ARREGLO PARA AGRUPAR EN FILAS LOS PRODUCTOS DE UN LOTE EN UNA BANDA TRANSPORTADORA DE ALTA VELOCIDAD.
Una disposicion (10) para el agrupamiento de varios productos (Pn,
Pn+1) en forma de lotes (Li), en la cual los productos (Pn, Pn+1) son transportados en por lo menos una banda transportadora 12 que se desplaza en una direccion longitudinal desde una zona de entrada (18) corriente arriba hacia una zona de salida (20) corriente abajo, a una velocidad determinada (V1) llamada la velocidad de desplazamiento, en la cual los productos (Pn, Pn+1) estan colocados longitudinalmente en la banda transportadora en por lo menos una primera linea (F1) de productos y una segunda linea (F2) de productos paralela a la primera linea (F1) y que comprenden respectivamente productos (Pn, Pn+1) que, de una linea (F1) a la otra linea (F2), estan desalineados longitudinalmente entre ellos por lo menos por un espaciado (E) corriente arriba, y que comprende medios de sincronizacion de fase (22, 23) que, colocados en la trayectoria de los productos (Pn, Pn+1) entre la zona de entrada (18) y la zona de salida (20), pueden formar lotes (Li, L1) conformados por el agrupamiento de por lo menos dos productos (Pn, P1) y (Pn+1, P2) en una fila transversal, los medios de sincronizacion de fase (22, 23) comprenden por lo menos un sincronizador (22, 23) que comprende por lo menos un reten (26, 28, 60, 62, 64) operado sucesivamente entre: -por lo menos una posicion encajada en la cual el reten (26, 28, 60, 62, 64) esta interpuesto, por contacto, delante de un producto (Pn, P1) de una (F1) de las lineas (F1, F2) con el objeto de desacelerarlo hasta que sea alcanzado por lo menos por otro producto (Pn+1, P2) ubicado inmediatamente corriente arriba en la otra linea (F2) de las lineas (F1, F2) y -por lo menos una posicion retraida que hace posible dejar que un lote previamente formado (Li, L1) siga su movimiento corriente abajo a la velocidad de desplazamiento (V1), caracterizado porque el sincronizador de fase (22, 23) comprende por lo menos una banda impulsora (30, 50, 52) que soporta por lo menos el reten (26, 28, 60, 62, 64) y que esta colocado en el lado de la cara superior (32) de la banda transportadora (12), porque la banda transportadora (30, 50, 52) esta enrollada en por lo menos dos poleas impulsores (34, 36, 54) de tal manera que un ramal inferior (38) de la banda impulsora (30, 50, 52) se extienda sustancialmente de manera paralela a la cara superior (32) de la banda transportadora (12), el reten (26, 28, 60, 62, 64) ocupa posiciones encajadas cuando esta colocado en el ramal inferior (38) y porque el sincronizador de fase (22, 23) comprende medios (40, 56, 58) para hacer girar las poleas (34, 36, 54) de tal manera que la velocidad longitudinal (VL) para impulsar el reten (26, 28, 60, 62, 64) corriente abajo por la banda impulsora (30, 50, 52) en la posicion encajada sea igual a una velocidad determinada (V2) llamada velocidad desacelerada, menor que la velocidad de desplazamiento (V1) con el objeto de alinear transversalmente los productos (Pn) y (Pn+1) en una fila para formar el lote (Li)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/058279.
Solicitante: SIDEL PARTICIPATIONS (SOCIETÉ PAR ACTIONS SIMPLIFIÉE).
Nacionalidad solicitante: Francia.
Dirección: AVENUE DE LA PATROUILLE DE FRANCE 76930 OCTEVILLE SUR MER FRANCIA.
Inventor/es: POUPON,CHRISTOPHE, DUCHEMIN,GUILLAUME.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Agosto de 2007.
Fecha Concesión Europea: 13 de Octubre de 2010.
