DISPOSICIÓN Y PROCEDIMIENTO PARA EL BOBINADO DE UNA BOBINA DE CAPA ÚNICA.
Disposición para el bobinado de una bobina de capa única, - con una herramienta de bobinado de bobina (CWT),
que muestra medios (MM) para guiar un conductor metálico (MC) para la formación de una parte de la bobina de capa única, - en la que la herramienta de bobinado de bobina (CWT) está montada para rotar alrededor de un primer eje de rotación (RA1) para la formación de la parte de la bobina, - con un tambor de alimentación de conductor (CFD), que lleva el conductor metálico (MC) y que entrega el conductor metálico (MC) a la herramienta de bobinado de bobina (CWT) para la formación, - en la que el tambor de alimentación de conductor (CFD) está soportado mediante una fijación (F), caracterizada porque, - la fijación (F) está montada para rotar alrededor de un segundo eje de rotación (RA2), para permitir una rotación del tambor de alimentación de conductor (CFD) también alrededor del segundo eje (AR2), - el primer eje de rotación (RA1) de la herramienta de bobinado de bobina (CWT) es perpendicular al segundo eje de rotación (RA2) del tambor de alimentación de conductor (CFD), para permitir la ejecución del bobinado mediante la rotación de la herramienta de bobinado de bobina (CWT) y mediante la rotación del tambor de alimentación de conductor (CFD), y - el tambor de alimentación de conductor (CFD) se mantiene mediante una abrazadera (B), que está soportada por la fijación (F).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08012543.
Solicitante: SIEMENS AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: WITTELSBACHERPLATZ 2 80333 MUNCHEN ALEMANIA.
Inventor/es: WINTHER-JENSEN, MARTIN, STIESDAL, HENRIK.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Julio de 2008.
Clasificación PCT:
- H02K15/04 ELECTRICIDAD. › H02 PRODUCCION, CONVERSION O DISTRIBUCION DE LA ENERGIA ELECTRICA. › H02K MAQUINAS DINAMOELECTRICAS (relés dinamoeléctricos H01H 53/00; transformación de una potencia de entrada en DC o AC en una potencia de salida de choque H02M 9/00). › H02K 15/00 Métodos o aparatos especialmente adaptados para la fabricación, montaje, mantenimiento o reparación de máquinas dinamoeléctricas. › de arrollamientos, antes de su montaje en las máquinas (aislamiento de arrollamientos H02K 15/10, H02K 15/12).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2367055_T3.pdf
Fragmento de la descripción:
La invención se refiere a una disposición y a un procedimiento para el bobinado de una bobina de capa única.
La invención se refiere especialmente a una disposición y a un procedimiento para el bobinado de una denominada bobina de capa única “fuera del plano” para una gran máquina eléctrica.
En grandes máquinas eléctricas, es común usar un denominado bobinado de doble capa. Este tipo de bobinado tiene el beneficio de que todas las bobinas son idénticas y las bobinas son fáciles de fabricar.
Sin embargo, en máquinas eléctricas con un número elevado de polos y un pequeño paso polar, los bobinados de doble capa tradicionales pueden ser difíciles de montar porque una inserción de una última bobina dentro de ranuras dedicadas requiere levantar una primera bobina fuera de las ranuras mientras que se completa el bobinado de la bobina.
Además, para unos bobinados de doble capa de máquina eléctrica segmentada se requieren bobinas que se conecten a través de la unión de segmento.
Es posible producir bobinados de capa única que no requieren la extracción de las primeras bobinas insertadas cuando se insertan las últimas bobinas en un estator. También es posible producir bobinados de capa única que no necesitan atravesar las uniones de segmentos. En consecuencia, los bobinados de capa única pueden ser ventajosos para grandes máquinas eléctricas.
Los bobinados de capa única normalmente requieren bobinados de extremo tanto dentro del plano como fuera del plano. La fabricación de los bobinados de extremo dentro del plano es sencilla, pero la fabricación de los bobinados de extremo fuera del plano es más difícil. Esto normalmente comprende las etapas de formar en primer lugar una bobina plana y luego deformarla hasta la forma fuera del plano deseada. Esta deformación final es un trabajo intensivo y puede introducir pequeños defectos en el aislamiento debido a los alargamientos relativamente grandes del material.
El documento EP 1 852 958 A2 da a conocer un procedimiento para una formación automatizada de bobinas de capa única. Este procedimiento elimina la mayoría de inconvenientes de la formación convencional pero requiere una disposición de máquina bastante complicada con una herramienta de bobinado de bobina, que rota alrededor de dos ejes. Así que ésta es una máquina compleja, controlada por algoritmos complejos.
