DISTRIBUCIÓN DE LA CARGA DE MOLDEADO.
Un aparato para colocar las cargas del molde en una cavidad, caracterizado porque el mencionado aparato incluye:
un par de cubos (16, 18) montados para la rotación alrededor de unos ejes paralelos, un enlace (24) conectado entre los mencionados cubos en posiciones descentradas con los mencionados ejes paralelos, y una cuchilla (26) conectada al mencionado enlace para desplazarse en un trayecto elíptico pasando por un orificio de extrusión (28) para cortar las cargas del molde desde el mencionado orificio y colocar las cargas en las cavidades (12) pasando en secuencia por debajo de la mencionada cuchilla.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2006/021732.
Solicitante: REXAM CLOSURE SYSTEMS INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1899 NORTH WILKINSON WAY PERRYSBURG, OH 43551 ESTADOS UNIDOS DE AMERICA.
Inventor/es: THOMPSON, DAVID C., MATTICE,DANIEL,L, MALLAS,John,J.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Junio de 2006.
Clasificación PCT:
- B29C31/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 31/00 Manipulación, p. ej. alimentación del material a conformar. › Alimentación, p. ej. carga en una cavidad de moldeo.
- B29C43/08 B29C […] › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › con un movimiento circular.
- B29C43/34 B29C 43/00 […] › Alimentación de materiales a moldear a los moldes o a los medios de prensado.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2369285_T3.pdf
Fragmento de la descripción:
Distribución de la carga de moldeado La presente exposición está dirigida a un aparato de acuerdo con la reivindicación 1, y con un método de acuerdo con la reivindicación 15 para situar las cargas de moldeado en una máquina para el moldeado de artículos de plástico, tales como los armazones de cierre o bien los revestimientos de sellado o hermeticidad dentro de los armazones de cierre.
Antecedentes y sumario de la exposición Las máquinas para los armazones de moldeo por compresión, o bien los revestimientos de sellado de moldeo por compresión dentro de los armazones de cierre, incluyen típicamente una torreta o carrusel que gira alrededor de un eje vertical. Se proporcionan una pluralidad de moldes alrededor de la periferia del carrusel en la forma de unas secciones macho y hembra de moldeado que están alineadas a lo largo de unos ejes verticales paralelos al eje de rotación. Las secciones del molde se desplazan entre una posición de apertura en donde la parte moldeada es extraída de la sección macho del molde, y colocándose una carga de material plástico en la sección hembra del molde, y una posición de cierre en donde las secciones macho y hembra del molde son llevadas conjuntamente a un molde por compresión. En una máquina que moldea armazones de cierre, las cargas de material plástico se colocan directamente dentro de unas cavidades del molde hembra. En una máquina para el moldeado de revestimientos de sellado, los armazones de cierre preformados se colocan en un anidamiento cuando las secciones del molde están abiertas, y colocándose una carga de material para el revestimiento dentro del mismo antes o después de que cada armazón se coloque en el anidamiento. Las patentes de los EE.UU. que ilustran las máquinas de este tipo para los armazones de cierre de plástico de moldeo por compresión incluyen los números 5670100, 5989007, 6074583 y 6478568 de las patentes de los EE.UU. que ilustran las máquinas de este tipo para los revestimientos de sellado de moldeado por compresión dentro de los armazones de cierre incluyendo el número 5451360.
En algunos casos, la carga de plástico fundida habrá sido propulsada o “arrojada” sobre la superficie de moldeado en una cavidad del molde, lo cual puede conducir a una colocación no compatible de la carga del molde dentro de la cavidad. Esto puede conducir a una calidad reducida de la pieza, y a temas operativos que incluyen una complejidad incrementada del aparato de suministro y a un aparato de colocación de la carga del molde, y dificultades con el suministro perdido de la carga de gránulos, en donde solo se recibe una porción solo de los mismos dentro de la cavidad del molde. Otros sistemas requieren una cuchilla individual para cada posición del moldeo o cavidad, y esto añade de forma significativa a los costos de capital, fabricación y mantenimiento y a una complejidad global del sistema y sus controles.
El documento US-A3867081 expone un aparato del preámbulo de la reivindicación 1 y un método de acuerdo con el preámbulo de la reivindicación 15.
La presente exposición incluye varios aspectos de la invención, lo cual puede estar implementado por separado o en combinación entre sí.
