ALAMBRE PARA ELECTRODO DE ELECTROEROSIÓN.
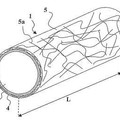
Alambre de electrodo para la mecanización por electroerosión, que comprende un ánima (1) de una primera aleación de cobre y de zinc con contenido de zinc comprendido entre 20% y 45% en peso, y que comprende un revestimiento (2) realizado sobre dicha ánima (1), comprendiendo dicho revestimiento (2) una segunda aleación de cobre y de zinc cuyo contenido de zinc es superior a 50% en peso y que presenta una estructura fracturada en bloques (2a) entre los que el ánima (1) es visible, caracterizado por que en el revestimiento (2):
- los bloques (2a) de la segunda aleación tienen un espesor (E2) con distribución estrecha, siendo la relación de los grosores de los bloques pequeños y de los bloques grandes de la mayor parte de los bloques (2a) superior a 0,6, - los bloques (2a) de la segunda aleación aseguran un recubrimiento del ánima (1) según una relación de recubrimiento superior a 50%
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08150738.
Solicitante: THERMOCOMPACT.
Nacionalidad solicitante: Francia.
Dirección: Z.I. LES ILES 74370 METZ TESSY FRANCIA.
Inventor/es: LY, MICHEL, SANCHEZ, GERALD.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Enero de 2008.
Clasificación PCT:
- B23H7/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18). › B23H 7/00 Procedimientos o aparatos aplicables a trabajos de descarga eléctrica y trabajos electroquímicos. › Alambres de electrodos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2362153_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a alambres de electrodo utilizados para la mecanización por electroerosión. Estos alambres se describen en el documento EP 1 009 574 que describe el acabado de la técnica más próximo.
El procedimiento conocido de mecanización por electroerosión permite eliminar material en una pieza conductora de la electricidad, generado chispas en la zona de mecanización entre la pieza a mecanizar y un alambre de electrodo conductor de la electricidad. El alambre conductor se va desplazando de manera continua en las proximidades de la pieza en el sentido de la longitud del alambre, y es desplazado progresivamente en el sentido transversal con respecto a la pieza por traslación del alambre o bien por traslación de la pieza.
Un generador eléctrico, conectado al alambre de electrodo por contactos eléctricos a uno y otro lado de la zona de mecanización, establece una diferencia de potencial apropiada entre el alambre de electrodo y la pieza conductora a mecanizar. La zona de mecanización entre el alambre de electrodo y la pieza es introducida en un fluido dieléctrico apropiado. La diferencia de potencial provoca, entre el alambre de electrodo y la pieza a mecanizar, la aparición de chispas que erosionan progresivamente la pieza y el alambre de electrodo. El desplazamiento longitudinal del alambre de electrodo permite conservar de modo permanente un diámetro de alambre suficiente para evitar su rotura en la zona de mecanización. El desplazamiento relativo del alambre y de la pieza en sentido transversal permite cortar la pieza o tratar su superficie, en caso deseado.
Las partículas que se desprenden del alambre de electrodo y de la pieza por las chipas, se dispersan en el fluido dieléctrico de donde son evacuadas.
Actualmente existen numerosos tipos de alambre de electrodo para electroerosión, cada uno de los cuales presenta características específicas que pueden justificar su elección para uno u otro tipo de mecanización por electroerosión.
La estructura del alambre de electrodo debe presentar en general una resistencia mecánica suficiente para evitar la rotura del alambre en la zona de las chispas. Una resistencia mecánica elevada es favorable para permitir aplicar en el alambre de electrodo una tensión longitudinal elevada en la zona de mecanización, con la finalidad de garantizar un posicionamiento muy preciso del alambre y por lo tanto una mecanización precisa.
La obtención de precisión de mecanización, en especial la realización de cortes de ángulo con radio reducido, requiere utilizar alambres de pequeño diámetro, soportando una elevada carga mecánica a la rotura, para su tensado en la zona de mecanización y limitar la amplitud de las vibraciones.
La mayor parte de las máquinas de electroerosión moderna están concebidas para utilizar alambres de latón desnudo, en general de 0,25 mm de diámetro, y con una carga de rotura comprendida entre 400 y 1000 N/mm2.
Si es posible, la estructura del alambre se escoge para que el alambre de electrodo tenga un comportamiento favorable a la erosión, es decir, para que el alambre permita realizar una erosión rápida. La velocidad de erosión máxima de un alambre es el límite de velocidad más allá del cual el alambre se rompe cuando se aumenta la energía de las chispas para acelerar la erosión.
Otro parámetro importante de la mecanización por electroerosión es la calidad del acabado superficial que se puede obtener sobre la zona mecanizada de la pieza. Las chispas producidas entre el alambre de electrodo y la pieza provocan microcráteres en una pieza a mecanizar, es decir, extracciones puntuales de material. Se comprende que el acabado de la superficie que se obtiene depende de los parámetros de las chispas, que por su parte dependen especialmente de la estructura del alambre de electrodo.
