02; cargadores o depósitos para tornillos o tuercas combinadas con llaves para tuercas, llaves inglesas o destornilladores B25B 23/06; para utilizarlos en unión con la manipulación de hojas, bandas o materiales filamentosas B65H). › para distribución de líquidos o semilíquidos por presión interna de gas, es decir, recipientes con aerosol que tienen propelente.
Clasificación antigua:
- B21C37/08 B21C 37/00 […] › Fabricación de tubos a base de juntas soldadas.
- B21D51/26 B21D 51/00 […] › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
- B65D83/14 B65D 83/00 […] › para distribución de líquidos o semilíquidos por presión interna de gas, es decir, recipientes con aerosol que tienen propelente.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
PDF original: ES-2356328_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento según el preámbulo de la reivindicación 1, así como a un dispositivo según el preámbulo de la reivindicación 17 y a un cuerpo de lata según el preámbulo de la reivindicación 20, véase, por ejemplo, el documento DEA1452556.
Los envases con paredes metálicas o con envoltura y fondo, en especial las latas de aerosol con un elemento 5 decorativo, están configurados en forma de una o varias piezas. En las latas de aerosol de aluminio en forma de una sola pieza, el cuerpo cilíndrico de lata se produce mediante extrusión en frío. A continuación, en el extremo abierto se configura un asiento de válvula mediante necking por recalcado. Este procedimiento de fabricación resulta muy costoso debido a la instalación necesaria para la gran cantidad de pasos de mecanizado, así como al consumo de agua y energía para la limpieza y el secado. Los documentos US4095544 y EP0666124A1 describen la fabricación de latas de acero sin costura. En este 10 caso, el cuerpo cilíndrico de lata se fabrica mediante estampado, prensado y estirado a partir de una chapa de acero revestida de estaño o plástico. Se ha comprobado que durante la configuración de cuellos estrechos se originan enormes problemas, porque la estructura del material está modificada o endurecida como resultado del estirado. Son muy conocidas también las latas de chapa de acero, en las que la envoltura presenta una costura longitudinal de soldadura. El fondo y el cierre superior están fijados mediante uniones por plegado en la envoltura de lata. En las uniones por plegado se pueden originar problemas 15 de obturación que se reducen, por ejemplo, con anillos de junta. Las juntas dispuestas en el lado frontal crean problemas en el caso de las latas habituales con paredes extremadamente delgadas. De los documentos EP200098A2 y EP208564 se conocen latas de dos o más piezas, en las que las piezas están unidas mediante soldadura por láser. El diseño de las latas, predefinido por las costuras conocidas de soldadura por láser, en las zonas de unión entre la pared de la lata y el fondo o el asiento de válvula no es atractivo y además, el procedimiento conocido no permite obtener una producción económica con 20 una cantidad suficientemente alta de piezas por unidad de tiempo. Las costuras longitudinales de soldadura, ya descritas, en especial también las costuras de soldadura por láser conocidas del documento US4341943, presentan en dirección circunferencial pequeños escalones o diferencias de espesor que provocan problemas en el cuerpo de lata y un esfuerzo elevado de las herramientas de estrechamiento al estrecharse el cuello.
Del documento WO02/02257A1 se conoce un procedimiento para la configuración de un cuello, en el que una 25 superficie de deformación interactúa con una superficie de apoyo de modo que la pared de la lata se deforma entre ambas superficies mediante fuerzas de tracción. La superficie de deformación se mueve radialmente hacia dentro, quedando siempre en contacto la pared de la lata con la superficie de apoyo contigua radialmente en el interior. Se ha comprobado que el espacio entre las dos superficies, contiguas a la pared de la lata en ambos lados, tiene que estar adaptado exactamente al espesor de pared variable en esta zona y que las fuerzas de tracción en la pared de la lata se han de seleccionar además 30 continuamente de modo que el estrechamiento no provoque un reborde. En caso de un reborde serían localmente muy altas las fuerzas de las dos superficies que actúan sobre la pared de la lata, lo que implica un peligro de daños. Se ha comprobado que resulta muy difícil cumplir las condiciones correctas durante el estrechamiento con superficies de deformación y apoyo que interactúan entre sí.
