FONDO DE CUERPO HUECO OBTENIDO MEDIANTE SOPLADO O ESTIRADO SOPLADO DE UNA PREFORMA EN MATERIAL TERMOPLÁSTICO, CUERPO HUECO QUE COMPRENDE TAL FONDO.
Fondo de cuerpo hueco obtenido mediante soplado o estirado soplado de una preforma en material termoplástico,
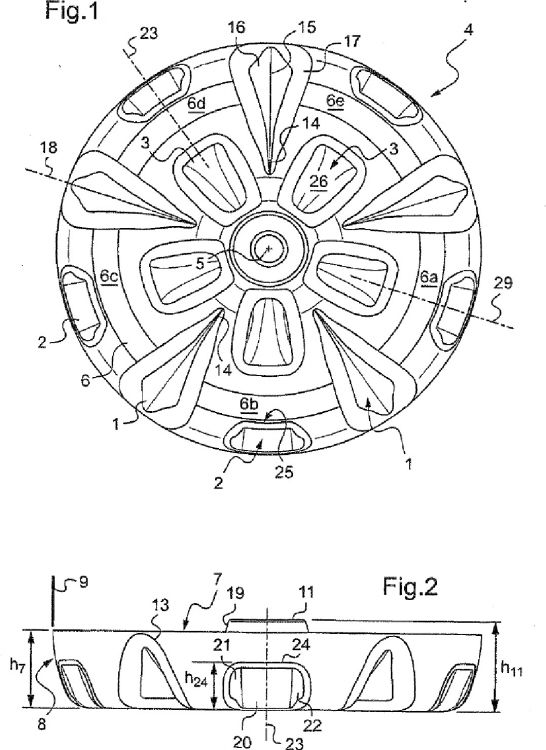
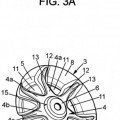
incluyendo este fondo una superficie de apoyo transversal, y a una y a otra parte de esta superficie de apoyo transversal: - un borde externo (7) transversal; - una pared interna cóncava con una parte central transversal (11) que contiene una pastilla (12) de material de baja cristalinidad, correspondiendo esta pastilla al punto de inyección de la preforma; incluyendo este fondo unos nervios (1) de refuerzo que tienen un borde exterior (13) que está próximo al borde externo (7) transversal pero sin alcanzar este borde externo (7) transversal, que se caracteriza porque estos nervios (1) de refuerzo tienen un borde interior (14) que está próximo a la parte central transversal (11), pero sin alcanzar esta parte central transversal (11), estando formada la superficie de apoyo transversal por segmentos (6a, 6b, 6c, 6d, 6e) interrumpidos por los nervios (1) de refuerzo, que se caracteriza porque ese fondo (4) de cuerpo hueco incluye además unas muescas (2) cuyo extremo distal (24) se encuentra próximo pero no alcanza el borde externo (7) del fondo, viniendo el extremo proximal (25) de las muescas (2) en tangente a la superficie de apoyo transversal pero sin desembocar en esta superficie de apoyo transversal
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/001208.
Solicitante: SIDEL PARTICIPATIONS.
Nacionalidad solicitante: Francia.
Dirección: AVENUE DE LA PATROUILLE DE FRANCE 76930 OCTEVILLE SUR MER FRANCIA.
Inventor/es: BOUKOBZA, MICHEL, PROTAIS,Pierrick.
Fecha de Publicación: .
Fecha Solicitud PCT: 13 de Julio de 2007.
Clasificación Internacional de Patentes:
- B65D1/02D2E
Clasificación PCT:
- B65D1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 1/00 Recipientes rígidos o semirrígidos que tienen cuerpos formados en una sola pieza, p.ej. por moldeo de un material en metal, por moldeo de un material plástico, por soplado de un material vítreo, por moldeo de un material en cerámica, por moldeo de un material fibroso cocido, por estirado de un material en hoja (Enrollando, curvando o plegando el papel B65D 3/00, B65D 5/00; especialmente concebidos para ser abiertos por corte, perforado o desgarre de partes de la pared B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › Botellas o recipientes similares, con cuellos o aberturas restringidas análogas, concebidos para verter el contenido.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere al fondo de cuerpo hueco y cuerpo hueco de acuerdo con el preámbulo de la reivindicación 1.
