INSTALACIÓN DE TERMOCONFORMADO PARA LA PRODUCCIÓN DE CUERPOS CONFORMADOS A PARTIR DE UNA LÁMINA DE PLÁSTICO ASÍ COMO PROCEDIMIENTO PARA SU PRODUCCIÓN.
Instalación (1) de termoconformado para la producción de cuerpos (114) conformados a partir de una lámina (50) de plástico,
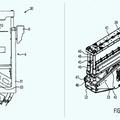
tales como vasos, recipientes, tapas, envases para alimentos, o similares, con una estación de conformado que presenta una herramienta (20) de conformado de dos piezas, presentando la herramienta (20) de conformado de dos piezas una mesa (28) de herramienta superior que puede fijarse de manera ajustable con una herramienta (30) superior con prelaminadores (92) montados de manera móvil en la misma y una mesa (32) de herramienta inferior móvil con una herramienta (34) inferior con cavidades (112), guiándose la mesa (32) de herramienta inferior móvil por medio de un dispositivo (42) de guiado y pudiendo moverse mediante un primer dispositivo de accionamiento con respecto a la mesa (28) de herramienta superior acercándose a y alejándose de la misma, caracterizada porque el dispositivo (42) de guiado presenta una disposición (40) de carriles guía pivotable, por medio de la cual puede guiarse la mesa (32) de herramienta inferior en línea recta y puede hacerse pivotar junto con la misma, presentando la disposición (40) de carriles guía pivotable del dispositivo (42) de guiado dos carriles (38) guía pivotantes articulados a un bastidor (2) de la instalación (1) de termoconformado, entre los que está guiada de manera móvil la mesa (32) de herramienta inferior en línea recta acercándose a la mesa (28) de herramienta superior y alejándose de la misma (116), porque el primer dispositivo de accionamiento está configurado para la mesa (32) de herramienta inferior como accionamiento (6) de cigüeñal, estando articulada una sección (62) de árbol excéntrico del accionamiento (6) de cigüeñal por medio de una biela (58) a la mesa (32) de herramienta inferior, porque el accionamiento (6) de cigüeñal de la mesa (32) de herramienta inferior está dispuesto en el lado alejado de la mesa (28) de herramienta superior de la mesa (32) de herramienta inferior dentro del bastidor (2) de la instalación (1) de termoconformado, de tal manera que el centro del eje de cigüeñal, el centro de su sección (62) de eje excéntrico en el punto de inversión superior, los puntos de articulación de los carriles (38) guía pivotantes y los puntos de articulación en la mesa (32) de herramienta inferior al alcanzar su punto de inversión superior, se encuentran sobre una recta común imaginaria, porque la mesa (32) de herramienta inferior junto con su primer dispositivo de accionamiento puede elevarse dentro del dispositivo (42) de guiado que guía la misma en línea recta con una carrera predeterminada por medio de un segundo dispositivo de accionamiento para generar un movimiento (124, 126) de estampado, y porque en la mesa (32) de herramienta inferior están dispuestos accionamientos (44) de expulsión para hacer subir y bajar elementos (56) de expulsión dispuestos de manera móvil en la herramienta (34) inferior
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2003/004029.
Solicitante: KUHNE ANLAGENBAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: EINSTEINSTRASSE 20 D-53757 SANKT AUGUSTIN ALEMANIA.
Inventor/es: SCHLÖSSER,Helmut, ASSELBORN,Peter.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Abril de 2003.
Clasificación Internacional de Patentes:
- B29C51/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › Medios de apertura, cierre o apriete.
- B29C51/46 B29C 51/00 […] › Medida, control o regulación.
Clasificación PCT:
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2363217_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a una instalación de termoconformado para la producción de cuerpos conformados a partir de una lámina de plástico, tales como vasos, recipientes, tapas, envases para alimentos, o similares, con una estación de conformado que presenta una herramienta de conformado de dos piezas, según la reivindicación 1, así como a un procedimiento para la producción de tales cuerpos conformados según la reivindicación
12.
Las instalaciones de termoconformado se han dado a conocer en la práctica en diferentes variantes y formas de realización. A este respecto, para la producción de artículos o cuerpos conformados en forma de recipiente a partir de plástico termoplástico, se usa una herramienta de conformado de dos piezas. Una mitad de conformado, la denominada herramienta superior, está fijada en la mesa de herramienta superior y está unida con la misma por regla general de manera ajustable y fijable con el bastidor o armazón de la instalación de termoconformado, de modo que la herramienta superior puede ajustarse al cuerpo conformado que va a producirse en cada caso. La otra mitad de conformado, la denominada herramienta inferior, está guiada de manera móvil en el bastidor o armazón de la instalación de termoconformado.
