INSTALACIÓN DE EMBALAJE CON FUNDA DOTADA DE UN MECANISMO PARA LA PRODUCCIÓN DE PLIEGUES LATERALES.
Procedimiento para embalar objetos, especialmente pilas de artículos paletizadas,
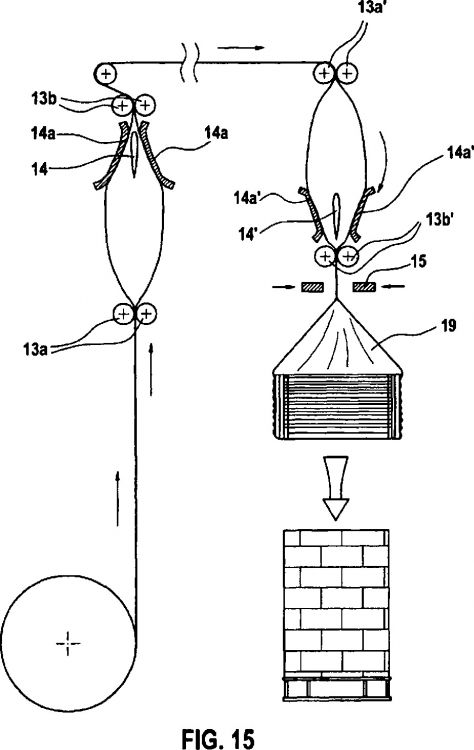
con una funda de película, que comprende los pasos siguientes: retirar de una reserva una longitud de un tubo flexible plano constituido por dos bandas de una película enteriza plegadas cada una de ellas por el lado exterior y dispuestas así de plano y directamente una sobre otra en toda su anchura, abrir el extremo más delantero del tubo flexible, visto en la dirección de retirada, cerrar al menos parcialmente la longitud del tubo flexible retirada de la reserva de película, en sentido sustancialmente transversal a la dirección de retirada, en un sitio de cierre situado lejos del extremo más delantero del tubo flexible, cortar el tubo flexible para separarlo de la reserva restante de tubo flexible en un sitio situado delante del sitio de cierre, visto en la dirección de retirada, calar el tubo flexible sobre los objetos que se deben embalar, de preferencia arrizando previamente la funda o el tramo de tubo flexible, que la forma sustancialmente más tarde, sobre un mecanismo de arrizado, plegándose el tubo flexible plano hacia adentro en forma de V desde sus lados exteriores después de retirarlo definitivamente de su reversa y antes de cerrarlo de tal manera que las dos bandas de película (A, B), en la zona de los lados exteriores del tubo flexible y a la altura del sitio de cierre, ya no estén situadas directamente una sobre otra durante la operación de cierre, sino que lo estén con inclusión de un pliegue de película de forma de V que se extiende con la punta del pliegue hacia el centro (M) del tubo flexible, y efectuándose la operación de cierre de tal manera que los pliegues de forma de V y las zonas de las bandas de película que los rodean directamente se inmovilicen unos con relación a otras en la zona de cierre, caracterizado porque se emplea un dispositivo según cualquiera de las reivindicaciones 7 a 10 para la realización del procedimiento
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/012493.
Solicitante: LACHENMEIER A/S.
Nacionalidad solicitante: Dinamarca.
Dirección: FYNSGADE 6-10 6400 SONDERBORG DINAMARCA.
Inventor/es: LACHENMEIER PER, RASZTAR,KARL MAGNUS.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Diciembre de 2006.
Fecha Concesión Europea: 4 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B65B9/13B
Clasificación PCT:
- B65B9/13 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › siendo suministradas las bandas tubulares preformadas en forma aplanada.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Instalación de embalaje con funda dotada de un mecanismo para la producción de pliegues laterales.
La invención concierne a un procedimiento y a un dispositivo para embalar una pila de artículos según el preámbulo de la reivindicación 1 (procedimiento) y de la reivindicación 7 (dispositivo).
Las instalaciones de embalaje de la clase genérica expuesta trabajan según el llamado procedimiento de contracción de una funda o según el llamado procedimiento de estiramiento de una funda. En ambos casos, se cala una funda de película sobre los objetos que se deben embalar (en general desde arriba). En el caso de un procedimiento de contracción de la funda se hace que se contraiga seguidamente la funda de película por medio de la acción del calor. Esta funda se contrae así y mantiene con ello unida la pila de artículos. En el caso del procedimiento de estiramiento de la funda se expande elásticamente la funda, en dirección horizontal y/o en dirección vertical, antes y eventualmente durante el calado. Por este motivo, la funda se aplica bajo pretensado a la pila de artículos a embalar y la mantiene así unida.