La invención se refiere más en particular a los cuerpos huecos obtenidos por soplado o estirado y posterior soplado de una preforma inyectada de material termoplástico (inyección-soplado).
Desde hace algunos años, la fabricación de recipientes de material plástico a partir de preformas previamente inyectadas ha experimentado un impulso considerable, especialmente gracias al empleo del tereftalato de polietileno (PET).
Entretanto, se han considerado otros materiales y/o se han utilizado con más o menos éxito como, como ejemplos no excluyentes, el naftalato de polietileno (PEN), el polipropileno (PP), el poliacrilonitrilo (PAN) o algunas mezclas o superposiciones de varios materiales.
Se sabe que el soplado o estirado soplado causa un endurecimiento estructural del PET. El soplado o estirado soplado también causa una cristalización inducida por deformación, dejando el material translucido. Para las velocidades de deformación convencionales, la cristalinidad es tan fuerte como alta sea la velocidad de deformación y como elevada sea la tasa de deformación.
Sin embargo, perdura de forma convencional, en el centro del fondo del cuerpo hueco, una zona con muy baja cristalinidad denominada «pastilla» que se produce porque una parte de la preforma no se estira más que débilmente durante el soplado o el estirado soplado. El eje longitudinal de la preforma corresponde en efecto al del recipiente final. Por ello sucede que durante el soplado o el estirado soplado, el estirado del PET es prácticamente nulo en el centro del fondo del recipiente, y se incrementa a medida que se aproxima a la pared lateral del recipiente.
Los recipientes de PET biorientados convencionales presentan, cuando soportan una temperatura superior a la temperatura de transición vítrea, una contracción importante, por liberación de las tensiones.
Para resolver este problema, hace bastante tiempo que es habitual realizar un tratamiento térmico denominado «termofijación» (heat setting), tratamiento en el que, inmediatamente después del soplado de la preforma y mientras el recipiente está todavía en contacto con las paredes del molde de soplado, se aplica al material una temperatura comprendida entre 120 y 250 ºC aproximadamente durante algunos segundos. Luego se enfría el recipiente sometiéndolo a presión.
Sea cual sea el procedimiento de fabricación, los recipientes de material termoplástico deben presentar una buena resistencia en su fondo.
El PET biorientado presenta una buena resistencia mecánica y térmica. Pero, tal y como se ha dicho anteriormente, el fondo de los recipientes se estira mucho menos que el cuerpo de los recipientes, de tal forma que ese fondo presenta unas resistencias mecánicas y térmicas inferiores a las del cuerpo.
El mismo problema existe con el cuello. El tratamiento térmico de los cuellos permite aumentar su cristalinidad. Pero el tratamiento térmico de los cuellos (de PET amorfo) lleva a una cristalización isotérmica que forma esferolitos, el PET termoendurecido resultante no siendo por lo tanto en absoluto traslúcido. Si bien es aceptable que los cuellos de las botellas, relativamente densos, no sean traslúcidos, un fondo de botella poco traslúcido perjudicará a la presentación del producto envasado.
El fondo del recipiente debe ser resistente a los choques, por ejemplo, cuando el recipiente lleno se cae.
El fondo del recipiente debe ser resistente a la presión interna, en particular cuando el recipiente contiene una bebida carbonatada. Se puede producir una sobrepresión interna por un aumento de la temperatura de almacenamiento de las botellas llenas y/o por la contracción del material plástico de estas botellas, contracción que se produce en general a lo largo de las dos o tres semanas posteriores a su fabricación y su llenado.
Las botellas se transportan como carga paletizadas y apiladas. De este modo, excepto si se colocan separadores, los fondos de las botellas de las capas superiores descansan sobre los tapones de las botellas inferiores y se ven sometidos a tensiones de hundimiento y de perforación.
El fondo del recipiente debe ser resistente a aquellos vacíos internos que puedan producirse, en particular después de que el recipiente se ha llenado en caliente, y a continuación se ha tapado antes de que su contenido se haya enfriado.
Cualquier deformación del fondo del recipiente afecta a la estética del producto y a la estabilidad del recipiente que se almacena de pie.
El fondo del recipiente debe ser resistente a la fluencia.