Para dar forma a los cuerpos conformados las mitades de conformado, es decir la herramienta superior y la inferior, se encuentran en una posición cerrada una dirigida a la otra. Entre la herramienta superior y la inferior está dispuesta una lámina de plástico a menudo precalentada y por tanto muy deformable plásticamente, que se alimenta en la mayoría de los casos por pasos en forma de una banda de lámina desde una bobina de reserva.
Durante la operación de embutición profunda, la lámina de plástico se sujeta entre la herramienta superior y la inferior y con ello se fija en su posición. Entonces la lámina de plástico se presiona por el prelaminador de la herramienta superior hacia el interior de las cavidades de la herramienta inferior, mientras que el borde del cuerpo conformado que va a generarse sigue sujeto mediante apriete entre la herramienta superior y la inferior. Mediante la generación de una subpresión en las cavidades o mediante el soplado de aire, la lámina se apoya en las paredes internas de las cavidades en la herramienta inferior y adopta por consiguiente la forma deseada.
Tras un enfriamiento suficiente de la lámina de plástico mediante el contacto con la superficie de la herramienta enfriada dado el caso activa, se produce la separación de los cuerpos conformados a partir de la lámina de plástico. Para ello, la herramienta inferior se mueve hacia arriba aproximadamente la medida del espesor de la lámina. Unos cantos cortantes correspondientes de la herramienta de conformado de dos piezas cortan a este respecto los cuerpos conformados individuales a partir de la banda de lámina. La rejilla de lámina que queda se alimenta a menudo de nuevo por pasos a una unidad de enrollado.
Para extraer los cuerpos conformados de las cavidades, la herramienta inferior se aleja a continuación de la herramienta superior y a este respecto se hace pivotar alrededor de su eje longitudinal de tal manera que la herramienta inferior apunta hacia un dispositivo de apilado y por consiguiente los cuerpos conformados pueden transferirse al dispositivo de apilado.
Ejemplos de las instalaciones de termoconformado anteriormente comentadas, conocidas en la práctica, se describen por ejemplo en el documento US 6.135.756 o el documento DE 33 46 628 A1.
Estas instalaciones de termoconformado conocidas presentan, sin embargo, la desventaja económica esencial de que con ellas sólo pueden realizarse frecuencias de paso reducidas, por ejemplo hasta aproximadamente 30 pasos por minuto. Frecuencias de paso superiores no son posibles sin dañar los elementos constructivos móviles. Estas frecuencias de paso reducidas ya no son aceptables, sin embargo, en vista de la elevada presión de coste imperante en la actualidad.
También son desventajosos los accionamientos utilizados en las instalaciones de termoconformado conocidas así como los dispositivos de guiado empleados en las mismas para la herramienta inferior.
La instalación de termoconformado descrita en el documento DE 33 46 628 A1 funciona, de manera detallada, con una herramienta de conformado de dos piezas, estando la herramienta superior fijada al armazón y estando la herramienta inferior realizada de manera móvil. La herramienta inferior se orienta, para el cierre o para la apertura, en un movimiento de elevación y pivotado combinado acercándose a la herramienta superior y alejándose de ésta e igualmente acercándose a un dispositivo de apilado y alejándose de éste se orienta de vuelta hacia la herramienta superior. El movimiento de elevación y pivotado de la herramienta inferior se genera mediante un mecanismo de articulación de disco de levas y palanca acodada. La herramienta inferior debe por consiguiente empujarse verticalmente y al mismo tiempo hacerse pivotar alrededor de su propio eje longitudinal.
La combinación de mecánica de articulación de palanca acodada en conexión con un accionamiento de disco de levas, utilizada en la instalación de termoconformado conocida por el documento DE 33 46 628 A1, está diseñada de manera muy compleja. A este respecto, el accionamiento de disco de levas presenta ya como tal la desventaja sistemática de que con el mismo sólo pueden transmitirse fuerzas limitadas. Además, con un accionamiento de disco de levas no pueden implementarse frecuencias de paso elevadas. Además, los accionamientos de disco de levas tienden rápidamente al desgaste, de modo que deben someterse con frecuencia a mantenimiento, lo que aumenta de manera inaceptable los costes operacionales de una instalación de termoconformado de este tipo. Además, la instalación de termoconformado comentada aquí según el documento DE 33 46 628 A1, con su mecánica de articulación de palanca acodada compleja, presenta un módulo constructivo adicional que igualmente sólo permite, de manera condicionada por el sistema, frecuencias de paso reducidas.