Clasificación Internacional de Patentes:
- B65G47/29 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › parando temporalmente el movimiento.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a una disposición para agrupar en filas los productos de un lote, particularmente en una banda transportadora de alta velocidad. [0002] Más particularmente, la invención se refiere a una disposición para agrupar varios productos en forma de lotes, en la cual los productos son transportados en por lo menos una banda transportadora que corre en una dirección longitudinal a partir de una zona de entrada corriente arriba hacia una zona de salida corriente abajo, a una velocidad determinada que se conoce como la velocidad de desplazamiento, en la cual los productos están colocados longitudinalmente en la banda transportadora en por lo menos una primera línea de productos y una segunda línea de productos paralela a la primera línea y que comprenden respectivamente productos que, de una línea a la otra línea, están desalineados longitudinalmente entre ellos por lo menos por un espaciado corriente arriba, y que comprende medios de sincronización de fase que, colocados en la trayectoria de los productos entre la zona de entrada y la zona de salida, pueden formar lotes conformados por el agrupamiento de por lo menos dos productos en una fila transversal, los medios de sincronización de fase comprenden por lo menos un sincronizador de fase que comprende por lo menos un retén operado sucesivamente entre:
- por lo menos una posición encajada en la cual el retén está interpuesto, por contacto, delante de un producto de una de las líneas con el objeto de desacelerarlo hasta que por lo menos otro producto localizado inmediatamente corriente arriba en la otra de las líneas lo alcance, y -por lo menos una posición retraída que hace posible permitir que el lote previamente formado siga su movimiento corriente abajo a la velocidad de desplazamiento.
Este tipo de disposición se utiliza en instalaciones para empacar productos como, por ejemplo, en instalaciones que comprenden una línea transportadora que transporta los productos desde una máquina para colocar en cajas, apilando la máquina para colocar en cajas los lotes de productos en cajas o cartones de empaque. [0004] La línea transportadora comprende habitualmente, corriente arriba de la máquina para colocar en cajas, una banda transportadora que transporta los productos en una o varias líneas, con un espaciado determinado entre dos productos consecutivos, hasta un agrupador que comprende una serie de cavidades de transporte móviles. [0005] El agrupador tiene, frente a la banda transportadora, por lo menos una cavidad vacía proporcionada para recibir un número determinado de productos que son apilados en la cavidad con el objeto de formar un lote. [0006] Cuando se constituye un lote en la cavidad, está última es desplazada una muesca con el objeto de permitir al agrupador presentar una nueva cavidad vacía frente a la banda transportadora. [0007] Las cavidades son por consiguiente progresivamente desplazadas, habitualmente muesca por muesca, lo que hace posible transportar los lotes de producto hasta la máquina para colocarlos en cajas. [0008] Para facilitar y acelerar el llenado de las cavidades, es una práctica conocida formar los lotes de productos corriente arriba del agrupador, a través de un dispositivo que comprende medios para sincronizar las fases de los productos, que se conoce también como “sincronizador de fase”. [0009] De conformidad con una primera solución, es práctica conocida producir un sincronizador de fase de este tipo a través de varias bandas transportadoras sucesivas, que se conocen como bandas transportadoras reguladoras de velocidad, que operan a velocidades de transporte diferentes. [0010] En este tipo de sincronizador de fase, los productos llegan colocados en líneas, a través de una primera banda transportadora, en una banda transportadora corriente arriba de aceleración que opera a una velocidad de desplazamiento mayor que la velocidad de desplazamiento de la primera banda transportadora. [0011] La banda transportadora corriente arriba transporta los productos a una banda transportadora de desaceleración intermedia. [0012] Los productos son mantenidos y retenidos en la banda transportadora intermedia por medio de un dispositivo de succión inferior. [0013] La banda transportadora intermedia desplaza progresivamente cada producto hacia adelante hasta