El recipiente en su conjunto, y en particular su fondo, debe aguantar las condiciones térmicas relativamente severas que se producen durante un llenado en caliente o durante una pasteurización.
Durante el llenado en caliente con un líquido a una temperatura como máximo igual a 94 ºC, el fondo debe presentar una cierta deformabilidad. Lo mismo sucede durante el enfriamiento posterior, debiendo el fondo ser resistente al vacío (vacuum compensation).
La pasteurización se aplica a ciertos líquidos sin gas (zumos de frutas no carbonatados) o gaseosos (cerveza). Durante una pasteurización, el líquido que contiene el recipiente cerrado puede alcanzar, por ejemplo, una temperatura comprendida entre 60 y 80 ºC aproximadamente durante 20 minutos hasta 2 horas, estando la temperatura en función del contenido en C02. Cuando el líquido a pasteurizar contiene gas disuelto bajo presión (bebidas carbonatadas, cerveza), el material del fondo del recipiente debe no solo soportar el incremento de volumen del líquido caliente, sino también el aumento de la presión del gas caliente. Durante el enfriamiento, el líquido pasteurizado disminuye de volumen, el fondo del recipiente debiendo aguantar también esta presión.
Se ha comprobado que algunos recipientes presentan un fondo expuesto a un hundimiento durante el llenado en caliente. Este hundimiento del fondo, hacia el exterior, especialmente en la zona de unión entre la pared lateral del recipiente y el fondo, no se produce de manera regular en el perímetro del recipiente. De tal modo que el recipiente se vuelve inestable. Este hundimiento puede producirse por una liberación de las tensiones inducidas durante el soplado final de la preforma estrechada en caliente.
Cualquier deformación del fondo del recipiente afecta a la estética del producto y a la estabilidad del recipiente que se almacena de pie.
El fondo de los recipientes a veces debe ser resistente a algunos productos de limpieza, en el caso de recipientes reutilizables.
Con el fin de resolver en todo o en parte los problemas que se pueden producir, se ha propuesto realizar los recipientes con fondos en forma de pétalos. La pared de fondo es entonces, de forma general, convexa hacia el exterior e incluye unos pies, normalmente de cuatro a seis pies formados por unas excrecencias regularmente repartidas por el fondo, y separadas de dos en dos por una porción de la pared de fondo convexa. Estos fondos en forma de pétalos se utilizan ampliamente para los recipientes que contienen bebidas carbonatadas. Los surcos radiales que separan los pies absorben los esfuerzos producidos por estar sometidos a presión durante el llenado y mantienen las distancias de apoyo de los pies en un plano esencialmente perpendicular al eje del recipiente. Esta solución no siempre es satisfactoria. Bajo el efecto de una presión interna, los fondos en forma de pétalos pueden estallar. Los fondos en forma de pétalos no siempre pueden soportar la sobrepresión producida por el incremento de volumen del contenido de la botella durante una pasteurización.
También se han considerado unos fondos como el que se describe en el documento FR 2822804 de la demandante. Este describe un fondo de botella que incluye en su parte central una huella en forma de cruz con múltiples brazos, siendo además este fondo en forma de pétalos, cada pie estando provisto de una muesca de absorción de las tensiones, separada radialmente del extremo del brazo correspondiente de la huella en forma de cruz. La aplicación de estas muescas de absorción de las tensiones permite, cuando las tensiones las sufre un pie, la localización a nivel de la muesca de la deformación que puede producirse. La aplicación de estas muescas conlleva además dos zonas de apoyo a un lado y a otro de cada muesca,...
