EXTRUSORA-AMASADORA.
Una extrusora amasadora incluyendo: un cilindro (1) capaz de calentamiento y enfriamiento;
y dos tornillos (2) dispuestos en el cilindro (1), incluyendo los dos tornillos (2) en orden desde su lado situado hacia arriba: una porción de transporte de sólidos os (8); una porción de amasado de plastificación (9); y una primera porción de transporte de material fundido (10a), donde: la extrusora amasadora incluye discos de amasado de torsión que tienen una longitud superior a 1,88 veces un diámetro interior del cilindro; los discos de amasado de torsión incluyen una pluralidad de discos (B), siendo la anchura de cada disco (B) de 0,1 a 0,5 veces el diámetro interior del cilindro; un ángulo de hélice θ entre un vértice de un lado de superficie del disco (B) y un vértice de otro lado de superficie del disco en una porción de punta (G) es del rango de 0° < θ< 90° en una dirección de giro inversa de los tornillos (2), según se ve desde una sección transversal del disco que tiene una línea normal equivalente a un eje de tornillo en una dirección de extremo del eje de tornillo; y un ángulo de fase E en correlación entre los discos alrededor del eje de tornillo es del rango de 0° < E < 90°, caracterizado porque; dicha extrusora amasadora incluye además discos de amasado transversales hacia abajo de dichos discos de amasado de torsión
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07004813.
Solicitante: THE JAPAN STEEL WORKS, LTD..
Nacionalidad solicitante: Japón.
Dirección: 11-1, Osaki 1-chome Shinagawa-ku Tokyo 141-0032 JAPON.
Inventor/es: INOUE,SHIGEKI, Takamoto,Seiji , Ishibashi,Masamichi.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Marzo de 2007.
Clasificación Internacional de Patentes:
- B29B7/48C2
- B29C47/40A
Clasificación PCT:
- B29C47/40
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
ANTECEDENTES DE LA INVENCIÓN
1. Campo de la invención 5
La presente invención se refiere a una extrusora amasadora, que se puede aplicar adecuada-mente a una extrusora amasadora de plastificación para material plástico, como la descrita en US 2005/013192.
2. Descripción de la técnica relacionada
Un ejemplo de una extrusora amasadora de plastificación para material plástico de la técnica 10 relacionada se representa en la figura 14. Dos tornillos 2 están dispuestos en un cilindro 1 capaz de ca-lentamiento y enfriamiento. Los tornillos 2 están acoplados con un decelerador 4 y son movidos en la misma dirección de giro por un motor 3 acoplado al decelerador 4. Los dos tornillos 2 están enganchados uno con otro. El cilindro 1 tiene un orificio de alimentación 5, un primer orificio de ventilación 6a y un orifi-cio de descarga 7, que están colocados en orden desde arriba del cilindro 1. Los tornillos 2 están configu-15 rados por una porción de transporte de sólidos 8, una porción de amasado de plastificación 9 (una prime-ra porción de amasado) y una porción de transporte de material fundido 10 en orden desde arriba.
Las figuras 15A y 15B muestran otro ejemplo de una extrusora amasadora de plastificación para material plástico de la técnica relacionada.
En este caso, dos tornillos 2 están dispuestos en un cilindro 1 capaz de calentamiento y enfria-20 miento. Los tornillos 2 están acoplados con un decelerador 4 y son movidos en la misma dirección de giro por un motor 3 acoplado al decelerador 4. Los dos tornillos 2 están enganchados uno con otro. El cilindro 1 tiene un orificio de alimentación 5, un primer orificio de ventilación 6a, un alimentador lateral 11, un segundo orificio de ventilación 6b y un orificio de descarga 7, que están colocados en orden desde arriba del cilindro. Los tornillos 2 están configurados por una porción de transporte de sólidos 8, una porción de 25 amasado de plastificación 9 (una primera porción de amasado), una primera porción de transporte de material fundido 10a, una porción de dispersión de amasado fundido 12 (una segunda porción de amasa-do) y una segunda porción de transporte de material fundido 10b. Un alimentador lateral 13 está colocado en el alimentador lateral 11. El alimentador lateral 13 está configurado por un cilindro de alimentador late-ral 14, un tornillo de alimentador lateral 15, un motor de alimentador lateral 16 y un decelerador de alimen-30 tador lateral 17. Dos de los tornillos de alimentador lateral 15 están dispuestos en el cilindro de alimenta-dor lateral 14 de manera que sean capaces de generar el enfriamiento. Los tornillos de alimentador lateral 15 están acoplados con el decelerador de alimentador lateral 17 y son movidos en la misma dirección de giro por el motor de alimentador lateral 16 acoplado al decelerador de alimentador lateral 17. Los dos tornillos de alimentador lateral 15 están enganchados uno con otro. El cilindro de alimentador lateral 14 35 tiene un orificio de alimentador lateral 18 desde el que se suministra material secundario sólido (plástico, relleno orgánico, relleno inorgánico, fibra de vidrio, etc).