Un dispositivo que trabaja según el llamado procedimiento de contracción de una funda es conocido, por ejemplo, por el documento DE 32 42 677 C2. La instalación conocida está equipada con un bastidor de contracción horizontal que se puede mover verticalmente a lo largo de un montante. El bastidor de contracción está configurado de tal manera que con él pueda embalarse una pila de artículos aproximadamente en forma de cajón o de paralelepípedo. La película posee la forma de un tubo flexible y proviene de un rollo de reserva sin fin dispuesto en el lado trasero del dispositivo. El tubo flexible es conducido desde allí hacia arriba sobre rodillos o carriles de deslizamiento a través del dispositivo e introducido en una consola que termina por encima del bastidor de contracción. En la consola están previstos generalmente unos mecanismos para cortar y soldar el tubo flexible consigo mismo. En general, la consola comprende también un par de rodillos mediante los cuales se controla la alimentación de película a la máquina, a cuyo fin los rodillos prefijan la velocidad de retirada con la que el tubo flexible es retirado de su rollo de reserva. El dispositivo comprende ventosas para abrir el tubo flexible. Si se debe abrir el tubo flexible inmediato siguiente, se aproximan entonces las ventosas a la película del tubo flexible. Los dos tramos de película superpuestos son succionados y abiertos así por la respectiva ventosa asociada a ellos. La funda de película es entonces soldada por arriba y cortada, y seguidamente es arrastrada sobre la pila de artículos o bien es calada ahora completamente sobre la pila de artículos. A continuación, se efectúa la contracción de la película.
El tubo flexible de película empleado en esta instalación para fabricar las fundas de embalaje consiste también en un tubo flexible de pliegues laterales prefabricado por el fabricante de la película y arrollado después formando un rollo de reserva, es decir que consiste en un tubo flexible plegado de plano que en su estado plegado posee pliegues en forma de V a lo largo de sus dos lados, de tal manera que en la zona de los lados exteriores del tubo flexible las dos bandas de película que forman las superficies principales del tubo flexible de película no están situadas una sobre otra directamente, sino con inclusión en cada caso de un pliegue de película de forma de V que se extiende con la punta del pliegue hacia el centro del tubo flexible.
Los tubos flexibles de pliegues laterales son relativamente caros debido a su pretratamiento especial en el fabricante de la película. Además, los tubos flexibles de pliegues laterales se aplican sobre el rollo de reserva con un espesor relativamente grande, de modo que en un rollo de reserva con un diámetro máximo prefijado por la máquina se puede alojar solamente un menor número de metros lineales (aproximadamente un 50%) de un tubo flexible de pliegues laterales, en comparación con el número de metros lineales que se acomodan en un rollo de reserva de esta clase cuando se arrolla un tubo flexible plano. Esto es, un tubo flexible plano que consta de dos bandas de película unidas una tras otra en una sola pieza, que están plegadas una vez en 180 grados únicamente en sus cantos y que se superponen así de plano en toda su anchura.
Por tanto, se conocen también máquinas que, en lugar de los tubos flexibles de pliegues laterales terminados de confeccionar previamente, manipulan los llamados tubos flexibles planos. Siempre que no se tomen medidas especiales, se plantea en la transformación de tubos planos en fundas de película el problema de que, después del calado de la funda de película sobre la pila de artículos a embalar, se proyectan hacia afuera en su lado superior dos tramos de la funda en forma de picos. Este problema de la formación de picos se ilustra gráficamente en el documento WO 02/068268 A1 en la figura 1. Se le conoce ya desde hace 40 años; véase, por ejemplo, la antigua publicación de patente alemana DE 15 86 456.
Estos tramos de funda sobresalientes a manera de picos son ópticamente antiestéticos. Perjudican también el resultado del embalaje en el aspecto técnico. Los tramos de funda a manera de picos se atascan o dañan fácilmente a causa de su proyección saliente durante la manipulación de la carga condicionada por el transporte (por ejemplo, para apilar cargas individuales una sobre otra). Se perjudica así la protección del embalaje frente a la humedad. Si se realiza una funda de esta clase como funda de película contráctil, puede ocurrir que los picos sobresalientes se reblandezcan en muy amplio grado en el transcurso del calentamiento realizado para fines de contracción. En ciertas circunstancias, a causa de su proyección sobresaliente, incluso se aproximan demasiado a la fuente de calor utilizada para la contracción y se sobrecalientan. Sea como sea, se contraen al menos sobre sí mismos y, en estado pastoso pegajoso, entran en contacto con zonas de película circundantes. En ciertas circunstancias, se fusionan entonces varias capas de película una con otra. Allí donde se han fusionado capas de película diferentes una con otra, la capa de película más gruesa así resultante desarrolla fuerzas extremas de contracción. Puede suceder entonces que la película se adelgace en la zona de transición entre la capa regular y las capas pegadas una con otra, es decir que presente allí en el extremo un lugar de adelgazamiento local y se rasgue en algún momento bajo la influencia de las fuerzas originadas por el transporte.