Reivindicaciones:
1. Fondo de cuerpo hueco obtenido mediante soplado o estirado soplado de una preforma en material termoplástico, incluyendo este fondo una superficie de apoyo transversal, y a una y a otra parte de esta superficie de apoyo transversal:
- un borde externo (7) transversal;
- una pared interna cóncava con una parte central transversal (11) que contiene una pastilla
(12) de material de baja cristalinidad, correspondiendo esta pastilla al punto de inyección de la preforma;
incluyendo este fondo unos nervios (1) de refuerzo que tienen un borde exterior (13) que está próximo al borde externo (7) transversal pero sin alcanzar este borde externo (7) transversal, que se caracteriza porque estos nervios (1) de refuerzo tienen un borde interior (14) que está próximo a la parte central transversal (11), pero sin alcanzar esta parte central transversal (11), estando formada la superficie de apoyo transversal por segmentos (6a, 6b, 6c, 6d, 6e) interrumpidos por los nervios (1) de refuerzo, que se caracteriza porque ese fondo (4) de cuerpo hueco incluye además unas muescas (2) cuyo extremo distal (24) se encuentra próximo pero no alcanza el borde externo (7) del fondo, viniendo el extremo proximal (25) de las muescas (2) en tangente a la superficie de apoyo transversal pero sin desembocar en esta superficie de apoyo transversal.
2. Fondo de cuerpo hueco de acuerdo con la reivindicación 1, que se caracteriza porque la pared interna cóncava está provista de gargantas (3) de refuerzo cuyo extremo distal (30) está próximo a un segmento (6a, 6b, 6c, 6d, 6e) de la superficie de apoyo transversal (6), pero sin alcanzar este segmento (6a, 6b, 6c, 6d, 6e), el extremo proximal (31) de estas gargantas (3) de refuerzo llegando hasta cerca de la parte central transversal (11) pero sin alcanzar esta parte central transversal (11).
3. Fondo de cuerpo hueco de acuerdo con la reivindicación 2, que se caracteriza porque las gargantas (3) de refuerzo incluyen una pared (26) de fondo y dos alas laterales (27, 28) y presentan un plano de simetría (29).
4. Fondo de cuerpo hueco de acuerdo con la reivindicación 3, que se caracteriza porque las muescas (2) incluyen una pared (20) de fondo y dos alas laterales (21, 22) y presentan un plano de simetría (23).
5. Fondo de cuerpo hueco de acuerdo con la reivindicación 4, que se caracteriza porque la pared (26) de fondo de una garganta (3) de refuerzo se encuentra claramente ubicada en la alineación de la pared (20) de fondo de una muesca (2), extendiéndose el extremo proximal (31) de cada garganta (3) de refuerzo entre dos nervios (1) de refuerzo.
6. Fondo de cuerpo hueco de acuerdo con una cualquiera de las reivindicaciones anteriores, que se caracteriza porque la anchura de las muescas (2) está comprendida entre 2 y 20 milímetros.
7. Fondo de cuerpo hueco de acuerdo con una cualquiera de las reivindicaciones anteriores, que se caracteriza porque la profundidad de las muescas (2) está comprendida entre 1 y 5 milímetros.
8. Fondo de cuerpo hueco de acuerdo con una cualquiera de las reivindicaciones anteriores, que se caracteriza porque la pastilla (12) de material de baja cristalinidad sobresale en la cara externa en la parte central transversal (11).
9. Fondo de cuerpo hueco de acuerdo con una cualquiera de las reivindicaciones anteriores, que se caracteriza porque el borde externo (7) está ubicado a una primera altura (h7) con respecto a la superficie de apoyo transversal, estando ubicada la parte central transversal (11) a una segunda altura (h11) con respecto a la superficie de apoyo transversal.
10. Fondo de cuerpo hueco de acuerdo con una cualquiera de las reivindicaciones anteriores, que se caracteriza porque con la excepción de los nervios (1) de refuerzo y de las muescas (2) y gargantas (3) de refuerzo, el fondo (4) se presenta con la forma de un cuerpo de revolución alrededor de un eje (5) claramente perpendicular a su superficie de apoyo transversal.
11. Fondo de cuerpo hueco de acuerdo con la reivindicación 10, que se caracteriza porque presenta, en un corte radial vertical, entre el borde externo (7) y la superficie de apoyo transversal, un perfil que está:
- próximo al borde externo (7), tangencial a una dirección perpendicular a la superficie de apoyo transversal,
- próximo a la superficie de apoyo transversal, tangencial a esta superficie de apoyo transversal.
12. Fondo de cuerpo hueco de acuerdo con la reivindicación 11, que se caracteriza porque presenta, en un corte radial vertical, entre el borde externo (7) y la superficie de apoyo transversal, un perfil parabólico.