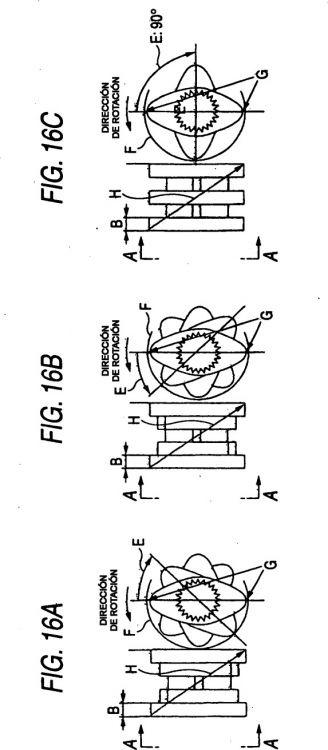
Las figuras 16A a 16C muestran discos de ala de amasado del tipo de disco típico que configuran la porción de amasado de plastificación (la primera porción de amasado) 9 en la figura 14, y la porción de dispersión de amasado fundido (la segunda porción de amasado) 12 en las figuras 15A y 15B. 40
La figura 16A representa un ala alimentadora (amasado delantero: FK) que funciona como discos amasadores delanteros. La figura 16B representa un ala de retorno (amasado trasero: BK) que funciona como discos de amasado trasero. La figura 16C representa un ala neutra (amasado transversal: GK) que funciona como discos de amasado transversales. Con referencia a cada uno de los dibujos, el lado iz-quierdo es una vista lateral del ala, y el lado derecho es una vista en sección transversal del ala indicada 45 por las flechas A-A en la vista lateral izquierda.
FK es un ala amasadora configurada por cinco piezas de discos B, cada una de las cuales está dispuesta en un ángulo de fase E de modo que estén desplazadas en una posición una de otra en una dirección de flujo de un material plástico H. La anchura de disco B es 0,1 a 0,9 veces el diámetro con respecto a una pared interior de cilindro F. Porciones formadas por vértices de vuelo de los discos B con 50 respecto a la pared interior de cilindro F son porciones de punta G.
BK es un ala amasadora configurada por cinco piezas de discos B, cada una de las cuales está dispuesta en un ángulo de fase E de modo que estén desplazadas en una posición una de otra en la dirección hacia atrás opuesta a la dirección de flujo del material plástico H. La anchura de disco B es 0,1 a 0,9 veces el diámetro con respecto a una pared interior de cilindro F. Porciones formadas por los vértices 55 de vuelo de los discos B con respecto a la pared interior de cilindro F son porciones de punta G.
CK es un ala amasadora configurada por cinco piezas de discos B, cada una de las cuales está
dispuesta en un ángulo de fase E de modo que estén desplazadas a 90 grados en una posición una de otra. La anchura de disco B es 0,1 a 0,9 veces el diámetro con respecto a una pared interior de cilindro F. Porciones formadas por vértices de vuelo de los discos B con respecto a la pared interior de cilindro F son porciones de punta G.
Para los otros tipos de alas amasadoras, hay un vuelo trasero, un aro de sellado, un rotor y un 5 ala amasadora cuyas puntas de vuelo están inclinadas en un ángulo de hélice θ a una dirección de eje de tornillo, como se describe en JP-A-2005-35212.
A continuación se describirá una operación.