Se presentan también inconvenientes cuando se emplee una funda de esta clase como funda de película estirable. En efecto, la película se puede aflojar inadmisiblemente, en ciertas circunstancias, en la zona de los picos.
Para evitar los picos perturbadores de la funda de película, el documento WO 02/068268 A1 propone "tratar adicionalmente" la carga ya embalada. A este fin, se deberán introducir los picos inicialmente sobresalientes por medio de elementos de inserción especiales entre la carga y la película regularmente aplicada. Esta inserción requiere un movimiento relativamente "largo en su carrera" y consume un valioso tiempo de cadencia. Por tanto, se reduce la velocidad de trabajo de la instalación. Además, esta inserción representa una fuente de posibles perturbaciones, sobre todo a altas frecuencias de cadencia. Esto por que el (rápido) ensanchamiento de un tramo de película y el enchufado de otro tramo de película han de tener lugar mientras la película está ya calada sobre la carga y, por tanto, se encuentra más o menos tensada. Por consiguiente, existe un riesgo no despreciable de que la película se rasgue en la zona ensanchada. Sin embargo, las roturas de la película han de evitarse en la medida de lo posible. En efecto, éstas conducen, en ciertas circunstancias, a que la instalación se averíe y se desconecte.
Se desprenden del documento JP 53-65191 un procedimiento y un dispositivo según los preámbulos de las reivindicaciones 1 y 7, en los que se desenrolla una película de un rollo de película y a continuación se la ensancha. Se pliega después la película lateralmente hacia adentro y se la suelda en sitios de cierre. En este estado, se cala la película sobre una pila de artículos, cortándose la película después del calado por encima del sitio de cierre.
En vista de esto, el problema de la invención consiste en indicar un procedimiento de embalaje y crear una instalación de embalaje,...
Reivindicaciones:
1. Procedimiento para embalar objetos, especialmente pilas de artículos paletizadas, con una funda de película, que comprende los pasos siguientes:
retirar de una reserva una longitud de un tubo flexible plano constituido por dos bandas de una película enteriza plegadas cada una de ellas por el lado exterior y dispuestas así de plano y directamente una sobre otra en toda su anchura,
abrir el extremo más delantero del tubo flexible, visto en la dirección de retirada,
cerrar al menos parcialmente la longitud del tubo flexible retirada de la reserva de película, en sentido sustancialmente transversal a la dirección de retirada, en un sitio de cierre situado lejos del extremo más delantero del tubo flexible,
cortar el tubo flexible para separarlo de la reserva restante de tubo flexible en un sitio situado delante del sitio de cierre, visto en la dirección de retirada,
calar el tubo flexible sobre los objetos que se deben embalar, de preferencia arrizando previamente la funda o el tramo de tubo flexible, que la forma sustancialmente más tarde, sobre un mecanismo de arrizado,
plegándose el tubo flexible plano hacia adentro en forma de V desde sus lados exteriores después de retirarlo definitivamente de su reversa y antes de cerrarlo de tal manera que las dos bandas de película (A, B), en la zona de los lados exteriores del tubo flexible y a la altura del sitio de cierre, ya no estén situadas directamente una sobre otra durante la operación de cierre, sino que lo estén con inclusión de un pliegue de película de forma de V que se extiende con la punta del pliegue hacia el centro (M) del tubo flexible,
y efectuándose la operación de cierre de tal manera que los pliegues de forma de V y las zonas de las bandas de película que los rodean directamente se inmovilicen unos con relación a otras en la zona de cierre,
caracterizado porque se emplea un dispositivo según cualquiera de las reivindicaciones 7 a 10 para la realización del procedimiento.
2. Procedimiento según la reivindicación 1, caracterizado porque se abre la sección transversal del tubo flexible con miras a la producción del pliegue de forma de V y luego se conduce desde dos lados opuestos (C, D) un tramo de la película que limita la sección transversal del tubo flexible para llevarlo localmente hacia adentro y hacia el centro (M) de la sección transversal del tubo flexible, tras lo cual se cierra de nuevo sustancialmente la sección transversal del tubo flexible.
