INSTALACIÓN DE MOLDEO ROTATIVO.
Instalación de moldeo rotativo que comprende al menos un horno de sinterización,
una cámara de refrigeración, una estación de desmoldeo y un dispositivo de carga que es giratorio alrededor de un eje vertical y presenta al menos un brazo radialmente sobresaliente con un accionamiento de giro que lleva un bastidor de moldeo provisto de moldes y mantiene a este último en movimiento giratorio, estando dispuestos en forma de círculo el horno de sinterización, la cámara de refrigeración y la estación de desmoldeo y estando dispuesto el dispositivo de carga en el centro del círculo, caracterizada porque el dispositivo de carga es un manipulador (30) con un brazo radialmente desplazable y regulable en altura, en cuyo extremo libre (34a) está previsto un acoplamiento para establecer una unión soltable con el bastidor de moldeo (40), porque el horno de sinterización (10) y la cámara de refrigeración (50, 60) reciben unos primeros dispositivos de giro con dispositivos de sujeción (15 a 19; 53; 63) para los bastidores de moldeo (40), porque el horno de sinterización (10) puede ser hecho girar a motor por medio de un segundo dispositivo de giro (12 a 14) alrededor de un eje (B-B) que discurre transversalmente al eje (C-C) del primer dispositivo de giro (15 a 19), y porque en el horno de sinterización (10) y en la cámara de refrigeración (50, 60) están previstas unas puertas (11; 51; 61) que pueden cerrarse después de introducir el bastidor de moldeo (40) y retraer el brazo (34) del manipulador
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09000758.
Solicitante: ERNST REINHARDT GMBH.
Nacionalidad solicitante: Alemania.
Dirección: GUTERBAHNHOFSTRASSE 1 78048 VILLINGEN-SCHWENNINGEN ALEMANIA.
Inventor/es: REINHARDT, EUGEN.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Enero de 2009.
Clasificación Internacional de Patentes:
- B29C31/00M
- B29C33/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › móviles, p. ej. hacia, o desde el puesto de moldeo.
- B29C41/06 B29C […] › B29C 41/00 Conformación por revestimiento de un molde, núcleo u otro soporte, es decir, depositando material para moldear y desmoldear el objeto formado; Aparatos a este efecto (con presión de compactado B29C 43/00). › alrededor de dos o más ejes.
- B29C41/34 B29C 41/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención concierne a una instalación de moldeo rotativo con los grupos constructivos indicados en el preámbulo de la reivindicación 1.
Tales instalaciones sirven para la fabricación de cuerpos huecos de plástico en moldes huecos 5 soportados por un batidor de moldeo. Durante el proceso de fabricación se llenan los moldes huecos con polvo de plástico o polvo sinterizable y se les calienta en el horno de sinterización bajo un lento movimiento de giro del bastidor de moldeo. Después de la fusión y la distribución homogénea del polvo en el molde hueco se lleva el bastidor de moldeo a una cámara de refrigeración en la que se enfría el molde hueco, igualmente bajo giro del bastidor de moldeo. A continuación, se abre el molde en una estación de desmoldeo para extraer el 10 cuerpo hueco de plástico.
La invención parte de una instalación de moldeo rotativo conocida por el documento GB-A-1 334 331. Esta instalación presenta grupos constructivos dispuestos en forma circular, a saber, un horno de sinterización, una cámara de refrigeración, una estación de desmoldeo y un dispositivo de carga con cuatro brazos radialmente sobresalientes, dispuesto en el centro del círculo y giratorio alrededor de un eje vertical. 15 Estos brazos están equipados con un accionamiento de giro y llevan en sus extremos los portamoldes. Éstos se mantienen en movimiento de giro durante el proceso de fabricación, es decir, tanto durante el proceso de sinterización en el horno de sinterización como durante la refrigeración en las cámaras de refrigeración. Para introducir los bastidores de moldeo con los moldes huecos en el horno de sinterización o en las cámaras de refrigeración, estos últimos pueden ser trasladados en dirección radial. Dado que los bastidores de moldeo 20 con los moldes huecos están unidos con los brazos del dispositivo de carga durante el proceso de fusión o el proceso de refrigeración, el horno de sinterización o la cámara de refrigeración permanecen siempre abiertos, lo que conduce a altas pérdidas de energía. Además, dado que los cuatro brazos están fijamente montados en el dispositivo de carga, la cadencia de trabajo de la instalación de moldeo rotativo se ajusta al proceso más lento en el horno de sinterización o en la cámara de refrigeración. 25
La presente invención se basa en el problema de configurar la instalación de moldeo rotativo conocida de modo que se eviten estos inconvenientes.