El documento US 3.086.562 describe una máquina de bobinado de bobina, que usa un tambor de alimentación fijo estacionario.
Un objetivo de la presente invención es proporcionar una disposición y un procedimiento para el bobinado de una bobina de capa única, que es menos compleja.
Este objetivo se soluciona mediante las características según la reivindicación 1 y según la reivindicación 5.
Las realizaciones ventajosas de la invención son materia de las reivindicaciones dependientes.
La disposición de la invención reside en una herramienta de bobinado de bobina. La herramienta de bobinado de bobina muestra medios para guiar un conductor metálico para la formación de una parte de la bobina de capa única. La herramienta de bobinado de bobina está montada para rotar alrededor de un primer eje de rotación para la formación de la parte de la bobina. Un tambor de alimentación de conductor lleva el conductor metálico y está diseñado para entregar el conductor metálico a la herramienta de bobinado de bobina para la formación. El tambor de alimentación de conductor está soportado por una fijación.
La fijación está montada para rotar alrededor de un segundo eje de rotación, para permitir una rotación del tambor de alimentación de conductor también alrededor del segundo eje. El primer eje de rotación de la herramienta de bobinado de bobina es perpendicular al segundo eje de rotación del tambor de alimentación de conductor, para permitir la ejecución del bobinado mediante la rotación de la herramienta de bobinado de bobina y mediante la rotación del tambor de alimentación de conductor.
Debido a la disposición de la invención, es posible formar la bobina en un proceso continuo único con un mínimo de manipulación manual.
La disposición de la invención puede usarse para formar cualquier tipo particular de una bobina de capa única, solamente tienen que adaptarse el tamaño y la forma de la herramienta de formación de bobina.
La invención se describe en más detalle con la ayuda de las figuras siguientes figuras figura 1 a figura 13.
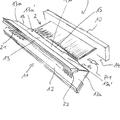
En referencia a la figura 1 hay una herramienta de bobinado de bobina CWT, que puede hacerse rotar alrededor de un primer eje de rotación RA1.
La herramienta de bobinado de bobina CWT muestra varios medios MM para guiar un conductor metálico MC para formar una parte de una bobina de capa única.
Hay un tambor de alimentación de conductor CFD, que lleva el conductor metálico MC. El tambor de alimentación de conductor CFD está montado sobre una abrazadera B. La abrazadera B está soportada por una fijación
F. La fijación F y de ese modo también el tambor de alimentación de conductor CFD, pueden hacerse rotar alrededor de un segundo eje de rotación RA2.
El primer eje de rotación RA1 de la herramienta de bobinado de bobina CWT es perpendicular al segundo eje de rotación RA2 del tambor de alimentación de conductor CFD.
La propia herramienta de bobinado de bobina CWT tiene un eje longitudinal LA, que es perpendicular al primer eje de rotación RA1 de la herramienta de bobinado de bobina CWT.
La abrazadera B del tambor de alimentación de conductor CFD puede hacerse rotar alrededor de un tercer eje de rotación RA3, que es paralelo al segundo eje de rotación RA2.
Para la terminación de un giro del bobinado de bobina han de realizarse las etapas siguientes ETAPA 1 hasta ETAPA 8:
En referencia a la figura 1, se forma un primer lado de la bobina. Se forma una parte sustancialmente recta de la bobina conduciendo el conductor metálico MC por los medios MM.
Esta parte recta de la bobina se ubicará más tarde dentro de una ranura de la máquina. Para tener en cuenta esto, tiene que formarse una cierta distancia CD girando de manera activa la herramienta de bobinado de bobina CWT alrededor del primer eje de rotación RA1 mediante un arco adecuado.
En referencia a la figura 2, se forma una primera parte EW1 de un bobinado de extremo fuera del plano girando adicionalmente de manera activa la herramienta de bobinado de bobina CWT alrededor del primer eje de rotación RA1 a través de un arco adecuado.
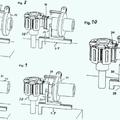
En referencia a la figura 3, se forma una segunda parte EW2 del bobinado de extremo fuera del plano girando de manera activa el tambor de alimentación de conductor CFD mediante la fijación F alrededor del segundo eje de rotación RA2 a través de un arco adecuado.
Durante este proceso, la abrazadera B del tambor de alimentación de conductor CFD se ajustará pasivamente mediante la rotación alrededor del tercer eje de rotación RA3.
En referencia a la figura 4 y la figura 5, se forma la segunda parte EW2 del bobinado de extremo fuera del plano girando adicionalmente de manera activa el tambor de alimentación de conductor CFD mediante la fijación F alrededor del segundo eje de rotación RA2 a través de un arco adecuado.