Una desventaja adicional de esta instalación de termoconformado conocida consiste en que la operación de separación de los cuerpos conformados a los que se les ha dado forma, a partir de la lámina de plástico, tarda relativamente mucho tiempo y, a este respecto, se produce más bien por corte o incluso por aplastamiento, de modo que los cantos cortantes en cuestión de la herramienta de conformado de dos piezas se desgastan rápidamente. Esto aumenta a su vez el coste de mantenimiento, lo que influye por consiguiente de nuevo negativamente sobre los costes operacionales. Un aumento de la velocidad de separación, de tal manera que puedan alcanzarse por ejemplo velocidades de estampado, no es posible en la instalación de termoconformado comentada en el documento DE 33 46 628 A1, de manera condicionada por el sistema. Los elementos limitadores son en este caso los discos de levas, que además del movimiento total complejo de la herramienta inferior también deben generar su movimiento de elevación adicional para la separación de los cuerpos conformados a los que se les ha dado forma. Si se deseara aumentar la velocidad de separación, deberían diseñarse las secciones de leva del disco de levas, que controlan el movimiento de separación, esencialmente más cortas o configurar el segmento angular asociado a las mismas del disco de levas más pequeño, lo que conlleva sin embargo relaciones de accionamiento mecánico extremadamente desfavorables y por consiguiente un aumento no tolerable del esfuerzo sobre las piezas. Como consecuencia de esto, este tipo de discos de levas sometidos a esfuerzo deberían someterse permanentemente a mantenimiento o incluso sustituirse, lo que aumenta de nuevo de manera inaceptable los costes operacionales. Por consiguiente, los discos de levas del documento DE 33 46 628 A1 no sólo imponen una limitación superior a las frecuencias de paso que pueden lograrse, sino también a la velocidad de separación.
Por el documento EP 1 314 536 A1 publicado después de la fecha de solicitud de la presente invención, se conoce además un dispositivo para conformar y estampar recipientes a partir de una banda de lámina de plástico termoplástico. El dispositivo presenta en este caso una mesa superior dispuesta por encima de una banda de lámina que puede guiarse, así como una mesa inferior que puede hacerse pivotar y desplazarse en altura, dispuesta por debajo de la banda de lámina, estando configurada la mesa inferior de manera que puede... [Seguir leyendo]
Reivindicaciones:
1. Instalación (1) de termoconformado para la producción de cuerpos (114) conformados a partir de una lámina
(50) de plástico, tales como vasos, recipientes, tapas, envases para alimentos, o similares, con una estación de conformado que presenta una herramienta (20) de conformado de dos piezas,
presentando la herramienta (20) de conformado de dos piezas una mesa (28) de herramienta superior que puede fijarse de manera ajustable con una herramienta (30) superior con prelaminadores (92) montados de manera móvil en la misma y una mesa (32) de herramienta inferior móvil con una herramienta (34) inferior con cavidades (112),
guiándose la mesa (32) de herramienta inferior móvil por medio de un dispositivo (42) de guiado y pudiendo moverse mediante un primer dispositivo de accionamiento con respecto a la mesa (28) de herramienta superior acercándose a y alejándose de la misma,
caracterizada
porque el dispositivo (42) de guiado presenta una disposición (40) de carriles guía pivotable, por medio de la cual puede guiarse la mesa (32) de herramienta inferior en línea recta y puede hacerse pivotar junto con la misma,
presentando la disposición (40) de carriles guía pivotable del dispositivo (42) de guiado dos carriles
(38) guía pivotantes articulados a un bastidor (2) de la instalación (1) de termoconformado, entre los que está guiada de manera móvil la mesa (32) de herramienta inferior en línea recta acercándose a la mesa (28) de herramienta superior y alejándose de la misma (116),
porque el primer dispositivo de accionamiento está configurado para la mesa (32) de herramienta inferior como accionamiento (6) de cigüeñal,
estando articulada una sección (62) de árbol excéntrico del accionamiento (6) de cigüeñal por medio de una biela (58) a la mesa (32) de herramienta inferior,
porque el accionamiento (6) de cigüeñal de la mesa (32) de herramienta inferior está dispuesto en el lado alejado de la mesa (28) de herramienta superior de la mesa (32) de herramienta inferior dentro del bastidor (2) de la instalación (1) de termoconformado, de tal manera que el centro del eje de cigüeñal, el centro de su sección (62) de eje excéntrico en el punto de inversión superior, los puntos de articulación de los carriles (38) guía pivotantes y los puntos de articulación en la mesa (32) de herramienta inferior al alcanzar su punto de inversión superior, se encuentran sobre una recta común imaginaria,
porque la mesa (32) de herramienta inferior junto con su primer dispositivo de accionamiento puede elevarse dentro del dispositivo (42) de guiado que guía la misma en línea recta con una carrera predeterminada por medio de un segundo dispositivo de accionamiento para generar un movimiento (124, 126) de estampado, y
porque en la mesa (32) de herramienta inferior están dispuestos accionamientos (44) de expulsión para hacer subir y bajar elementos (56) de expulsión dispuestos de manera móvil en la herramienta (34) inferior.