3. Procedimiento según la reivindicación 2, caracterizado porque se abre el tubo flexible antes del plegado hacia adentro en el sitio del plegado posterior hacia adentro de modo que forme allí una sección transversal del tubo flexible aproximadamente cuadrangular, tras lo cual se conduce la película en forma de V hacia el centro (M) del tubo flexible, por medio de los órganos de plegado (14), en dos lados opuestos de dicha sección transversal del tubo flexible y se reduce entonces la sección transversal del tubo flexible, de modo que los lados (C, D) que se conducen hacia adentro se colocan cada uno de ellos como un pliegue de forma de V, que mira con su punta hacia el centro de la sección transversal del tubo flexible, entre los otros dos lados (A, B) que forman la sección transversal del tubo flexible.
4. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque se reduce la sección transversal del tubo flexible moviendo uno hacia otro los lados (A, B) de la sección transversal del tubo flexible que no son conducidos hacia adentro para producir un pliegue de forma de V.
5. Procedimiento según la reivindicación 4, caracterizado porque se mantienen sustancialmente constantes las longitudes de los lados (A, B) de la sección transversal del tubo flexible que se mueven uno hacia otro.
6. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque se ajusta el tamaño de los dos pliegues de forma de V de tal manera que la longitud de los dos lados (A, B) de la sección transversal del tubo flexible que se mueven uno hacia otro al producir el pliegue de forma de V sea correspondientemente elegida al comienzo de la producción del pliegue.
7. Dispositivo para embalar objetos, en particular pilas de artículos paletizadas, con una funda de película, que comprende medios (13; 13a; 13b) para retirar y alimentar desde una reserva un tubo flexible plano de película de embalaje, un mecanismo de agarre (2, 4) formado por pinzas para película destinado a abrir el tubo flexible plegado de plano, un mecanismo (15) de cierre de película para cerrar al menos parcialmente el tubo flexible en sentido aproximadamente transversal a su eje longitudinal, un mecanismo de corte (16) para separar el tubo flexible en tramos individuales y un mecanismo decalado (19) para calar la longitud necesaria del tubo flexible sobre los objetos que se deben embalar, comprendiendo el dispositivo unos medios (2, 4 y 14; 18) que pliegan el tubo flexible plano hacia adentro en forma de V desde los lados exteriores después de retirarlo definitivamente de su reserva y antes de cerrarlo de tal manera que las dos bandas de película (A, B) plegadas previamente formando el tubo flexible plano, en la zona de los lados exteriores del tubo flexible y a la altura del sitio de cierre, ya no estén situadas directamente una sobre otra durante la operación de cierre, sino que lo estén con inclusión de pliegue de película de forma de V que se extiende con la punta del pliegue hacia el centro del tubo flexible, y unos medios adicionales que cierran el tubo flexible de tal manera que los pliegues de forma de V y las zonas de las bandas de película que los rodean directamente se inmovilicen unos con relación a otras en el sitio del cierre, caracterizado porque los medios para plegar hacia adentro el tubo flexible están dispuestos detrás de los rodillos de avance (13) que retiran el tubo flexible plano, visto en la dirección de retirada del tubo flexible, y consisten en las pinzas (2, 4) para película, las cuales cogen la película del tubo flexible plano y abren el tubo flexible plano formando una sección transversal aproximadamente cuadrangular, así como en unos órganos de plegado (14; 18) que hacen que dos lados opuestos (C, D) de la sección transversal aproximadamente cuadrangular sean conducidos en forma de V hacia adentro y hacia el centro (M) de la sección transversal del tubo flexible, estando construidas las pinzas (2, 4) para película de modo que cojan localmente la película en al menos cuatro lados, y porque las pinzas (2, 4) para película pueden ser trasladadas una con relación a otra según dos ejes de tal manera que las longitudes - prefijadas por la posición de dichas pinzas - de los lados longitudinales y transversales del cuadrilátero en forma del cual dichas pinzas abren la película durante la producción de pliegues puedan ser variadas una con relación a otra para ajustar así el tamaño de los pliegues de forma de V.
8. Dispositivo según la reivindicación 7, caracterizado porque los órganos de plegado están configurados como barras de plegado o placas de plegado (14; 18) que se trasladan en dirección al centro (M) de la sección transversal de la película para producir los pliegues y que están sincronizadas con el movimiento de las pinzas para película realizado aproximadamente al mismo tiempo de modo que estas últimas hagan que los dos lados (C, D) de la película que están sometidos a su acción sean plegados de manera definida en forma de V hacia adentro, sin sobrecargar la película.
9. Dispositivo según cualquiera de las reivindicaciones 7 u 8, caracterizado porque las pinzas (2, 4) para película se trasladan una hacia otra durante la producción de los pliegues hasta el punto de que se apliquen a las barras de plegado o las placas de plegado (14) con intercalación de la película plegada hacia adentro.