Un aparato para colocar una carga del molde dentro de una cavidad (por ejemplo, una cavidad del molde o la cavidad de un armazón de cierre preformado) , de acuerdo con un primer aspecto de la presente exposición, incluye un par de cubos montados para la rotación alrededor de unos ejes paralelos, un enlace conectado entre los cubos en posiciones descentradas con respecto a los ejes paralelos y con una cuchilla conectada al enlace. La rotación de los cubos provoca que la cuchilla se desplace en un trayecto elíptico con respecto a un orificio de extrusión para cortar las cargas del molde del orificio y colocar las cargas del molde en las cavidades que pasen por debajo de la cuchilla. El aparato incluye preferiblemente un miembro de accionamiento que hace girar simultáneamente ambos cubos para accionar la cuchilla con respecto al orificio de extrusión y las cavidades. La cuchilla incluye preferiblemente un brazo que se extiende dentro de una cavidad para colocar una carga del molde en el fondo de la cavidad para conseguir una colocación compatible y precisa de las cargas del molde desde una cavidad a la siguiente. El enlace puede estar conectado a cada cubo a una distinta distancia con respecto a los ejes de los cubos y que puede adaptarse para pivotar o rotar con respecto a los ejes de rotación de los cubos, conforme se hagan rotar los cubos. El control adicional del trayecto de la cuchilla puede llevarse a cabo por la rotación de las fases de los cubos entre si, para variar el trayecto del recorrido de la cuchilla.
Breve descripción de los dibujos La exposición conjuntamente con los objetos adicionales, funciones, ventajas y aspectos de la misma se comprenderán mejor a partir de la siguiente descripción, de las reivindicaciones anexas y de los dibujos adjuntos, en donde:
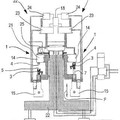
la figura 1 es una vista en perspectiva de una realización preferida actualmente del aparato de suministro de la carga del molde para colocar las cargas del molde en las cavidades orientadas verticalmente de una máquina de moldeado;
la figura 2 es una vista frontal del aparato de suministro de la carga del molde;
la figura 3 es una vista en planta del aparato de suministro de la carga del molde; y la figura 4 es una vista en sección tomada en general a lo largo de la línea 4-4 en la figura 2.
Descripción detallada de las realizaciones preferidas Con referencia con más detalle a los dibujos, las figuras 1-4 ilustran un aparato 10 de suministro de la carga del molde, que suministra las cargas del molde de plástico en una cavidad 12, tal como una cavidad del molde de cierre o la cavidad de un armazón de cierre preformado en donde tenga que formarse un revestimiento de sellado hermético. El aparato 10 incluye un conjunto de accionamiento 14, un par de cubos 16, 18 acoplados al conjunto motriz 14 y rotativos alrededor de unos ejes paralelos 20, 22, respectivamente, un enlace 24 asociado con ambos cubos 16, 18 y una cuchilla soportada por el enlace 24 para el movimiento relativo con un orificio de extrusión 28 de una máquina de extrusión 30 y una o más cavidades 12 que pasan en secuencia por debajo del orificio de extrusión 28. Conforme los cubos 16, 18 se hacen girar, el enlace 24 y la cuchilla 26 se desplazan para provocar que la cuchilla 26 reciba una carga de plástico fundido del orificio de extrusión 28, y suministrando la carga de plástico fundido en la cavidad 12 para el moldeo subsiguiente de la carga de plástico en una parte deseada, tal como en un armazón de cierre o un revestimiento de cierre para un armazón de cierre. En la implementación preferida actualmente que se muestra en los dibujos de referencia, las cargas del molde están colocadas en unos armazones preformados de cierre soportados alrededor de la periferia de una torreta o carrusel 32 que gira alrededor de un eje vertical 34, y por tanto moviendo los armazones de cierre preformados horizontalmente con respecto al orificio de extrusión 28. El carrusel 32 puede alimentar a los armazones de cierre, con las cargas del molde colocadas en los mismos, hasta una máquina de moldeo del revestimiento de las ruedas verticales. El aparato de suministro de la carga del molde 10 puede utilizarse igualmente así como también en combinación con una máquina de eje vertical para los armazones de cierre del moldeo por compresión, o bien una máquina de moldeo de ruedas verticales que gira las cavidades alrededor de un eje horizontal.