Este problema se resuelve constructivamente partiendo de la instalación de moldeo rotativo conocida por el documento GB-A-1 334 331 con las características identificadas según la reivindicación 1.
Según esta propuesta, el horno de sinterización, las cámaras de refrigeración y la estación de 30 desmoldeo están concebidos de modo que los bastidores de moldeo llevados por un manipulador puedan ser desacoplados de éste después de su introducción en las estaciones citadas, tras lo cual se pueden cerrar con puertas el horno de sinterización y la cámara de refrigeración. El manipulador, el horno de sinterización y las cámaras de refrigeración presentan un dispositivo de giro propio que puede unirse con el bastidor de moldeo. En esta construcción se puede ajustar individualmente la duración de permanencia de los bastidores de 35 moldeo en las distintas estaciones, de modo que, en caso necesario, un bastidor de moldeo puede ser adelantado por otro bastidor de moldeo durante el proceso de fabricación, con lo que es posible un régimen de trabajo óptimo de la instalación de moldeo rotativo. Otra ventaja es que no resultan térmicamente cargados los motores de accionamiento y los mecanismos de accionamiento tales como ruedas dentadas, cadenas de accionamiento con sus cojinetes para los dispositivos de giro, ya que éstos están dispuestos en el 40 manipulador o fuera de las cámaras de calentamiento o de refrigeración.
Dado que el bastidor de moldeo se mantiene en movimiento de giro durante la transferencia del horno de sinterización directamente calentado a una de las dos cámaras de refrigeración por medio del dispositivo de giro previsto en el manipulador, se evita el colapsamiento del producto en el molde hueco.
La propuesta de emplear un manipulador solamente para fines de introducción en el horno de 45 sinterización, en la cámara de refrigeración y en la estación de desmoldeo, pero equipar estos últimos con dispositivos de giro propios a los que se acoplen los portamoldes, de modo que la cámara de calentamiento y la cámara de refrigeración puedan cerrarse con puertas durante el proceso de tratamiento, es conocida en principio por el documento EP 0 855 258 B1.
La instalación descrita en este documento, en la que el horno de sinterización ha de ser puesto en 50 movimiento de giro alrededor de un eje horizontal para homogeneizar el material de partida y en la que, para cargar la cámara de calentamiento o las cámaras de refrigeración, el manipulador tiene que ser trasladado hasta quedar debajo de éstas, es poco adecuada por motivos de espacio para moldes huecos de mayores dimensiones, especialmente moldes huecos largos. Otra instalación con manipuladores giratorios es conocida por el documento GB 2 171 047. 55
Por este motivo, se propone con la presente invención transferir la configuración conocida por el documento EP 0 855 258 B1 a la instalación descrita en el documento GB 1 334 331, lo que conduce a la nueva construcción del manipulador caracterizada en detalle con las reivindicaciones 1 a 3.
Con la propuesta según la reivindicación 4, el manipulador con su columna vertical giratoria puede
estar dispuesto sobre un carro trasladable sobre carriles en dirección longitudinal, de modo que por medio de él se puedan cargar con bastidores de moldeo hornos de sinterización y/o cámaras de refrigeración dispuestos a ambos lados de la vía, así como una estación de desmoldeo dispuesta en la cabecera de la vía. Se puede incrementar así sensiblemente el rendimiento de la instalación de moldeo rotativo y, por tanto, su rentabilidad. 5
Configuraciones constructivas de hornos de sinterización y cámaras de refrigeración son objeto de las reivindicaciones 5 a 7.