En el caso de los cuerpos habituales de lata se desea también un estrechamiento en la zona de transición a la 35 superficie de fondo, además del estrechamiento del cuello. Como al configurarse el cuello, el fondo ya está insertado la mayoría de las veces, la zona de fondo se estrecha convenientemente por adelantado, lo que resulta difícil en una envoltura de lata sin cierre superior o inferior.
Por razones estéticas y para la identificación del contenido se coloca un elemento decorativo en el exterior de la superficie de envoltura. A fin de poder prescindir de una impresión costosa y directa, no flexible, en los cuerpos de lata, se 40 colocan láminas impresas sobre el cuerpo de lata. Según el documento EP0525729, una lámina decorativa se enrolla en dirección circunferencial directamente sobre el cuerpo de lata y se une en el cuerpo de lata para formar un revestimiento cerrado de lámina. La separación de una lámina es muy difícil en el caso de láminas delgadas. Para unir los extremos de la lámina mediante una unión sellada, una superficie de sellado se presiona contra el cuerpo de lata, lo que no resulta conveniente en latas de paredes delgadas debido a la pequeña estabilidad. En las latas con una superficie exterior estrecha 45 en el extremo inferior de la lata y en especial en el extremo superior o diferente de una superficie cilíndrica no es posible configurar una unión sellada sin pliegues en toda la altura de la lata.
De los documentos US4199851, DE19716079 y EP1153837A1 se conocen soluciones, en las que un material plano de plástico contraíble se enrolla alrededor de un mandril de enrollado, se configura en forma de un revestimiento cerrado, se coloca como etiquetas circulares en dirección axial sobre una botella o lata y se fija por contracción. El desplazamiento sin 50 dificultad de las etiquetas circulares sobre las botellas o latas implica distintos problemas al tratarse especialmente de láminas delgadas. En el caso de las láminas decorativas delgadas, que se mencionan en el documento EP1153837A1, con un espesor menor que 25 µm, preferentemente entre 9 µm y 21 µm, es muy grande el peligro de deformación y daños al desplazarse los revestimientos cerrados de lámina desde el mandril de enrollado sobre el cuerpo de lata. La lámina imprimible de plástico de uso comercial Label-Lyte ROSO LR 400 de la firma Mobil Oil Corporation comprende a ambos lados una capa 55 delgada de sellado y está disponible en un espesor de 20 µm y 50 µm. Al sellarse la zona de solapado se calienta también la capa de sellado contigua al mandril de enrollado y se presiona contra el mandril de enrollado. En la zona del listón de sellado, la lámina tiene otras propiedades de deslizamiento. Asimismo, se pueden originar otros problemas debido a las cargas electroestáticas condicionadas por la fricción, así como a las fuerzas electroestáticas, asociadas a esto, que actúan sobre la lámina. La transferencia de la lámina cerrada en forma de cilindro desde el mandril de enrollado hasta un cuerpo de lata 60 resulta problemática, incluso cuando el diámetro del mandril de enrollado es un poco más grande que el diámetro del cuerpo
de lata. No se desea una diferencia clara de tamaño, porque entonces la capacidad de contracción de la lámina tiene que ser también mayor y existe el peligro de que durante la fijación por contracción se formen pliegues. Para aumentar la capacidad de contracción habría que usar además una lámina con un espesor mayor y esto no se desea. Otro problema radica en que las láminas delgadas se pueden separar sólo con un gran esfuerzo. Debido a la dificultad de separación, ya no se desean soluciones, en las que las láminas se enrollen alrededor de un mandril de enrollado o alrededor de un cuerpo de lata. 5
Del documento DE1452556 es conocido conformar una banda metálica con hendiduras transversales en forma de una envoltura cerrada alrededor de un elemento portante de tipo mandril, así como calentar los lados juntados a la temperatura deseada mediante una corriente calefactora de alta frecuencia y unirlos aquí. A continuación, se hacen cortes de separación en las hendiduras para obtener las envolturas de lata. En este caso no se describe la fabricación de latas con una presentación atractiva. 10
Las soluciones conocidas para la fabricación de latas usan instalaciones costosas y su manejo requiere también personal especializado. Por tanto, las latas no se pueden producir en las fábricas de llenado. Se origina un gran costo de transporte para transportar las latas vacías desde la fábrica de latas hasta las fábricas de llenado.