En la implementación preferida actual, el carrusel 32 dispuesto horizontalmente gira alrededor de su eje vertical 34 con respecto a una leva 36 que desplaza las cavidades 12 (por ejemplo, los armazones de cierre preformados) con respecto a la periferia del carrusel 32 cuando las cavidades 12 se hace que giren pasando por la leva 36. Esto puede llevarse a cabo, por ejemplo, mediante el montaje en forma deslizable de las cavidades 12, o en las secciones del molde asociadas que soportan las cavidades, para el movimiento radial con respecto al carrusel 32 al estar acoplado por la leva 36. Las secciones del molde asociadas pueden incluir uno o más seguidores de las levas o rodillos que faciliten el desplazamiento de las cavidades con respecto al carrusel. En la forma deseable, la leva 36 está posicionada dentro del área del orificio de extrusión 28 y el aparato 10 de suministro de la carga del molde para proporcionar de forma compatible preferiblemente una línea recta, en un trayecto del recorrido con respecto al aparato de suministro... [Seguir leyendo]
Reivindicaciones:
1. Un aparato para colocar las cargas del molde en una cavidad, caracterizado porque el mencionado aparato incluye:
un par de cubos (16, 18) montados para la rotación alrededor de unos ejes paralelos, un enlace (24) conectado entre los mencionados cubos en posiciones descentradas con los mencionados ejes paralelos, y una cuchilla (26) conectada al mencionado enlace para desplazarse en un trayecto elíptico pasando por un orificio de extrusión (28) para cortar las cargas del molde desde el mencionado orificio y colocar las cargas en las cavidades (12) pasando en secuencia por debajo de la mencionada cuchilla.
2. El aparato expuesto en la reivindicación 1 en donde la mencionada cuchilla (26) incluye un vástago (96) para extenderse dentro de la cavidad (12) para colocar la carga del molde en el fondo de la cavidad.
3. El aparato expuesto en la reivindicación 1, que incluye un accionamiento (14) para rotar simultáneamente ambos de los mencionados cubos (16, 18) .
4. El aparato expuesto en la reivindicación 3, en donde el accionamiento (14) permite el control independiente de la rotación al menos de uno de los mencionados cubos (16, 18) con respecto al otro cubo.
5. El aparato de la reivindicación 1 en donde el trayecto elíptico recorrido por la cuchilla (26) está situado en un plano que es perpendicular a un plano que contenga los mencionados ejes paralelos.
6. El aparato de la reivindicación 1, en donde el enlace (24) incluye una primera porción (60) conectada al primero del par de cubos y una segunda porción (74) conectada al segundo del par de cubos.
7. El aparato de la reivindicación 6 en donde al menos una de la primera porción y segunda porción (60, 74) está conectada para el movimiento relativo pivotado con su respectivo cubo (16, 18) .
8. El aparato de la reivindicación 6 en donde la primera porción (60) y la segunda porción (74) del enlace están interconectadas operativamente y en donde la primera porción es movible en forma deslizable con respecto a la segunda porción.
9. El aparato de la reivindicación 8, en donde la primera porción (60) es movible en forma deslizante con respecto a la segunda porción (74) a lo largo de una línea de interaccion de los puntos de fijación de la primera porción y la segunda porción con sus cubos respectivos (16, 18) .
10. El aparato de la reivindicación 6 en donde la primera porción (60) está conectada con su cubo correspondiente
(16) a una primera distancia desde el eje de rotación de dicho cubo y en donde la segunda porción (74) está conectada a su cubo respectivo (18) a una segunda distancia desde el eje de dicho cubo que no es la misma que la primera distancia.
11. El aparato de la reivindicación 1 en donde en el mencionado trayecto elíptico la cuchilla (26) se mueve dentro y fuera de la mencionadas cavidades (12) conforme las cavidades se mueven con respecto al orificio de extrusión (28) .
12. El aparato de la reivindicación 1, en donde la cuchilla (26) es de forma de copa y que tiene un extremo abierto en general (100) que permite que una carga del molde se acople a la cavidad en donde es recibida para facilitar el movimiento de la carga del molde desde la cuchilla.
13. Un aparato para moldear un articulo de plástico que incluye:
un extrusor (30) que tiene un orificio de extrusión (28) a través del cual se proporciona el material de carga del molde, y una torreta (32) que mueve al menos una cavidad (12) junto con un trayecto predeterminado, y que tiene una leva (42) para mover al menos una mencionada cavidad en un trayecto fijo con respecto al extrusor, caracterizado porque el mencionado aparato de moldeo incluye un aparato para colocar cargas en el molde dentro de la mencionada cavidad, tal como se expone en cualquier reivindicación anterior.