que se forme un lote en filas que comprende por lo menos dos productos agrupados al lado del orto en la banda transportador intermedia. [0014] Cuando el lote de productos está formado, la velocidad de transporte en la banda transportadora intermedia se eleva con el objeto de transferir el lote a una banda transportadora corriente abajo que opera a una velocidad de desplazamiento similar a la velocidad de desplazamiento de la banda transportadora corriente arriba. [0015] La aceleración del lote de productos cuando es transferido desde una banda transportadora intermedia hacia la banda transportadora corriente abajo limita la velocidad global puesto que, debido al hecho de que es excesivamente elevada, provoca un movimiento de uno o varios productos que probablemente desorganizará el lote. [0016] Este tipo de sincronizador de fase es también insatisfactorio porque requiere del uso de varias bandas transportadoras colocadas una tras otra, lo que es particularmente perjudicial con relación al requisito de espacio longitudinal de la instalación. [0017] La regulación de la velocidad de las varias bandas transportadoras y la longitud de estas bandas transportadoras se calculan por consiguiente para un tipo determinado de productos y de lotes de tal manera que es necesario desarrollar un nuevo sincronizador de fase cuando se modifica la longitud de los productos o el número de productos por lote, por ejemplo. [0018] Además, el dispositivo de succión no funciona para ciertos tipos de productos, lo que limita el alcance de aplicación de este sincronizador de fase. [0019] Por consiguiente, por su diseño, un sincronizador de fase de conformidad con esta primera solución no permite procesar productos a muy alta velocidad. [0020] Según una segunda solución, por ejemplo a partir del documento US4.892.181, se conoce una disposición para agrupar varios productos en filas. [0021] En este documento, los medios de sincronización de fase son, en particular, adecuados para desacelerar uno o varios productos transportados en una banda transportadora con el objeto de formar una fila transversal a partir de por lo menos dos productos que pertenecen a dos líneas que son paralelas e inicialmente desplazadas longitudinalmente entre ellas. [0022] Sin embargo, los medios de sincronización de base de conformidad con este documento no son adecuados para colocar en filas productos que comprenden solamente un espaciado corriente arriba reducido puesto que la distancia de desaceleración es muy corta. [0023] Por consiguiente, no es posible efectuar un tratamiento de productos a velocidad muy elevada, especialmente a velocidades de más de 900 productos por minuto. [0024] Es una de las razones por la cual el solicitante ha propuesto en la Solicitud de Patente Francesa No. 0550528 presentada el día 28.02.2005 (no publicada), un nuevo dispositivo de sincronizador de fase que constituye una solución sencilla, económica y eficaz que hace posible resolver las desventajas de los medios de sincronización de fase de conformidad con la técnica anterior. [0025] Esta solicitud No. 0550528 se refiere a una disposición tal como la disposición descrita arriba, que comprende un sincronizador de fase colocado entre la zona de entrada y la zona de salida y una banda transportadora para llevar a cabo el agrupamiento “en columnas” de productos con el objeto de conformar lotes a partir de varios productos que se desplazan en una sola línea longitudinal con un espaciado corriente arriba determinado. [0026] Por esta razón, el sincronizador de fase comprende por lo menos un retén retraíble capaz de operar respectivamente entre:
- por lo menos una posición encajada en la cual el retén está interpuesto, por contacto, delante de un primer producto en la línea con el objeto de desacelerarlo hasta que dicho primer producto sea alcanzado por lo menos por un segundo producto colocado inmediatamente corriente arriba en la línea de productos, con el objeto de formar un primer lote formado por el agrupamiento en una columna de dos productos alineados longitudinalmente uno tras otro; -por lo menos una posición retraída que hace posible permitir que el lote previamente constituido siga su movimiento corriente abajo a la velocidad de desplazamiento.
De conformidad con las enseñanzas de este documento, un sincronizador de fase de este tipo se utiliza para formar una sucesión de lotes formados cada uno de por lo menos dos productos agrupados longitudinalmente uno tras...