La presente invención tiene el objetivo de encontrar una solución que permita la fabricación económica de latas, atractivas desde el punto de vista estético, con instalaciones simples. 15
Este objetivo se consigue mediante las características de la reivindicación 1 o de la reivindicación... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un cuerpo (24') de lata, en el que una envoltura cerrada (24) de lata se crea con una costura (11a) de soldadura, que se extiende en toda la altura de la envoltura (24) de lata, y en la envoltura (24) de lata se dispone un elemento (31b, 32, 31a) de cierre, formándose a partir de una banda metálica (1) con al menos un paso de conformado y un paso de soldadura un tubo (11) cerrado en dirección circunferencial, soldándose esencialmente de manera 5 continua en el paso de soldadura una costura (11a, 124) de soldadura en dirección longitudinal del tubo y mecanizándose a continuación a partir del tubo creado (11) secciones tubulares con la longitud de una altura deseada de lata como envolturas (24) de lata, caracterizado porque la costura (11a, 124) de soldadura en dirección longitudinal del tubo se configura como unión realizada a tope o borde contra borde, porque en un lado frontal inferior (24b) de la envoltura (24) de lata se configura un estrechamiento (24c, 60a) y porque el fondo (31b) de lata se presiona con una zona marginal, formada de manera 10 correspondiente, contra el estrechamiento (24c, 60a) de la envoltura (24) de lata y se une fijamente con la envoltura (24) de lata en la zona del estrechamiento (24c, 60a) mediante una soldadura circunferencial.
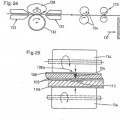
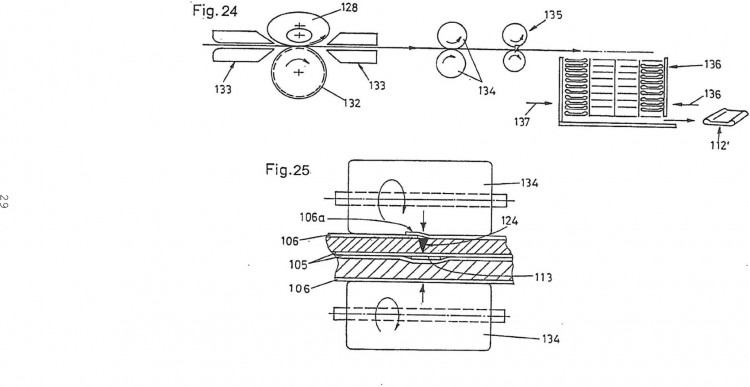
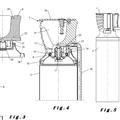
2. Procedimiento según la reivindicación 1, caracterizado porque para la formación del tubo (11), la banda metálica (1, 116) se mueve en su dirección longitudinal a través de un dispositivo (13, 111b) de conformado y por delante de un dispositivo (37, 123) de soldadura, conformando continuamente el dispositivo (13, 111b) de conformado la banda metálica (1, 116) de 15 modo que al soldarse, los dos bordes laterales (1a, 1b, 112e) quedan presionados a tope entre sí y las zonas marginales laterales (112d, 125), que se van a unir una con otra, descansan a ambos lados de una depresión (112a) respectivamente sobre una zona central plana de la banda metálica (1, 116) que actúa como superficie parcial (112b) de guía, uniendo el dispositivo (131) de soldadura las superficies frontales (112e) mediante soldadura por láser y creando la depresión (112a) en la costura (124) de soldadura un espacio libre (129). 20
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el fondo (31b) de lata se presiona desde el interior de la lata contra el estrechamiento (24c, 60a), configurado hacia el lado frontal (24b), de la envoltura (24) de lata y la soldadura circunferencial se configura como costura de soldadura por láser.
4. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el fondo (31b) de lata se presiona desde el exterior de la lata contra el estrechamiento (24c, 60a), configurado hacia el lado frontal (24b), de la envoltura (24) de lata y la 25 soldadura circunferencial se configura como costura de soldadura por láser.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque una lámina decorativa (17') se coloca después o, dado el caso, antes del conformado y la soldadura sobre el lado exterior de la banda metálica (1), preferentemente mediante la alimentación de una banda (17) de lámina.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque una primera banda (5) de lámina se 30 coloca en dirección longitudinal de la banda metálica (1) sobre la banda metálica plana (1) y se fija mediante una unión sellada para formar una capa interior (5') de protección, colocándose, dado el caso, una banda (8) de recubrimiento de costura sobre la banda (5) de lámina y disponiéndose después del paso de soldadura en la zona de la costura (11a) de soldadura.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque para la separación de secciones tubulares, un medio de separación se mueve junto con el tubo creado (11) durante el proceso de corte y retrocede después de 35 separarse una sección tubular.
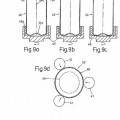
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque las envolturas (24) de lata se conforman mediante un dispositivo formador (28, 29) de envoltura de modo que se obtiene una forma cilíndrica de sección transversal, realizándose un paso de ensanchamiento que aumenta la circunferencia de la envoltura (24) de lata y configura en especial en un extremo (24b) de lata, preferentemente en el inferior, un estrechamiento de sección transversal de la 40 sección transversal ensanchada a una sección transversal menor, configurándose el estrechamiento (24c) de sección transversal, dado el caso, con un radio de curvatura que está en correspondencia con la forma habitual en la zona de transición de la pared de lata al fondo (31b) de lata en las latas de aerosol.
9. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque al menos en un lado frontal de una envoltura cilíndrica circular (24) de lata se configura un resalto anular (60) radialmente hacia el exterior, presentando la 45 envoltura (24) de lata en el resalto (60) un estrechamiento de la sección transversal hacia el lado frontal.
10. Procedimiento según una de las reivindicaciones 1 a 9, caracterizado porque en un lado frontal superior (24a) de la envoltura (24) de lata se realiza al menos un paso de estrechamiento.
11. Procedimiento según la reivindicación 10, caracterizado porque a continuación del estrechamiento se configura un asiento de la válvula en el extremo superior estrecho. 50
12. Procedimiento según la reivindicación 10, caracterizado porque a continuación del estrechamiento, un elemento (31a) de cierre con el asiento de válvula en el extremo superior estrecho se une herméticamente con la envoltura (24) de lata, dado el caso, mediante una unión por plegado, pero preferentemente mediante una unión soldada, en especial una unión soldada por láser.
13. Procedimiento según una de las reivindicaciones 10 a 12, caracterizado porque en al menos un paso de 55
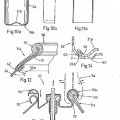
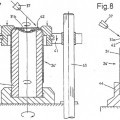
estrechamiento, el cuerpo (24') de lata, que se va a estrechar, se sujeta en dos zonas, sujetándose fijamente el cuerpo (24') de lata en la primera zona por un primer soporte (45), de modo que éste puede girar mediante el primer soporte (45) alrededor de su eje longitudinal (24d), estando situada la segunda zona en el extremo de lata que se va a estrechar, en el que el cuerpo (24') de lata se sujeta mediante un segundo soporte que gira a la vez y comprende un elemento (46) de rodamiento, ajustable en dirección longitudinal relativamente respecto al cuerpo de lata, con un canto anular (46a) de desviación configurado en el 5 extremo dirigido hacia el interior de la lata, y realizándose la deformación con al menos una superficie (47a) de deformación que se acopla en dirección axial al canto (46a) de desviación a una distancia (a) y se puede presionar radialmente hacia el interior, estando previsto un espacio libre (48) en el interior de la lata en sentido radial dentro de la superficie (47a) de deformación, de modo que nada impide una deformación de la envoltura (24) de lata hacia el interior.
14. Procedimiento según la reivindicación 10, caracterizado porque en la envoltura (24) de lata, en los dos lados 10 frontales (24a, 24b), se configura respectivamente un resalto anular (60) radialmente hacia el exterior, porque la envoltura (24) de lata presenta en los resaltos (60) un estrechamiento de la sección transversal hacia el respectivo lado frontal (24a, 24b) y porque a los estrechamientos se suelda fijamente el fondo (31b) de lata en un lado frontal (24b) y un elemento superior (31a) de cierre en el otro lado frontal (24a).