14. El aparato de la reivindicación 13, en donde la mencionada torreta (32) gira alrededor de un eje vertical y moviendo las cavidades (12) horizontalmente al pasar por el extrusor.
15. Un método de suministro de una carga de molde desde un extrusor (30) a una cavidad (12) que tiene un eje,
caracterizado porque el mencionado método incluye la etapa de movimiento de una cuchilla (26) con respecto al extrusor en un trayecto elíptico que es substancialmente paralelo a los ejes de las cavidades, de forma que la cuchilla reciba y soporte una carga del molde desde el extrusor, y de forma que la cuchilla se desplace hacia la cavidad para el acoplo de la carga del molde dentro de la cavidad, y de forma que la cuchilla se mueva después alejándose de la cavidad con la carga del molde permaneciendo en la cavidad.
16. El método de la reivindicación 15 en donde la mencionada cuchilla (26) está soportada por un enlace (24) que está conectado entre un par de cubos (16, 18) en posiciones descentradas con los ejes paralelos alrededor de los cuales giran los cubos y el mencionado paso del movimiento de la cuchilla que incluye la rotación de los cubos para mover el enlace y la cuchilla a través del mencionado trayecto elíptico.
17. El método de la reivindicación 16 en donde los cubos (16, 18) se hacen girar simultáneamente.
Patentes similares o relacionadas:
Procedimiento y dispositivo de sobremoldeo por inyección, del 15 de Julio de 2020, de AISAPACK HOLDING SA: Dispositivo de sobremoldeo por inyección que comprende al menos una mesa rotativa en montaje revólver en la que van embarcados moldes refrigerados, comprendiendo […]
Aparato y método para el procesamiento de dosis, del 27 de Noviembre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un aparato que comprende: - un dispositivo de coextrusión para extruir una estructura multicapa que tiene al menos una capa primaria y al menos una capa […]
 Vidrio texturado para invernaderos y proceso de fabricación asociado, del 25 de Junio de 2019, de SAINT-GOBAIN GLASS FRANCE: Lámina transparente que comprende una textura en relieve sobre una primera de sus caras principales, caracterizada porque si n es el índice de refracción […]
Vidrio texturado para invernaderos y proceso de fabricación asociado, del 25 de Junio de 2019, de SAINT-GOBAIN GLASS FRANCE: Lámina transparente que comprende una textura en relieve sobre una primera de sus caras principales, caracterizada porque si n es el índice de refracción […]
Aparato para formar dispositivos de apertura en un material de envase de lámina para envasar productos alimenticios vertibles, del 31 de Enero de 2018, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un aparato (10, 10', 10") para formar dispositivos de apertura sobre un material de envase de lámina para envasar productos alimenticios vertibles; comprendiendo dicho […]
Métodos y dispositivos para aplicar partículas a la superficie de productos moldeados, del 2 de Agosto de 2017, de NESTEC S.A.: Un método para fabricar un producto moldeado que comprende un diseño tridimensional no distorsionado y partículas que no distorsionan la forma del […]
Aparato y procedimiento de suministro de resina fundida, del 10 de Mayo de 2017, de Toyo Seikan Group Holdings, Ltd: Un aparato de suministro de resina fundida que comprende: una extrusora provista de un orificio de extrusión desde el que una resina en el estado fundido se […]
 ELEMENTO DECORATIVO Y METODO DE FABRICACION DEL MISMO, del 22 de Enero de 2015, de RANERA BARBERAN, Carlota: El elemento decorativo comprende un cuerpo flexible , constituido por una pluralidad de tramos de hilo o cordón de un material pastoso solidificado, […]
ELEMENTO DECORATIVO Y METODO DE FABRICACION DEL MISMO, del 22 de Enero de 2015, de RANERA BARBERAN, Carlota: El elemento decorativo comprende un cuerpo flexible , constituido por una pluralidad de tramos de hilo o cordón de un material pastoso solidificado, […]
 Máquina dotada de una pluralidad de dispositivos de accionamiento, del 23 de Mayo de 2012, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Máquina que comprende una pluralidad de dispositivos de accionamiento soportados por medios demesa giratoria giratorios para accionar medios de moldeo […]
Máquina dotada de una pluralidad de dispositivos de accionamiento, del 23 de Mayo de 2012, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Máquina que comprende una pluralidad de dispositivos de accionamiento soportados por medios demesa giratoria giratorios para accionar medios de moldeo […]