Reivindicaciones:
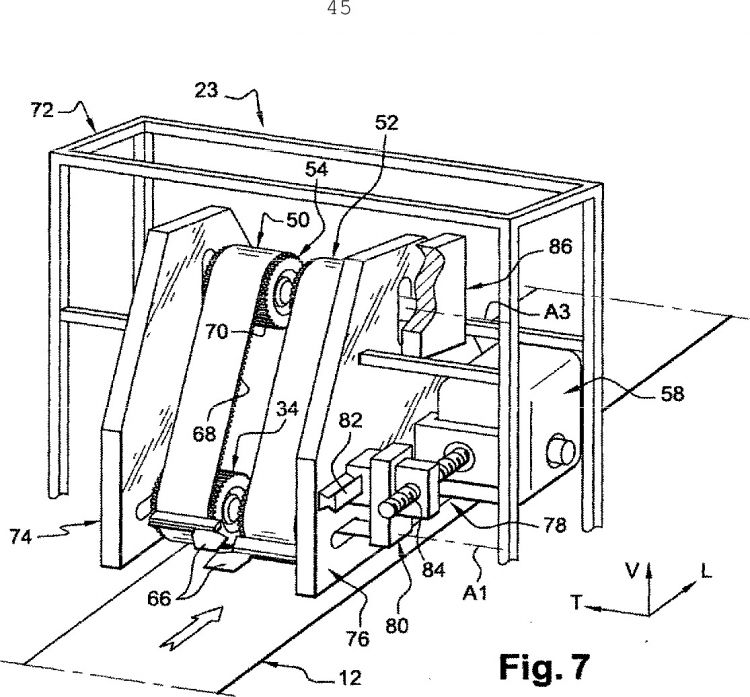
1. Una disposición (10) para el agrupamiento de varios productos (Pn, Pn+1) en forma de lotes (Li), en la cual los productos (Pn, Pn+1) son transportados en por lo menos una banda transportadora 12 que se desplaza en una dirección longitudinal desde una zona de entrada (18) corriente arriba hacia una zona de salida (20) corriente abajo, a una velocidad determinada (V1) llamada la velocidad de desplazamiento, en la cual los productos (Pn, Pn+1) están colocados longitudinalmente en la banda transportadora en por lo menos una primera línea (F1) de productos y una segunda línea (F2) de productos paralela a la primera línea (F1) y que comprenden respectivamente productos (Pn, Pn+1) que, de una línea (F1) a la otra línea (F2), están desalineados longitudinalmente entre ellos por lo menos por un espaciado (E) corriente arriba, y que comprende medios de sincronización de fase (22, 23) que, colocados en la trayectoria de los productos (Pn, Pn+1) entre la zona de entrada (18) y la zona de salida (20), pueden formar lotes (Li, L1) conformados por el agrupamiento de por lo menos dos productos (Pn, P1) y (Pn+1, P2) en una fila transversal, los medios de sincronización de fase (22, 23) comprenden por lo menos un sincronizador (22, 23) que comprende por lo menos un retén (26, 28, 60, 62, 64) operado sucesivamente entre: -por lo menos una posición encajada en la cual el retén (26, 28, 60, 62, 64) está interpuesto, por contacto, delante de un producto (Pn, P1) de una (F1) de las líneas (F1, F2) con el objeto de desacelerarlo hasta que sea alcanzado por lo menos por otro producto (Pn+1, P2) ubicado inmediatamente corriente arriba en la otra línea (F2) de las líneas (F1, F2) y -por lo menos una posición retraída que hace posible dejar que un lote previamente formado (Li, L1) siga su movimiento corriente abajo a la velocidad de desplazamiento (V1), caracterizado porque el sincronizador de fase (22, 23) comprende por lo menos una banda impulsora (30, 50, 52) que soporta por lo menos el retén (26, 28, 60, 62, 64) y que está colocado en el lado de la cara superior (32) de la banda transportadora (12), porque la banda transportadora (30, 50, 52) está enrollada en por lo menos dos poleas impulsores (34, 36, 54) de tal manera que un ramal inferior (38) de la banda impulsora (30, 50, 52) se extienda sustancialmente de manera paralela a la cara superior (32) de la banda transportadora (12), el retén (26, 28, 60, 62, 64) ocupa posiciones encajadas cuando está colocado en el ramal inferior (38) y porque el sincronizador de fase (22, 23) comprende medios (40, 56, 58) para hacer girar las poleas (34, 36, 54) de tal
manera que la velocidad longitudinal (VL) para impulsar el retén (26, 28, 60, 62, 64) corriente abajo por la banda impulsora (30, 50, 52) en la posición encajada sea igual a una velocidad determinada (V2) llamada velocidad desacelerada, menor que la velocidad de desplazamiento (V1) con el objeto de alinear transversalmente los productos (Pn) y (Pn+1) en una fila para formar el lote (Li).