Durante este proceso, la abrazadera B del tambor de alimentación de conductor CFD se ajustará pasivamente mediante la rotación alrededor del tercer eje de rotación RA3.
En referencia a la figura 6, se forma una tercera parte EW3 del bobinado de extremo fuera del plano girando adicionalmente de manera activa la herramienta de bobinado de bobina CWT alrededor del primer eje de rotación RA1 a través de un arco adecuado. La dirección de este giro es opuesta a la dirección de giro que se describió en la figura 1 anterior.
En referencia a la figura 7 se forma un segundo lado de la bobina. Esta parte recta de la bobina se ubicará más tarde dentro de una ranura de la máquina.
Para tener en cuenta esto, tiene que formarse otra cierta distancia girando de manera activa la herramienta de bobinado de bobina CWT alrededor del primer eje de rotación RA1 mediante un arco adecuado.
La dirección de este giro es la misma que se describió en la figura 1.
En referencia a la figura... [Seguir leyendo]
Reivindicaciones:
1. Disposición para el bobinado de una bobina de capa única,
- con una herramienta de bobinado de bobina (CWT), que muestra medios (MM) para guiar un conductor metálico (MC) para la formación de una parte de la bobina de capa única,
- en la que la herramienta de bobinado de bobina (CWT) está montada para rotar alrededor de un primer eje de rotación (RA1) para la formación de la parte de la bobina,
- con un tambor de alimentación de conductor (CFD), que lleva el conductor metálico (MC) y que entrega el conductor metálico (MC) a la herramienta de bobinado de bobina (CWT) para la formación,
- en la que el tambor de alimentación de conductor (CFD) está soportado mediante una fijación (F),
caracterizada porque,
- la fijación (F) está montada para rotar alrededor de un segundo eje de rotación (RA2), para permitir una rotación del tambor de alimentación de conductor (CFD) también alrededor del segundo eje (AR2),
- el primer eje de rotación (RA1) de la herramienta de bobinado de bobina (CWT) es perpendicular al segundo eje de rotación (RA2) del tambor de alimentación de conductor (CFD), para permitir la ejecución del bobinado mediante la rotación de la herramienta de bobinado de bobina (CWT) y mediante la rotación del tambor de alimentación de conductor (CFD), y
- el tambor de alimentación de conductor (CFD) se mantiene mediante una abrazadera (B), que está soportada por la fijación (F).
2. Disposición según la reivindicación 2, caracterizada porque la herramienta de bobinado de bobina (CWT) muestra un eje longitudinal (LA), que es perpendicular al primer eje de rotación (RA1) de la herramienta de bobinado de bobina (CWT).
3. Disposición según una de las reivindicaciones anteriores, caracterizada porque la abrazadera (B) del tambor de alimentación de conductor (CFD) está montada para rotar alrededor de un tercer eje de rotación (RA3), que es paralelo al segundo eje de rotación (RA2), para adaptarse a los requisitos de la geometría de la herramienta de bobinado de bobina (CWT).
4. Disposición según una de las reivindicaciones anteriores, caracterizada porque se acopla un dispositivo tensor
o un freno con el tambor de alimentación de conductor (CFD) para mantener tenso el conductor metálico (MC) durante la transferencia.
5. Procedimiento para el bobinado de una bobina de capa única, que usa la disposición según una de las reivindicaciones anteriores,
- en el que se forma un primer lado de la bobina y una primera parte (EW1) de un bobinado de extremo fuera del plano de la bobina conduciendo el conductor metálico (MC) por medios (MM), que son parte de la herramienta de bobinado de bobina CWT, y girando de manera activa la herramienta de bobinado de bobina (CWT) alrededor del primer eje de rotación (RA1) mediante un arco adecuado en una primera dirección, y
- en el que se forma una segunda parte (EW2) del bobinado de extremo fuera del plano de la bobina girando de manera activa el tambor de alimentación de conductor (CFD) mediante la fijación (F) alrededor del segundo eje de rotación (RA2) a través de un arco adecuado.
6. Procedimiento según la reivindicación 5, en el que la abrazadera (B) del tambor de alimentación de conductor (CFD) se ajusta pasivamente por rotación alrededor del tercer eje de rotación (RA3).
7. Procedimiento según la reivindicación 6, en el que se forma una tercera parte (EW3) del bobinado de extremo fuera del plano de la bobina girando adicionalmente de manera activa la herramienta de bobinado de bobina (CWT) alrededor del primer eje de rotación (RA1) a través de un arco adecuado en una segunda dirección, que es opuesta a la primera dirección.