13. Cuerpo hueco de material termoplástico, especialmente de poliéster como el PET, obtenido mediante soplado o estirado soplado de una preforma, incluyendo este cuerpo hueco una pared lateral y un fondo unido a esta pared lateral, siendo dicho fondo tal y como se ha presentado en una cualquiera de las reivindicaciones anteriores.
Patentes similares o relacionadas:
 RECIPIENTE, EN PARTICULAR BOTELLA, EN MATERIAL TERMOPLÁSTICO EQUIPADO CON UN FONDO REFORZADO, del 1 de Abril de 2011, de SIDEL PARTICIPATIONS: Recipiente , en particular botella, en material termoplástico tal como PET, que presenta un cuerpo que se extiende entre, por la parte superior, un cuello y, por la […]
RECIPIENTE, EN PARTICULAR BOTELLA, EN MATERIAL TERMOPLÁSTICO EQUIPADO CON UN FONDO REFORZADO, del 1 de Abril de 2011, de SIDEL PARTICIPATIONS: Recipiente , en particular botella, en material termoplástico tal como PET, que presenta un cuerpo que se extiende entre, por la parte superior, un cuello y, por la […]
 BASE DE BOTELLA DE PLASTICO, del 31 de Agosto de 2010, de ACQUA MINERALE SAN BENEDETTO S.P.A.: Una base de botella hecha de material plástico, particularmente para bebidas, del tipo que tiene, en su parte inferior , huecos de refuerzo, […]
BASE DE BOTELLA DE PLASTICO, del 31 de Agosto de 2010, de ACQUA MINERALE SAN BENEDETTO S.P.A.: Una base de botella hecha de material plástico, particularmente para bebidas, del tipo que tiene, en su parte inferior , huecos de refuerzo, […]
 PROCEDIMIENTO Y DISPOSITIVO DE MOLDEO MEDIANTE ESTIRADO POR SOPLADO DE RECIPIENTES, CONCRETAMENTE DE BOTELLAS DE MATERIAL TERMOPLASTICO CON FONDO PETALOIDE, del 6 de Mayo de 2010, de SIDEL PARTICIPATIONS: Procedimiento de fabricación de recipientes , concretamente de botellas, de material termoplástico con fondo petaloide mediante estirado por soplado de […]
PROCEDIMIENTO Y DISPOSITIVO DE MOLDEO MEDIANTE ESTIRADO POR SOPLADO DE RECIPIENTES, CONCRETAMENTE DE BOTELLAS DE MATERIAL TERMOPLASTICO CON FONDO PETALOIDE, del 6 de Mayo de 2010, de SIDEL PARTICIPATIONS: Procedimiento de fabricación de recipientes , concretamente de botellas, de material termoplástico con fondo petaloide mediante estirado por soplado de […]
BOTELLA ABRE FÁCIL MONODOSIS MULTICAPA CON UNA CONFIGURACIÓN PE/PET/PP Y UN PRECORTE EN LA PARTE SUPERIOR, del 25 de Junio de 2020, de BOTERO, John Alexander: Botella abre fácil monodosis multicapa con una configuración PE/PET/PP y un precorte en la parte superior. Este material multicapa está compuesto por una primera capa interna […]
ENVASE CON SISTEMA DE INVIOLABILIDAD, del 25 de Junio de 2020, de BERICAP, S.A.: 1. Envase para líquidos que comprende un cuello de forma general cilíndrica, delimitando dicho cuello un cuerpo principal y una salida dispensadora, […]
BOTELLA CON MEDIOS PARA INGERIR PASTILLAS, del 24 de Junio de 2020, de HERNÁNDEZ SANDOVAL, Diego Alejandro: 1. Botella con medios para ingerir pastillas , siendo del tipo que comprenden un cuello con una primera rosca interior y un tapón […]
Recipiente con pared lateral plegada, del 24 de Junio de 2020, de Amcor Rigid Plastics USA, LLC: Un recipiente moldeado por soplado que comprende: un acabado que define una abertura en un primer extremo del recipiente que da acceso a […]
Tubo de polipropileno, del 3 de Junio de 2020, de Albéa Services: Tubo para un producto, especialmente, para un producto cosmético, de consistencia líquida, pastosa o bajo la forma de un gel, que incluye: -un cabezal del tubo […]