10. Dispositivo según la reivindicación 9, caracterizado porque las barras de plegado o las placas de plegado (14) son conducidas durante la inmovilización de los pliegues en forma de V y de las zonas de las bandas de película que los rodean directamente de modo que dichas barras o placas se mantengan entre las pinzas (2, 4) para película y sean retraídas únicamente después de efectuada la inmovilización.
Patentes similares o relacionadas:
 APARATO PARA REVESTIR GRUPOS DE PRODUCTOS CON UNA PELÍCULA EXTENSIBLE, del 16 de Marzo de 2011, de AETNA GROUP S.P.A.: Aparato para revestir grupos de productos con una película extensible ; el aparato siendo del tipo que comprende al menos: - una bobina de película extensible […]
APARATO PARA REVESTIR GRUPOS DE PRODUCTOS CON UNA PELÍCULA EXTENSIBLE, del 16 de Marzo de 2011, de AETNA GROUP S.P.A.: Aparato para revestir grupos de productos con una película extensible ; el aparato siendo del tipo que comprende al menos: - una bobina de película extensible […]
 DISPOSITIVO DE EMBALAJE, MECANISMO DE ENCASTRE PARA UN DISPOSITIVO DE EMBALAJE Y PROCEDIMIENTO DE FUNCIONAMIENTO DEL MISMO, del 21 de Mayo de 2010, de LACHENMEIER A/S: Dispositivo de embalaje paras embalar productos, especialmente productos apilados sobre palets o similares, con una película de forma tubular, en el […]
DISPOSITIVO DE EMBALAJE, MECANISMO DE ENCASTRE PARA UN DISPOSITIVO DE EMBALAJE Y PROCEDIMIENTO DE FUNCIONAMIENTO DEL MISMO, del 21 de Mayo de 2010, de LACHENMEIER A/S: Dispositivo de embalaje paras embalar productos, especialmente productos apilados sobre palets o similares, con una película de forma tubular, en el […]
Máquina de recubrimiento con dispositivo de almacenamiento de película, del 1 de Enero de 2020, de MESSERSI' PACKAGING S.R.L.: Una máquina de recubrimiento que comprende un almacén para alimentar una tira de película para enrollarla en un paquete que está dispuesto […]
 Procedimiento para el funcionamiento de una máquina de bolsas tubulares para la fabricación de bolsas con una soldadura transversal de fondo y una soldadura transversal de cabeza distinta a esta, del 25 de Septiembre de 2019, de Rovema GmbH: Procedimiento para el funcionamiento de una máquina de bolsas tubulares con un dispositivo de sellado transversal accionable biaxialmente para […]
Procedimiento para el funcionamiento de una máquina de bolsas tubulares para la fabricación de bolsas con una soldadura transversal de fondo y una soldadura transversal de cabeza distinta a esta, del 25 de Septiembre de 2019, de Rovema GmbH: Procedimiento para el funcionamiento de una máquina de bolsas tubulares con un dispositivo de sellado transversal accionable biaxialmente para […]
DISPOSITIVO PARA LA COLOCACIÓN DE CUBIERTAS PROTECTORAS SOBRE PRODUCTOS PALETIZADOS, del 4 de Junio de 2019, de CONTROLPACK SYSTEMS, S.L: Dispositivo para la colocación de cubiertas protectoras sobre productos paletizados; que comprende: una carcasa-bastidor , un dispensador […]
Máquina encapuchadora con estructura mejorada, del 15 de Mayo de 2019, de MESSERSI' PACKAGING S.R.L.: Máquina encapuchadora que comprende un sistema para formar una capucha a partir de un tubo de película que está en un estado plegado aplanado […]
 Una máquina para el embalaje de palés, del 31 de Octubre de 2018, de Officina Bocedi S.R.L: Una máquina para el embalaje de palés (P) por medio de una funda de película estirable, que comprende: un bastidor principal, que comprende dos pares de montantes (1b) y […]
Una máquina para el embalaje de palés, del 31 de Octubre de 2018, de Officina Bocedi S.R.L: Una máquina para el embalaje de palés (P) por medio de una funda de película estirable, que comprende: un bastidor principal, que comprende dos pares de montantes (1b) y […]
Procedimiento para fabricar una unidad de envasado sin palés y unidad de envasado fabricada según el procedimiento, del 25 de Abril de 2018, de Maschinenfabrik Möllers GmbH (100.0%): Procedimiento para fabricar una unidad de envasado sin palés, que comprende varios objetos de envasado apilados hasta formar una […]