Según la propuesta conforme a las reivindicaciones 8 y 9, la estación de desmoldeo está configurada de modo que sea posible el desmoldeo por medio del mismo manipulador.
El objeto de la invención se explica a continuación con detalle ayudándose de ejemplos de 10 realización que están representados esquemáticamente en los dibujos. Muestran en los dibujos:
La figura 1, una instalación de moldeo rotativo según la invención con arreglo de un primer ejemplo de realización, en vista en planta,
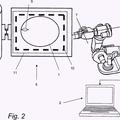
La figura 2, una instalación de moldeo rotativo según la figura 1 en un alzado lateral parcialmente seccionado, 15
La figura 3, un horno de sinterización de la instalación de moldeo rotativo según la invención en un alzado frontal parcialmente seccionado,
La figura 4, un horno de sinterización según la figura 3 en representación ampliada,
La figura 5, un horno de sinterización según la figura 4 en un alzado frontal parcialmente seccionado,
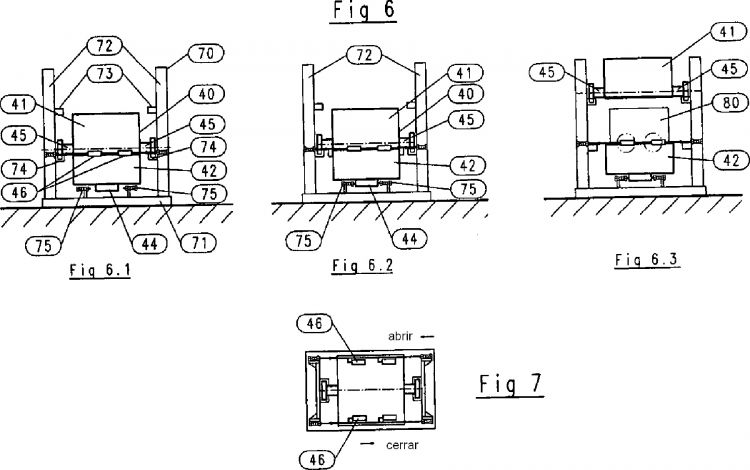
La figura 6, un alzado frontal de la estación de moldeo en las posiciones siguientes: 20
Figura 6.1, portamoldes inserto en la estación de desmoldeo,
Figura 6.2, representación según la figura 6.1 con la mitad de molde inferior bloqueada,
Figura 6.3, representación según la figura 6.2 con la mitad de molde levantada,
La figura 7, una vista en planta de la estación de desmoldeo según la figura 6,
La figura 8, una instalación de moldeo rotativo según la invención conforme a un segundo ejemplo 25 de realización, en vista en planta,
La figura 9, una instalación de moldeo rotativo según la figura 8 en una representación parcialmente seccionada,
La figura 10, un detalle ampliado X de la figura 9,
La figura 11, una instalación de moldeo rotativo según la invención conforme a un tercer ejemplo de 30 realización, en vista en planta, y
La figura 12, un alzado frontal parcialmente seccionado de los dos hornos de sinterización yuxtapuestos según la figura 11.
Siempre que no se indique otra cosa, símbolos de referencia iguales en las figuras designan piezas iguales. 35
Con las figuras 1 a 3 se ilustra...