2. La disposición (10) de conformidad con la reivindicación 1, caracterizado porque el retén ( 26, 28, 60, 62, 64) está operado desde su posición encajada hacia su posición retraída cuando el espaciado entre los dos productos (Pn, Pn+1) del lote (Li) alcanza un valor determinado sustancialmente cero.
3. La disposición (10) de conformidad con la reivindicación 2, caracterizado porque la banda impulsora (30, 50, 52) comprende un estado de operación pasivo en el cual está detenida, cada retén (26, 28, 60, 62, 64) ocupa una posición de espera retraída, y un estado de operación activo en la cual la banda impulsora (30, 50, 52) es rotada alrededor de las poleas (34, 36, 54) de tal manera que un retén (26, 28, 60, 62, 64) se desplace longitudinalmente corriente abajo en la posición encajada y porque, para cada lote (Li) a formar, la banda impulsora (30, 50, 52) es operada en su estado activo cuando un producto determinado, como por ejemplo el primer producto (P1) es detectado por un sensor (42), corriente arriba del sincronizador de fase (22, 23).
4. La disposición (10) de conformidad con lo reclamado en la reivindicación 3, caracterizado porque el sincronizador de fase (23) comprende una primera banda impulsora (50) y una segunda banda impulsora (52) que son similares y que están colocadas en paralelo y que están impulsadas independientemente, y porque cada banda impulsora (50, 52), es operado en su estado activo antes del final del estado activo de la otra banda impulsora (50, 52) de tal manera que la formación de un nuevo lote (Li) empiece antes de la liberación del lote corriente abajo (Li) precedente.
5. La disposición (10), de conformidad con la reivindicación 4, caracterizado porque cuando las bandas impulsoras (50, 52) se encuentran en el estado pasivo, las posiciones de espera de los retenes (60, 62, 64) de la primera banda impulsora (50) están desalineadas con relación a las posiciones de espera de los retenes (60, 62, 64) de la segunda banda impulsora (52) para evitar que los retenes (60, 62, 64) de las dos bandas impulsoras (50, 52) se crucen.
6. La disposición (10) de conformidad con cualquiera de las reivindicaciones anteriores, caracterizado porque cada banda impulsora (30, 50, 52) soporta por lo menos dos retenes similares (26, 28, 60, 62, 64) regularmente espaciados a lo largo de
5 la banda impulsora (30, 50, 52) de tal manera que, para cada banda impulsora (30, 50, 52) solamente un retén (26, 28, 60, 62, 64) a la vez pueda ocupar una posición encajada.
7. La disposición (10) de conformidad con la reclamado en cualquiera de las reivindicaciones anteriores, caracterizado porque comprende un dispositivo de agrupamiento (24) con cavidades (46) que están arregladas en la salida (20) de la banda transportadora (12), cada cavidad (46) se proporciona para contener un lote (Li) de productos (Pn, Pn+1) y para transportar este lote (Li) hacia una estación de procesamiento corriente abajo.
8. La disposición (10) de conformidad con cualquiera de las reivindicación anteriores, caracterizado porque comprende un dispositivo de inyección (88) que comprende medios, como por ejemplo un chorro de aire comprimido, que están colocados corriente arriba y/o corriente abajo del sincronizador de fase (22, 23).