15. Procedimiento según una de las reivindicaciones 1 a 14, caracterizado porque una cubierta (55) de fondo se inserta 15 de modo que la unión de la envoltura (24) de lata con el fondo (31b) de lata se cubre con ésta.
16. Procedimiento según una de las reivindicaciones 1 a 15, caracterizado porque un elemento superior (31a) de cierre se fija con la válvula (62) en la envoltura (24) de lata mediante soldadura por láser.
17. Dispositivo para la fabricación de un cuerpo (24') de lata con un dispositivo para la unión hermética de una envoltura (24) de lata, cerrada con una costura (11a, 124) de soldadura, con un elemento (31b, 32, 31a) de cierre que se puede fijar en 20 el lado frontal de la envoltura (24) de lata, comprendiendo el dispositivo una disposición de alimentación para alimentar una banda metálica (1), al menos un dispositivo (13) de conformado para conformar la banda metálica (1) en forma de un tubo cerrado (11), un dispositivo (37) de soldadura para soldar esencialmente de manera continua el tubo formado (11) y un dispositivo (25) de separación que puede separar envolturas cerradas (24) de lata del tubo (11), caracterizado porque el dispositivo (13) de conformado comprende rodillos formadores (119) para conformar la banda metálica (1) en forma de un 25 tubo cerrado (11), el dispositivo (37) de soldadura comprende rodillos (126) de presión para comprimir las zonas marginales (125), que se van a soldar entre sí, de la banda metálica (1), así como una fuente (131) de láser para suministrar un rayo láser (130), mediante el que la costura (11a, 124) de soldadura se forma en dirección longitudinal del tubo como unión realizada a tope o borde contra borde y el dispositivo para la unión hermética de la envoltura cerrada (24) de lata con el elemento (31b, 32, 31a) de cierre comprende un dispositivo formador (29b, 61a, 61b), un dispositivo (35, 36) de sujeción y un dispositivo (37) 30 de soldadura, configurando el dispositivo formador (29b, 61a, 61b) un estrechamiento (24c, 60a) en un lado frontal inferior (24b) de la envoltura (24) de lata, presionando el dispositivo (35, 36) de sujeción el fondo (31b) de lata con una zona marginal, formada de manera correspondiente, contra el estrechamiento (24c) de la envoltura (24) de lata y uniendo fijamente el dispositivo (37) de soldadura la envoltura (24) de lata con el fondo (31b) de lata en la zona del estrechamiento mediante una soldadura circunferencial en forma de soldadura por láser. 35
18. Dispositivo según la reivindicación 17, caracterizado porque el dispositivo (13) de conformado conforma continuamente la banda metálica (1) alrededor de un eje que discurre en paralelo a la banda metálica (1) de modo que los dos bordes laterales (1a, 1b) entran en contacto entre sí y las zonas marginales laterales (112d, 125), que se van a unir una con otra, descansan a ambos lados de una depresión (112a) respectivamente sobre una zona central plana de la banda metálica (1, 116) que actúa como superficie parcial (112b) de guía, y el dispositivo (131) de soldadura une las superficies frontales 40 (112e) mediante soldadura por láser, creando la depresión (112a) en la costura (124) de soldadura un espacio libre (129).
19. Dispositivo según la reivindicación 17 ó 18, caracterizado porque el dispositivo de separación comprende un medio de separación que se mueve junto con el tubo creado (11) durante el proceso de corte y retrocede después de separarse una sección tubular.
20. Cuerpo (24') de lata con una envoltura cerrada (24) de lata fabricada a partir de una banda metálica (1), en la que 45 está fijado en el lado frontal un elemento (31b, 32, 31a) de cierre, formándose la banda metálica (1) con al menos un paso de conformado y un paso de soldadura en forma de un tubo (11) cerrado en dirección circunferencial, soldándose esencialmente de manera continua en el paso de soldadura una costura (11a, 124) de soldadura en dirección longitudinal del tubo y mecanizándose a continuación a partir del tubo creado (11) secciones tubulares con la longitud de una altura deseada de lata como envolturas (24) de lata, caracterizado porque la costura (11a, 124) de soldadura en dirección longitudinal se configura 50 como unión realizada a tope o borde contra borde, en un lado frontal inferior (24b) de la envoltura (24) de lata se configura un estrechamiento (24c), el fondo (31b) de lata se presiona con una zona marginal, formada de manera correspondiente, contra el estrechamiento (24c) de la envoltura (24) de lata y se une fijamente con la envoltura (24) de lata en la zona del estrechamiento mediante una soldadura circunferencial.