En la figura 14, un material plástico sólido suministrado desde el orificio de alimentación 5 es transportado a la porción de amasado de plastificación 9 por los tornillos 2. La porción de amasado de 10 plastificación 9 está configurada por encaje conjuntamente con FK, BK y CK como se representa en las figuras 16A a 16C. La porción de amasado de plastificación 9 funde y amasa el material plástico sólido dentro de un período corto de tiempo. El material plástico fundido en la porción de amasado de plastifica-ción 9 es transportado al orificio de descarga 7 mientras que ingredientes volátiles innecesarios conteni-dos en el material plástico son quitados a través del primer orificio de ventilación 6a de la porción de 15 transporte de material fundido 10. El material plástico fundido es descargado posteriormente fuera del cilindro 1, con el material trenzado en la forma del orificio de descarga 7. El material plástico fundido des-cargado con la forma trenzada se corta en piezas con una cuchilla (no representada) para formar una forma de pellet. La cuchilla está colocada directamente en una salida del orificio de descarga 7 o en una posición lejos de la salida. Las impurezas sólidas innecesarias contenidas en el material plástico fundido 20 también pueden ser filtradas por una pantalla 19 instalada en la parte delantera del orificio de descarga 7.
En las figuras 15A y 15B, el material plástico sólido suministrado desde el orificio de alimentación 5 es transportado a la porción amasadora de plastificación 9 por los tornillos 2. La porción de amasado de plastificación 9 está configurada por encaje conjuntamente con FK, BK y CK como se representa en las figuras 16A a 16C. La porción de amasado de plastificación 9 funde y amasa el material plástico sólido 25 dentro de un período corto de tiempo. El material plástico fundido en la porción de amasado de plastifica-ción 9 es transportado a la segunda porción de amasado 12 mientras que los ingredientes volátiles inne-cesarios contenidos en el material plástico se quitan a través del primer orificio de ventilación 6a de la primera porción de transporte de material fundido 10a. El alimentador lateral 11 está instalado en la prime-ra porción de transporte de material fundido 10a. El alimentador lateral 11 suministra material secundario 30 sólido (plástico, relleno orgánico, relleno inorgánico, fibra de vidrio, etc) al material plástico fundido. El material plástico fundido y el material secundario sólido son amasados por la segunda porción de amasa-do 12. La segunda porción de amasado 1.2 es similar a la primera porción de amasado 9, y está configu-rada por FK, BK y CK, como se representa en las figuras 16A a 16C. La segunda porción de amasado 12 funde, amasa...
Reivindicaciones:
1. Una extrusora amasadora incluyendo:
un cilindro (1) capaz de calentamiento y enfriamiento; y dos tornillos (2) dispuestos en el cilindro (1), incluyendo los dos tornillos (2) en orden desde su lado situado hacia arriba:
una porción de transporte de sólidos (8); 5
una porción de amasado de plastificación (9); y
una primera porción de transporte de material fundido (10a),
donde:
la extrusora amasadora incluye discos de amasado de torsión que tienen una longitud superior a 1,88 veces un diámetro interior del cilindro; 10
los discos de amasado de torsión incluyen una pluralidad de discos (B), siendo la anchura de cada disco (B) de 0,1 a 0,5 veces el diámetro interior del cilindro;
un ángulo de hélice θ entre un vértice de un lado de superficie del disco (B) y un vértice de otro lado de superficie del disco en una porción de punta (G) es del rango de 0° < θ < 90° en una dirección de giro inversa de los tornillos (2), según se ve desde una sección transversal del disco que tiene una línea 15 normal equivalente a un eje de tornillo en una dirección de extremo del eje de tornillo; y
un ángulo de fase E en correlación entre los discos alrededor del eje de tornillo es del rango de 0° < E < 90°, caracterizado porque;
dicha extrusora amasadora incluye además discos de amasado transversales hacia abajo de dichos discos de amasado de torsión. 20
2. La extrusora amasadora según la reivindicación 1, donde el cilindro (1) incluye en orden desde su lado situado hacia arriba:
un orificio de alimentación (5) de material;
un primer orificio de ventilación (6a);
y un orificio de descarga (7). 25
3. La extrusora amasadora según la reivindicación 1, donde los discos de amasado de torsión están incorporados en la porción de amasado de plastificación.