Patentes similares o relacionadas:
Transportador de acumulación con un dispositivo de individualización y procedimiento de individualización, del 3 de Junio de 2020, de Koppold, Markus: Transportador de acumulación que comprende al menos un portador de piezas de trabajo y un dispositivo de individualización, al menos un tope para detener y/o liberar el portador […]
PROCEDIMIENTO PARA REGULAR UN FLUJO DE PRODUCTOS Y DISPOSICIÓN PARA IMPLEMENTACIÓN DE DICHO PROCEDIMIENTO, del 28 de Marzo de 2011, de SIDEL PARTICIPATIONS: Procedimiento de regulación para alinear un flujo de productos que comprenden cuando menos una primera línea de productos y una segunda línea de productos, paralela […]
DISPOSICION DE VIA DE TRANSPORTE PARA RECIPIENTES QUE SE HAN DE LLENAR CON ARTICULOS O PRODUCTOS A GRANEL EN UNA ESTACION DE LLENADO., del 16 de Octubre de 2004, de KNAPP LOGISTIK AUTOMATION GESELLSCHAFT MBH: Disposición de máquina automática para la preparación de productos para su expedición , que comprende una estación de llenado y una vía de transporte […]
DISPOSITIVO DE SEPARACION PARA BARRAS LAMINADAS., del 16 de Febrero de 2004, de DANIELI & C. OFFICINE MECCANICHE SPA: Dispositivo para separar barras laminadas que avanzan sobre un plano portador con una dirección sustancialmente ortogonal a sus ejes hacia […]
DISPOSITIVO PARA UBICAR PRODUCTOS EN SUCESION Y A LA MISMA DISTANCIA SOBRE UNA CINTA TRANSPORTADORA., del 16 de Abril de 2003, de TECNOMECCANICA SRL: SE EXPONE UN DISPOSITIVO PARA COLOCAR PRODUCTOS , SUCESIVAMENTE Y EQUIDISTANTES, SOBRE UNA CORREA TRANSPORTADORA , QUE COMPRENDE: UN PRIMER ROTOR , QUE GIRA […]
DISPOSITIVO EN UNA MAQUINA DE HILATURA. TAL COMO UNA CARDA, MANUAR, PARA TRANSPORTAR Y PREPARAR BOTES DE HILATURA., del 16 de Marzo de 2001, de TRUTZSCHLER GMBH & CO. KG.: Dispositivo en una máquina de hilatura, tal como una carda, manuar, para transportar y preparar botes de hilatura, con un dispositivo de transporte […]
PROCEDIMIENTO PARA EL TRANSPORTE DE PRODUCTOS A UN ACUMULADOR Y DISPOSITIVO DE ALIMENTACION DEL ACUMULADOR QUE TRABAJA SEGUN ESTE PROCEDIMIENTO., del 16 de Noviembre de 1998, de SIG PACK SYSTEMS AG: LAS FILAS DE PRODUCTOS PLANOS A DISTANCIA UNOS DE OTROS EN DIRECCION AL TRANSPORTE, SON CONDUCIDOS A UN ACUMULADOR CONTINUO POR UN MEDIO TRANSPORTADOR […]
 DISPOSITIVO SEPARADOR Y DISPOSITIVO TRANSPORTADOR DE SUSPENSION PROVISTO DEL MISMO, del 19 de Agosto de 2010, de RSL LOGISTIK GMBH & CO. KG: Dispositivo separador para la liberación de soportes de artículos a transportar para el movimiento a lo largo de un recorrido de transporte en un dispositivo […]
DISPOSITIVO SEPARADOR Y DISPOSITIVO TRANSPORTADOR DE SUSPENSION PROVISTO DEL MISMO, del 19 de Agosto de 2010, de RSL LOGISTIK GMBH & CO. KG: Dispositivo separador para la liberación de soportes de artículos a transportar para el movimiento a lo largo de un recorrido de transporte en un dispositivo […]