21. Cuerpo (24') de lata según la reivindicación 20, caracterizado porque el fondo (31b) de lata está dispuesto desde el 55 interior de la lata en el estrechamiento (24c, 60a), configurado hacia el lado frontal (24b), de la envoltura (24) de lata y la soldadura circunferencial está configurada como costura de soldadura por láser.
22. Cuerpo (24') de lata según la reivindicación 20, caracterizado porque el fondo (31b) de lata está dispuesto desde el
exterior de la lata en el estrechamiento (24c, 60a), configurado hacia el lado frontal (24b), de la envoltura (24) de lata y la soldadura circunferencial está configurada como costura de soldadura por láser.
23. Cuerpo (24') de lata según una de las reivindicaciones 20 a 22, caracterizado porque en un lado frontal superior (24a) de la envoltura (24) de lata está configurada al menos una zona estrecha.
24. Cuerpo (24') de lata según la reivindicación 23, caracterizado porque en el extremo libre de la zona estrecha se 5 configura un asiento de válvula.
25. Cuerpo (24') de lata según la reivindicación 23, caracterizado porque en la zona estrecha, un elemento (31a) de cierre con el asiento de válvula está unido herméticamente con la envoltura (24) de lata, dado el caso, mediante una unión por plegado, pero preferentemente mediante unión soldada, en especial una unión soldada por láser.
Patentes similares o relacionadas:
DISPOSITIVO PARA EL LAVADO DE OJOS, del 3 de Julio de 2020, de ARBOLES SALAS, Carlos: 1. Dispositivo para el lavado de ojos caracterizado porque comprende, esencialmente, un tanque dispuesto sobre una estructura tubular con ruedas de […]
Producto de laca para el cabello en aerosol para dar estilo y/o forma al cabello, del 22 de Abril de 2020, de THE PROCTER & GAMBLE COMPANY: Un producto de laca para el cabello en aerosol para dar estilo y/o forma al cabello en donde el producto comprende: i. un recipiente […]
Procedimiento de extracción de líquido de un aparato de distribución de líquido por inyección de gas, del 18 de Marzo de 2020, de TECHNIPLAST: Procedimiento de extracción de líquido de un aparato de distribución de líquido que comprende: - un recipiente de líquido, - un dispositivo […]
Dispositivo para pulverizar medio a presión, del 29 de Enero de 2020, de Titorov, Vitaly Ivanovich: Una boquilla de pulverización de una pistola pulverizadora para la pulverización de aerosol controlada de un material de poliuretano a presión, que comprende un cuerpo […]
 Aplicador manual adecuado para recipientes de válvula de pistola, del 25 de Diciembre de 2019, de SOUDAL: Un conjunto de un recipiente a presión que contiene una composición adecuada para formar una pasta de silicona, una espuma de poliuretano (PU) o un pegamento, […]
Aplicador manual adecuado para recipientes de válvula de pistola, del 25 de Diciembre de 2019, de SOUDAL: Un conjunto de un recipiente a presión que contiene una composición adecuada para formar una pasta de silicona, una espuma de poliuretano (PU) o un pegamento, […]
Válvula de dosificación para frasco a presión, del 27 de Noviembre de 2019, de LINDAL FRANCE SAS: Válvula de dosificación para frasco a presión, que comprende un cuerpo de válvula dentro del cual se puede deslizar una clapeta , así como una cámara de dosificación […]
Procedimiento de tratamiento del cabello que proporciona brillo usando un dispositivo de aerosol, del 27 de Noviembre de 2019, de L'OREAL: Procedimiento de tratamiento capilar que comprende la aplicación al cabello de una composición que comprende al menos una sustancia grasa y uno […]
Aerosol cosmético, del 20 de Noviembre de 2019, de BEIERSDORF AG: Aerosol cosmético que consta de a) una emulsión de aceite en agua (emulsión O/W) que contiene estearato de poliglicerilo-10 así como b) un sistema aplicador de pulverización, […]