8. Procedimiento según la reivindicación 7, en el que se forma un segundo lado de la bobina girando de manera activa la herramienta de bobinado de bobina (CWT) alrededor del primer eje de rotación (RA1) mediante un arco adecuado en la primera dirección.
9. Procedimiento según la reivindicación 8, en el que se forma una primera parte del bobinado de extremo fuera del plano en un extremo opuesto, en relación con el extremo formado por las etapas anteriores, girando adicionalmente de manera activa la herramienta de bobinado de bobina (CWT) alrededor del primer eje de rotación (RA1) a través de un arco adecuado en la segunda dirección.
10. Procedimiento según la reivindicación 9, en el que se forma una segunda parte del bobinado de extremo fuera del plano del extremo opuesto girando de manera activa el tambor de alimentación de conductor (CFD) mediante la fijación (F) alrededor del segundo eje de rotación (RA2) a través de un arco adecuado.
11. Procedimiento según la reivindicación 10, en el que se forma una tercera parte del bobinado de extremo fuera
del plano del extremo opuesto girando adicionalmente de manera activa la herramienta de bobinado de bobina (CWT) alrededor del primer eje de rotación (RA1) a través de un arco adecuado en la primera dirección.
Patentes similares o relacionadas:
Procedimiento para producir un devanado de bobina para su inserción en ranuras radialmente abiertas de estatores o de rotores de máquinas eléctricas, del 1 de Enero de 2020, de Elmotec Statomat Vertriebs GmbH: Procedimiento para producir un devanado de bobina para su inserción en ranuras radialmente abiertas de estatores o rotores de máquinas eléctricas, […]
Estátor o rotor para máquinas eléctricas y método para su fabricación, del 11 de Diciembre de 2019, de Elmotec Statomat Vertriebs GmbH: Método para la fabricación de un estátor o rotor para máquinas eléctricas con un devanado ondulado distribuido, cuyos alambres se forman continuamente […]
Procedimiento para producir una bobina para un generador de una instalación de energía eólica, del 4 de Diciembre de 2019, de VENSYS ENERGY AG: Procedimiento para producir una bobina para un generador de una instalación de energía eólica, la cual se forma a partir de diferentes cuerdas conductoras […]
Método y dispositivo para aislar los cabezales de bobinado de una estera de devanado ondulado, del 23 de Octubre de 2019, de Aumann Espelkamp GmbH: Método para aislar los cabezales de bobinado de una estera de bobinado ondulado , en el que se proporciona una estera de bobinado ondulado con una pluralidad […]
 Sistema de transporte para esteras de devanado ondulado, del 25 de Septiembre de 2019, de Aumann Espelkamp GmbH: Sistema de transporte para esteras de devanado ondulado , que presenta un soporte de transporte sobre el cual se puede colocar y transportar una estera de […]
Sistema de transporte para esteras de devanado ondulado, del 25 de Septiembre de 2019, de Aumann Espelkamp GmbH: Sistema de transporte para esteras de devanado ondulado , que presenta un soporte de transporte sobre el cual se puede colocar y transportar una estera de […]
Dispositivo de bobinado ondulado y procedimiento para fabricar un bobinado ondulado, del 17 de Julio de 2019, de Aumann Espelkamp GmbH: Dispositivo de bobinado ondulado que comprende: un dispositivo de alimentación que proporciona al menos un alambre de bobinado a través de […]
 Método y aparato para formar conjuntos de bobinas de un tipo conocido, del 26 de Junio de 2019, de ATOP S.P.A.: Un método para formar un conjunto de bobina tejido , teniendo el conjunto de bobinas partes lineales superpuestas adyacentes (L1-L6, AL7-AL12) […]
Método y aparato para formar conjuntos de bobinas de un tipo conocido, del 26 de Junio de 2019, de ATOP S.P.A.: Un método para formar un conjunto de bobina tejido , teniendo el conjunto de bobinas partes lineales superpuestas adyacentes (L1-L6, AL7-AL12) […]
 Método y dispositivo para el bobinado de disposiciones de polos en forma de estrella para estatores de motores de rotor interno, del 29 de Mayo de 2019, de Aumann Espelkamp GmbH: Método para el bobinado de disposiciones de polos en forma de estrella , en particular para estatores de motores de rotor interno, consistiendo las disposiciones de polos […]
Método y dispositivo para el bobinado de disposiciones de polos en forma de estrella para estatores de motores de rotor interno, del 29 de Mayo de 2019, de Aumann Espelkamp GmbH: Método para el bobinado de disposiciones de polos en forma de estrella , en particular para estatores de motores de rotor interno, consistiendo las disposiciones de polos […]