Reivindicaciones:
1. Instalación de moldeo rotativo que comprende al menos un horno de sinterización, una cámara de refrigeración, una estación de desmoldeo y un dispositivo de carga que es giratorio alrededor de un eje vertical y presenta al menos un brazo radialmente sobresaliente con un accionamiento de giro que lleva un bastidor de moldeo provisto de moldes y mantiene a este último en movimiento giratorio, estando dispuestos 5 en forma de círculo el horno de sinterización, la cámara de refrigeración y la estación de desmoldeo y estando dispuesto el dispositivo de carga en el centro del círculo, caracterizada porque el dispositivo de carga es un manipulador (30) con un brazo radialmente desplazable y regulable en altura, en cuyo extremo libre (34a) está previsto un acoplamiento para establecer una unión soltable con el bastidor de moldeo (40), porque el horno de sinterización (10) y la cámara de refrigeración (50, 60) reciben unos primeros dispositivos de giro con 10 dispositivos de sujeción (15 a 19; 53; 63) para los bastidores de moldeo (40), porque el horno de sinterización (10) puede ser hecho girar a motor por medio de un segundo dispositivo de giro (12 a 14) alrededor de un eje (B-B) que discurre transversalmente al eje (C-C) del primer dispositivo de giro (15 a 19), y porque en el horno de sinterización (10) y en la cámara de refrigeración (50, 60) están previstas unas puertas (11; 51; 61) que pueden cerrarse después de introducir el bastidor de moldeo (40) y retraer el brazo (34) del manipulador. 15
2. Instalación de moldeo rotativo según la reivindicación 1, caracterizada porque el manipulador (30) presenta un montante vertical (33) en el que están previstos dos brazos (34) colocados paralelamente uno a otro, y porque el bastidor de moldeo (40) presenta a ambos lados de los ejes (45) unos medios para acoplar los brazos (34) a cierta distancia de los alojamientos de acoplamiento (34a) previstos en los brazos (34).
3. Instalación de moldeo rotativo según las reivindicaciones 1 ó 2, caracterizada porque el montante 20 vertical (33) del manipulador (31) presenta columnas verticales dispuestas sobre un plato giratorio (32), en las cuales está dispuesto un carro elevador con brazos (34) radialmente extensibles, acoplados uno con otro y preferiblemente configurados como cremalleras.
4. Instalación de moldeo rotativo según las reivindicaciones 1, 2 ó 3, caracterizada porque el manipulador (30) está dispuesto sobre una carcasa (31) con rodillos de traslación (37) que puede desplazarse 25 sobre carriles (38) en dirección longitudinal, y porque a ambos lados de la vía (38) están previstos al menos dos respectivos hornos de sinterización (10, 10') o dos respectivas cámaras de refrigeración (50, 60) y en la cabecera de la vía (38) está prevista la estación de desmoldeo (70).
5. Instalación de moldeo rotativo según cualquiera de las reivindicaciones 1 a 4, caracterizada porque las puertas del horno de sinterización (10) y de las cámaras de refrigeración (50, 60) están constituidas 30 cada una de ellas por dos hojas (11; 51; 61) desplazables paralelamente al eje de giro (A-A) del manipulador (30).
6. Instalación de moldeo rotativo según cualquiera de las reivindicaciones 1 a 5, caracterizada porque el horno de sinterización (10) posee una cámara giratoria con discos de accionamiento (12) dispuestos perpendicularmente al eje de giro (B-B) y paralelamente uno a otro, los cuales están montados sobre unos 35 rodillos de soporte estacionarios (13), de los cuales al menos uno es accionado por un motor (14).
7. Instalación de moldeo rotativo según la reivindicación 6, caracterizada porque la cámara giratoria del horno de sinterización (10) lleva asociado un dispositivo de calentamiento y ventilación estacionario (20) cuya salida desemboca en la cámara, por el lado opuesto a la puerta de la cámara, a través de una junta, preferiblemente una junta de láminas, que es hermética a los gases y permite el giro de la cámara. 40
8. Instalación de moldeo rotativo según cualquiera de las reivindicaciones 1 a 7, caracterizada porque la estación de desmoldeo (70) presenta dos soportes (73) dispuestos a distancia de los ejes (45) del bastidor de moldeo (40), en los cuales se puede colocar el bastidor de moldeo (40) con sus ejes (45) de ambos lados después de la separación del molde (41, 42) de dos partes portado por el bastidor de moldeo (40) y de la elevación del mismo por medio de los brazos (34) del manipulador. 45
9. Instalación de moldeo rotativo según la reivindicación 8, caracterizada porque la estación de desmoldeo (70) presenta un dispositivo (75) para inmovilizar una mitad (41) del molde antes de la elevación de la otra mitad (42) del molde.