2. Instalación (1) de termoconformado según la reivindicación 1, caracterizada porque la sección (62) de árbol excéntrico del accionamiento (6) de cigüeñal está articulada de manera centrada a la mesa (32) de herramienta inferior.
3. Instalación (1) de termoconformado según la reivindicación 1 ó 2, caracterizada porque la biela (58) presenta hacia la mesa (32) de herramienta inferior una sección transversal en forma de Y, de modo que ésta se ramifica en dos brazos (64) y con ello se engancha a través de dos puntos (46) separados entre sí a la mesa (32) de herramienta inferior.
4. Instalación (1) de termoconformado según una de las reivindicaciones 1 a 3, caracterizada porque el accionamiento (6) de cigüeñal presenta un servomotor (8) eléctrico.
5. Instalación (1) de termoconformado según la reivindicación 4, caracterizada porque el servomotor (8) eléctrico acciona el accionamiento (6) de cigüeñal por medio de una correa (10) dentada a través de poleas (12, 14).
6. Instalación (1) de termoconformado según una de las reivindicaciones 1 a 5, caracterizada porque la mesa (32) de herramienta inferior en una posición alejada de la mesa (28) de herramienta superior puede hacerse pivotar
(130) con la disposición (38) de carriles pivotable fuera del bastidor (2) de la instalación (1) de termoconformado y puede asociarse a un dispositivo (108) de apilado, de modo que la mesa (32) de herramienta inferior se dirige hacia el dispositivo (108) de apilado entonces opuesto y puede acercarse a y alejarse del mismo.
7. Instalación (1) de termoconformado según una de las reivindicaciones 1 a 6, caracterizada porque los accionamientos (44) de expulsión están dispuestos entre los dos brazos (64) de la biela (58) en forma de Y orientados hacia la mesa (32) de herramienta inferior.
8. Instalación (1) de termoconformado según una de las reivindicaciones 1 a 7, caracterizada porque el segundo dispositivo de accionamiento presenta, para generar la carrera de estampado, un cilindro (64) de elevación accionado hidráulicamente.
9. Instalación (1) de termoconformado según una de las reivindicaciones 1 a 8, caracterizada porque la carrera del segundo dispositivo de accionamiento asciende a aproximadamente de 3 mm a 10 mm.
10. Instalación (1) de termoconformado según una de las reivindicaciones 1 a 8, caracterizada porque la carrera del segundo dispositivo de accionamiento asciende a aproximadamente de 5 mm a 8 mm.
11. Instalación (1) de termoconformado según una de las reivindicaciones 1 a 8, caracterizada porque la carrera del segundo dispositivo de accionamiento asciende a aproximadamente de 1,1 veces a 1,3 veces el espesor de la lámina de plástico.