Es difícil encontrar una estructura de alambre de electrodo que permita optimizar simultáneamente los tres parámetros de velocidad de mecanización, precisión de mecanización y acabado superficial.
Por ejemplo, se han propuesto alambres de latón que contienen de 35 a 37% de zinc, con estructura homogénea, que constituyen un compromiso económicamente aceptable, pero obtenido con la compensación (au prix) de una velocidad de erosión relativamente reducida.
Por otra parte se han propuesto alambres dotados de revestimiento, es decir, constituidos por un ánima metálica revestida por una capa superficial que generalmente es homogénea de un metal o una aleación. Cuando tiene lugar la mecanización por chispas erosivas, el arco eléctrico formado entre la superficie del alambre de electrodo y la superficie de la pieza, a través de un dieléctrico tal como agua, no alcanza el centro del alambre. El desgaste del alambre se produce por su revestimiento.
El interés de los alambres revestidos es que se puede escoger el ánima de un alambre en función de sus propiedades eléctricas y mecánicas, y escoger al revestimiento en función de sus características erosivas y de su resistencia de contacto.
Así, en el documento FR 2 418 699, se ha propuesto el revestimiento del ánima mediante una aleación de zinc, cadmio, estaño, plomo, bismuto o antimonio. El documento muestra que la velocidad de mecanización se mejora por el revestimiento.
Se ha comprobado que un revestimiento que contenga una fuerte proporción de un metal con reducido calor másico de sublimación permite obtener una velocidad más grande de corte, asegurando al revestimiento una mejor protección del ánima cuando tiene lugar la formación de las chispas.
Es por esta razón se ha utilizado el zinc puro como metal con reducido calor másico de sublimación. Sin embargo, la capa de zinc puro se desgasta muy rápidamente, y no protege el ánima del alambre durante un tiempo suficiente para el corte de piezas altas.
En este mismo concepto, se ha utilizado un recubrimiento de aleación conteniendo una gran cantidad de zinc, por ejemplo, una aleación en fase β con 47% de zinc, o incluso una aleación en fase γ de cobre y de zinc con un contenido de zinc superior a 50% en peso. En este caso constituye una dificultad el hecho de que la aleación de cobre y de zinc en fase γ es relativamente dura y frágil, de manera que el recubrimiento tiene el riesgo de su fractura cuando tiene lugar una operación de trefilado que pone el alambre a la dimensión deseada durante su fabricación.
El documento EP 1 009 574 ha puesto en evidencia el hecho de que la fractura del revestimiento de aleación de cobre y zinc en fase γ no es desfavorable, y permite conseguir un alambre de electrodo con buenas velocidades de electroerosión. El documento muestra para ello un procedimiento de fabricación del alambre en el que, después de la realización de un recubrimiento de zinc y de la difusión del zinc del recubrimiento y del cobre del ánima por calentamiento durante un tiempo de 1 a 4 horas, se pone el alambre a la dimensión deseada por trefilado para reducir su diámetro con una relación entre diámetro final -Df-y diámetro inicial -Di-inferior a 0,4. Cuando tiene lugar el trefilado, el revestimiento es fracturado en bloques que, por el alargamiento del alambre por el trefilado, se encuentran redistribuidos en la superficie del alambre. El documento muestra que la redistribución es ventajosa puesto que permite repartir en una sola capa de la superficie del alambre los bloques resultantes de la fracturación del revestimiento, y asegurar de esta manera una relación de recubrimiento del ánima superior al 50%, pudiendo llegar aproximadamente a 58%.
Un alambre de este tipo presenta no obstante características mediocres cuando es utilizado en procedimientos de acabado. Se comprueba en especial la presencia de ondulaciones bastantes marcadas en la superficie de las piezas mecanizadas, en sentido perpendicular al desplazamiento del alambre en la máquina de electroerosión.
Cuando se desea obtener excelentes acabados superficiales de las piezas mecanizadas por electroerosión, se realiza en general una etapa de desbaste, en el curso de la cual el alambre de electroerosión recibe una notable energía de chispa y conforma la pieza a gran velocidad, y a continuación se realizan de cinco a diez etapas de acabado, en el curso de las cuales las energías de la chispa son más reducidas.
Las últimas fases de acabado se realizan con energías de chispa muy débiles. Se comprende que cuanto más baja es la energía de una chispa, los cráteres... [Seguir leyendo]
Reivindicaciones:
1. Alambre de electrodo para la mecanización por electroerosión, que comprende un ánima (1) de una primera aleación de cobre y de zinc con contenido de zinc comprendido entre 20% y 45% en peso, y que comprende un revestimiento (2) realizado sobre dicha ánima (1), comprendiendo dicho revestimiento (2) una segunda aleación de cobre y de zinc cuyo contenido de zinc es superior a 50% en peso y que presenta una estructura fracturada en bloques (2a) entre los que el ánima (1) es visible, caracterizado por que en el revestimiento (2):
- los bloques (2a) de la segunda aleación tienen un espesor (E2) con distribución estrecha, siendo la relación de los grosores de los bloques pequeños y de los bloques grandes de la mayor parte de los bloques (2a) superior a 0,6,
- los bloques (2a) de la segunda aleación aseguran un recubrimiento del ánima (1) según una relación de recubrimiento superior a 50%.