4. La extrusora amasadora de plastificación según la reivindicación 1, donde los dos tornillos (2) incluyen además en orden desde su lado situado hacia arriba:
una porción de dispersión de amasado fundido (12) dispuesta hacia abajo de la primera porción 30 de transporte de material fundido (10a); y
una segunda porción de transporte de material fundido (10b).
5. La extrusora amasadora según la reivindicación 2, donde, entre el primer orificio de ventilación (6a) y el orificio de descarga (7), el cilindro (1) incluye en orden desde arriba:
un alimentador lateral (11); y 35
un segundo orificio de ventilación (6b).
6. La extrusora amasadora según la reivindicación 4, donde los discos de amasado de torsión están incorporados en al menos una de la porción de amasado de plastificación y la porción de dispersión de amasado fundido (12).
7. La extrusora amasadora según la reivindicación 6, donde los discos de amasado de torsión 40 están incorporados en la porción de dispersión de amasado fundido.
8. La extrusora amasadora según la reivindicación 6, donde los discos de amasado de torsión están incorporados en la porción de amasado de plastificación.
9. La extrusora amasadora según la reivindicación 6, donde los discos de amasado de torsión están incorporados en la porción de amasado de plastificación y la porción de dispersión de amasado 45 fundido.
10. La extrusora amasadora según la reivindicación 1, incluyendo además:
discos amasadores delanteros interpuestos entre los discos de amasado de torsión y los discos de amasado transversales.
50
Patentes similares o relacionadas:
 DISPOSITIVO DE AMASADO, del 23 de Agosto de 2010, de MORINAGA & CO., LTD.: Un dispositivo de amasado que amasa una materia prima de alta viscosidad y una materia prima de baja viscosidad y que suministra de manera continua una mezcla de materias […]
DISPOSITIVO DE AMASADO, del 23 de Agosto de 2010, de MORINAGA & CO., LTD.: Un dispositivo de amasado que amasa una materia prima de alta viscosidad y una materia prima de baja viscosidad y que suministra de manera continua una mezcla de materias […]
SEGMENTO DE DISCO DE AMASADO Y EXTRUSOR DE DOBLE HUSILLO, del 23 de Noviembre de 2011, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Segmento de disco de amasado montado sobre un husillo de amasado que es para amasar un material mientras se alimenta el material a un […]
Máquina de tornillo helicoidal de múltiples árboles para el tratamiento de materiales, en particular materiales plásticos, del 27 de Febrero de 2019, de Coperion GmbH: Maquina de tornillo helicoidal de multiples arboles para el tratamiento de materiales, en particular de materiales plasticos, con - una carcasa , - por lo menos […]
Elementos de husillo con aporte reducido de energía al aumentar la presión, del 27 de Noviembre de 2018, de Covestro Deutschland AG: Elementos de husillo con perfiles de husillo que engranan estrechamente, con autolimpieza y que giran en el mismo sentido para máquinas de husillo de […]
Procedimiento para la fabricación de láminas o perfiles de PVC blando listos para el uso, del 2 de Mayo de 2018, de SIKA TECHNOLOGY AG: Procedimiento para la extrusión de una composición de polímero homogénea que presenta un grado de gelificación del 60 al 100%, un alargamiento de rotura […]
Procedimiento de preparación de poliamida por extrusión reactiva y extrusora adaptada para la aplicación de dicho procedimiento, del 4 de Abril de 2018, de Setup Performance: Procedimiento de preparación de una poliamida por policondensación a partir de uno o varios monómeros adecuados para la preparación de poliamida caracterizado por […]
Elementos de tornillo sin fin para máquinas de tornillo sin fin de varios árboles y procedimiento para su fabricación, del 21 de Marzo de 2018, de Covestro Deutschland AG: Elementos de tornillo sin fin para máquinas de tornillo sin fin de varios árboles con árboles de tornillo sin fin que giran en el mismo sentido por parejas, siendo […]
Dispositivo y procedimiento para la fabricación de productos a partir de mezclas poliméricas que contienen pigmentos, del 11 de Octubre de 2017, de Covestro Deutschland AG: Dispositivo para la extrusión de mezclas poliméricas que comprende una prensa extrusora de doble husillo o múltiples husillos con husillos que giran en el […]