12. Procedimiento para la producción de cuerpos (114) conformados a partir de una lámina (50) de plástico, tales como vasos, recipientes, tapas, envases para alimentos, o similares, con las siguientes etapas:
- proporcionar una instalación (1) de termoconformado según el preámbulo de la reivindicación 1,
- alimentar la lámina (50) de plástico a la herramienta (20) de conformado,
- tensar la lámina (50) de plástico,
- cerrar la herramienta (20) de conformado guiando la mesa (32) de herramienta inferior móvil por medio del dispositivo (42) de guiado así como accionando la misma por medio del dispositivo de accionamiento, de tal manera que ésta, con respecto a la mesa (28) de herramienta superior, se acerca a la misma,
- accionándose (118) la mesa (32) de herramienta inferior por medio de un dispositivo de accionamiento configurado como accionamiento (6) de cigüeñal,
- producir los cuerpos (114) conformados con la herramienta (20) de conformado cerrada,
- elevándose y bajándose de nuevo la mesa (32) de herramienta inferior con su dispositivo de accionamiento dentro del dispositivo (42) de guiado que guía la misma en línea recta por medio de un segundo dispositivo de accionamiento, para generar un movimiento (124, 126) de estampado con una carrera de estampado predeterminada,
- abrir la herramienta (20) de conformado guiando la mesa (32) de herramienta inferior móvil por medio del dispositivo (42) de guiado así como accionando la misma por medio del dispositivo de accionamiento, de tal manera que ésta, con respecto a la mesa (28) de herramienta superior, se aleja de la misma, y
- expulsar los cuerpos (114) conformados dado el caso a un dispositivo (108) de apilado,
- guiándose (116) en línea recta la mesa (32) de herramienta inferior por medio de una disposición (40) de carriles guía pivotable para cerrar y abrir la herramienta (20) de conformado y haciéndose pivotar (130) junto con ésta para expulsar los cuerpos (114) conformados.
13. Procedimiento según la reivindicación 12, caracterizado porque la mesa (32) de herramienta inferior en una posición alejada de la mesa (28) de herramienta superior con la disposición (40) de carriles pivotable se hace pivotar (130) fuera del bastidor (2) de la instalación (1) de termoconformado y se asocia a un dispositivo (108) de apilado, de modo que la mesa (32) de herramienta inferior se dirige hacia el dispositivo (108) de apilado entonces opuesto y puede acercarse a y alejarse del mismo.
Patentes similares o relacionadas:
Equipo de elevación para una máquina de envasado, del 7 de Septiembre de 2016, de MULTIVAC SEPP HAGGENMULLER GMBH & CO. KG: Equipo de elevación para una estación de trabajo de una máquina de envasado, que comprende un bastidor y dos árboles de accionamiento dispuestos en paralelo uno […]
Máquina de envasado por embutición profunda con equipo de elevación y un procedimiento, del 8 de Junio de 2016, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda con una estación de corte y un equipo de elevación para la estación de corte , […]
 Máquina de envasado por embutición profunda con equipo de elevación y procedimiento, del 16 de Marzo de 2016, de MULTIVAC SEPP HAGGENMULLER GMBH & CO. KG: Máquina de envasado por embutición profunda con un equipo de elevación para una estación de trabajo , comprendiendo el equipo de elevación un armazón […]
Máquina de envasado por embutición profunda con equipo de elevación y procedimiento, del 16 de Marzo de 2016, de MULTIVAC SEPP HAGGENMULLER GMBH & CO. KG: Máquina de envasado por embutición profunda con un equipo de elevación para una estación de trabajo , comprendiendo el equipo de elevación un armazón […]
Instalación de termoconformado para la producción de cuerpos moldeados a partir de una lámina de plástico, así como procedimiento para su producción, del 17 de Octubre de 2012, de KUHNE ANLAGENBAU GMBH: Instalación de termoconformado para la producción de cuerpos moldeados a partir de una lámina de plástico, tales como vasos, recipientes, tapas, envases […]
INSTALACIÓN DE TERMOCONFORMADO PARA LA PRODUCCIÓN DE CUERPOS MOLDEADOS A PARTIR DE UNA LÁMINA DE PLÁSTICO, ASÍ COMO PROCEDIMIENTO PARA SU PRODUCCIÓN, del 3 de Noviembre de 2011, de KUHNE ANLAGENBAU GMBH: Instalación de termoconformado para la producción de cuerpos moldeados a partir de una lámina de plástico, tales como vasos, recipientes, […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE EMBALAJES SIN CALENTAR LA LAMINA., del 1 de Abril de 2004, de ROHRER AG: Procedimiento para la conformación en frío de una hoja para la fabricación de un embalaje, que comprende las siguientes etapas a) posicionamiento […]
REMOLQUE DESTINADO A SER ACOPLADO A UN VEHICULO., del 16 de Marzo de 2004, de PEDERSEN, JOHN: Remolque o caravana acoplable a un vehículo tractor, y que comprende una superestructura que consta de al menos una superficie soporte y se coloca […]
Máquina de cierre de bandejas, del 11 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de cierre de bandejas con un dispositivo de control , una estación de sellado , que comprende una parte superior de la herramienta […]