Patentes similares o relacionadas:
MÁQUINA DE MOLDEO POR ROTACIÓN, del 9 de Abril de 2020, de ARCINIEGA VÁZQUEZ, Eduardo: Máquina de moldeo por rotación formada por un cilindro que es hueco en su interior. El cilindro posee al menos dos orificios equidistantes dispuestos en su circunferencia […]
 Dispositivo para el moldeo rotacional de material plástico, del 28 de Septiembre de 2016, de AMS Belgium: Dispositivo para moldeo rotacional para la producción de un objeto fabricado de un material que contiene una materia prima curable, donde […]
Dispositivo para el moldeo rotacional de material plástico, del 28 de Septiembre de 2016, de AMS Belgium: Dispositivo para moldeo rotacional para la producción de un objeto fabricado de un material que contiene una materia prima curable, donde […]
 MATERIAL POLIMERICO DE PRENDAS DE VESTIR, del 5 de Mayo de 2010, de JOHN WARD CEYLON (PRIVATE) LIMITED: Una prenda de vestir o material de prendas de vestir que comprende un sustrato y una capa de material polimérico de espuma coagulado poroso, […]
MATERIAL POLIMERICO DE PRENDAS DE VESTIR, del 5 de Mayo de 2010, de JOHN WARD CEYLON (PRIVATE) LIMITED: Una prenda de vestir o material de prendas de vestir que comprende un sustrato y una capa de material polimérico de espuma coagulado poroso, […]
DISPOSITIVO PARA LA CONSTRUCCION DE MODELOS CAPA A CAPA., del 16 de Abril de 2006, de GENERIS GMBH: Dispositivo de construcción de modelos capa a capa, que presenta un bastidor, una plataforma de piezas de trabajo regulable en altura y recambiable, […]
APARATO PARA EL MOLDEO GIRATORIO DE MATERIALES PLASTICOS., del 1 de Julio de 2003, de PLASTOP S.A.S BOLOGNESI, RICCARDO: Un aparato para el moldeo giratorio de materiales plásticos, constituido una estructura de carrusel para sostener moldes, en la cual los moldes ocupan el correspondiente […]
METODO PARA PRODUCIR UN CUERPO CONFORMADO., del 16 de Enero de 2003, de VAN DER GEEST, ADRIANUS FRANCISCUS: Método para producir un cuerpo conformado, cuyo método consta de los pasos siguientes: 1) aplicación de una capa de material pulverulento a una superficie, 2) […]
 METODO DE FABRICACION DE UNA PELOTA DE JUGUETE, del 1 de Noviembre de 2008, de LIN, CHIA-YEN: Método de fabricación de una pelota de juguete, compuesto por los siguientes pasos: (a) elaboración de un molde superior y de un molde inferior […]
METODO DE FABRICACION DE UNA PELOTA DE JUGUETE, del 1 de Noviembre de 2008, de LIN, CHIA-YEN: Método de fabricación de una pelota de juguete, compuesto por los siguientes pasos: (a) elaboración de un molde superior y de un molde inferior […]
PROCESO DE FABRICACIÓN DE TANQUES HERMÉTICOS PLÁSTICOS SUSPENDIDOS, del 24 de Octubre de 2019, de ACTIVE FINANCIAL, S.A. DE C.V: Esta invención se refiere a un proceso industrial de moldeado de polímeros por medio del cual se obtienen depósitos plásticos suspendidos, es decir, depósitos con […]