2. Alambre de electrodo, según la reivindicación 1, caracterizado porque el grosor (E2) de los bloques (2a) de la segunda aleación es inferior a 7 µm aproximadamente.
3. Alambre de electrodo, según una de las reivindicaciones 1 o 2, caracterizado porque, para un diámetro de alambre de 0,250mm aproximadamente, el grosor (E2) de los bloques (2a) está comprendido en su mayor parte entre 4 µmy5 µm aproximadamente.
4. Alambre de electrodo, según cualquiera de las reivindicaciones 1 a 3, caracterizado porque la primera aleación del ánima (1) consiste principalmente en una aleación de cobre y de zinc en fase α o en una mezcla de una aleación de cobre y de zinc en fase α y de una aleación de cobre y de zinc en fase β'.
5. Alambre de electrodo, según cualquiera de las reivindicaciones 1 a 4, caracterizado porque la segunda aleación consiste principalmente en una aleación de cobre y de zinc en fase γ.
6. Alambre de electrodo, según cualquiera de las reivindicaciones 1 a 5, caracterizado porque en la superficie del alambre las fracturas (2b) de la aleación de cobre y de zinc en fase γ presentan orientaciones preferentes (I-I).
Patentes similares o relacionadas:
Alambre para EDM, del 3 de Junio de 2020, de THERMOCOMPACT: Electrodo de alambre, para ser utilizado en un aparato de mecanización por descarga eléctrica, comprendiendo dicho electrodo de alambre: un núcleo […]
 Electrodos de alambre para corte por descarga eléctrica, del 20 de Junio de 2012, de BERKENHOFF GMBH: Un electrodo de alambre para el corte mecanizado por descarga eléctrica o , teniendo
- Un núcleo que esta compuesto en más de un 50% en peso de aluminiocristalino […]
Electrodos de alambre para corte por descarga eléctrica, del 20 de Junio de 2012, de BERKENHOFF GMBH: Un electrodo de alambre para el corte mecanizado por descarga eléctrica o , teniendo
- Un núcleo que esta compuesto en más de un 50% en peso de aluminiocristalino […]
 Electrodo de alambre para corte por descarga eléctrica y método para fabricar dicho electrodo de alambre, del 20 de Junio de 2012, de BERKENHOFF GMBH: Un electrodo de alambre para corte mecanizado por descarga electrica teniendo: un nUcleo el cual comprende un metal o una aleaciOn metalica, y una cobertura […]
Electrodo de alambre para corte por descarga eléctrica y método para fabricar dicho electrodo de alambre, del 20 de Junio de 2012, de BERKENHOFF GMBH: Un electrodo de alambre para corte mecanizado por descarga electrica teniendo: un nUcleo el cual comprende un metal o una aleaciOn metalica, y una cobertura […]
 Varilla compuesta, para electroerosión, del 14 de Mayo de 2012, de THERMOCOMPACT: Varilla de electrodo para mecanización por electroerosión, que comprende:
- un ánima de cobre, de aleación de cobre o de latón,
- un revestimiento […]
Varilla compuesta, para electroerosión, del 14 de Mayo de 2012, de THERMOCOMPACT: Varilla de electrodo para mecanización por electroerosión, que comprende:
- un ánima de cobre, de aleación de cobre o de latón,
- un revestimiento […]
PROCEDIMIENTO DE FABRICACION DE UN ALAMBRE DE ELECTRODO POROSO PARA EL MECANIZADO POR ELECTRO-EROSION Y ESTRUCTURA DEL ALAMBRE DE ELECTRODO., del 16 de Octubre de 2006, de SEONG, KI CHUL: LA PRESENTE INVENCION DESCRIBE UN ALAMBRE POROSO DE ELECTRODOS PARA SER UTILIZADO EN EL MECANIZADO DE DESCARGAS ELECTRICAS Y PROCEDIMIENTO DE FABRICACION PARA […]
HILO PARA ELECTROEROSION CON CAPA SUPERFICIAL OPTIMIZADA., del 16 de Mayo de 2006, de THERMOCOMPACT: Hilo de electrodo para mecanización por descargas erosivas, que comprende un ánima metálica con un revestimiento de una capa superficial […]
HILO PARA ELECTROEROSION A GRAN VELOCIDAD DE MECANIZACION., del 1 de Abril de 2006, de THERMOCOMPACT: Hilo de electrodo para mecanización por descarga erosionante, que comprende un ánima metálica con un revestimiento de una capa de recubrimiento de aleación […]
ELECTRODO PARA EL MECANIZADO DE UNA PIEZA POR ELECTROEROSION Y SU PROCEDIMIENTO DE FABRICACION., del 16 de Diciembre de 2003, de CHARMILLES TECHNOLOGIES S.A.: Electrodo en forma de hilo o de vástago para el mecanizado de una pieza por electroerosión, que comprende un alma metálica y un revestimiento constituido por […]